Distinctive features of diffuse spraying
When working with metal surfaces, there is often a need to add additional characteristics to the final product in order to expand the scope of the part. You can protect the metal surface from moisture, high temperature and aggressive chemical environments. Plasma spraying has a number of features that distinguish the metallization process from other options for processing metal surfaces:
- Accelerated coating process due to the high temperature effect on the surface being treated - about 5000-6000° C. Technologically, spraying can last a fraction of a second to obtain the desired result.
- Plasma processing of metals allows you to create a combined layer on the surface. Not only metal particles, but also gas elements from a plasma jet can diffuse. As a result, the metal is saturated with atoms of the necessary chemical elements.
- Traditional metallization proceeds unevenly and is characterized by the duration of the technological process and possible oxidative reactions. The high temperature plasma jet creates uniform temperature and pressure, ensuring high quality final coatings.
- With the help of a plasma jet, the transfer of metal particles and gas atoms occurs instantly. The process refers to the field of welding using powders, rods, rods and wires. The transferred particles form a layer ranging in thickness from several microns to millimeters on the surface of the solid.
Modern diffuse metallization involves the use of more complex equipment than in cases where gas plasma equipment is used. To organize the diffuse processing process, the presence of gas and electrical equipment is required simultaneously.
Equipment for diffuse exposure
Ion plasma sputtering on the surface of metals is carried out using high-temperature technical plasma - a combination of a large number of particles (light quanta, positive ions, neutral particles, electron gas). Under the influence of high temperature due to electrical discharges in gases, intense thermal ionization of particles occurs, which interact with each other and the environment in a complex manner. Thanks to this, plasma is distinguished between weakly, moderately and strongly ionized, which, in turn, can be low-temperature and high-temperature.
Special equipment – plasma installations – helps create the necessary conditions for the process of plasma ionization and processing of metal coatings. Typically, arc, pulse or spark electrical discharges are used for operation.
Scheme of thermal spraying
To implement the technological process, the following installations are required:
- A high-frequency generator (you can use a welding converter) serves as a discharge source.
- A sealed chamber into which parts are placed for plasma spray coating.
- Gas tank. In its atmosphere, particles are ionized under the influence of an electrical discharge.
- Installation that creates gas pressure. You can use vacuum or pump equipment.
- A system with which you can qualitatively change current characteristics, pressure, voltage, thereby increasing or decreasing the thickness of sprayed coatings.
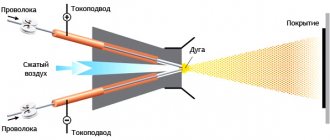
How plasma spraying occurs: the workpiece is fixed in a sealed chamber, an electric discharge is created, and the working medium is pumped with the necessary pressure and sprayed powder elements. A high-temperature plasma is formed, which transfers powder particles along with gas atoms to the surface of a certain part. When carrying out diffuse metallization in a vacuum, in an inert gas atmosphere or at reduced pressure, it is possible to increase the speed of particle movement and obtain a more dense and highly adhesive type of coating.
Advantages of axial powder input
Axial powder injection is a quantum leap in plasma spraying technology. The point here is not only that with axial input, powder losses are significantly reduced, but also that the possibility of spraying completely different powder materials that are unsuitable for radial input opens up. Since this aspect is fundamentally important for understanding the following sections, we will dwell on it in more detail.
So, what happens when powder is radially introduced into the flame jet at the nozzle exit? We list the disadvantages of such input:
- Only very narrow fraction powders are suitable for radial injection, for which it is necessary to precisely select the pressure of the carrier gas. What does this mean?: If the carrier gas pressure is insufficient, the powder particles will “bounce” off the flame jet; if the carrier gas pressure is too high, they will “shoot through” this flame; if the powder consists of particles of different sizes, then it is in principle impossible to select the “correct” pressure of the carrier gas: the smallest particles will always “bounce off”, and the largest ones will always “shoot through”, that is, neither of these particles will be in the sprayed coating there won’t be, but only some “average” particles. Fine-grained powders are especially difficult to introduce due to their increased dispersion by the carrier gas (a typical dust cloud around a torch).
- When introducing radial powder, it is impossible to use in the powder mixture not only particles of different sizes, but also different densities (different masses) for the same reason: heavier particles fly through the flame more easily than lighter ones. Thus, attempting to use complex powder mixtures will result in a distortion of the coating composition compared to the composition of the powder mixture.
- An increase in the velocity of plasma-forming gases complicates the radial injection of powder, since the ranges of required carrier gas pressures and particle size distributions are further narrowed. In practice, this means the following: the higher the flame speed, the lower the spraying efficiency during radial powder injection. It is impossible under any circumstances to introduce all the powder into the flame without loss.
- The location of the powder nozzles next to the hot flame zone causes their heating, which is compensated only by cooling by the gas carrying the powder. If the speed of the cooling gas is not enough for cooling, then powder particles can stick to the edges of the nozzle opening, forming sagging. The stuck pieces periodically come off the nozzle, fall into the flame and cause a characteristic defect - “spitting”, leading to the formation of coarse porous inclusions in the coating. Since the flow rate of the carrier gas is strictly related to the flame parameters (see point 1), a problem arises: for some powders there are simply no parameters that eliminate the “spitting” effect, especially if these powders are low-melting and/or fine-grained.
Switching to axial injection of powder allows you to completely get rid of the above problems:
- Carrier gas pressure and velocity are no longer tied to flame and powder parameters. The only condition is that the pressure of the carrier gas must be slightly higher than the pressure of the plasma-forming gas in the nozzle at the point where the powder is introduced. Due to the axial input, any powder is completely captured by the flame.
- It is always possible to select a pressure of the carrier gas at which “spitting” associated with powder sticking to the edge of the hole in the powder nozzle will not occur.
- It is possible to use powder mixtures of any complexity and fractional composition. Particles of different sizes will acquire different speeds and temperatures, but all will eventually take part in the formation of the coating. The fact that small particles become significantly hotter than large ones when axially introduced into a plasma flame opens up new possibilities for the design of powder mixtures. The main part of this book is devoted to the creation of such polyfractional compositions.
The author was very fortunate to have had an Axial III plasmatron with axial powder injection at his disposal for many years. If not for this, the creation of new multicomponent coatings would simply be impossible.
Where is plasma metallization used?
Since the material being sprayed can be almost any alloy or metal, ion-plasma spraying is widely used in various industries, as well as for repair and restoration work. Any metal in the form of powders is fed into plasma installations, where, under the influence of high-temperature plasma, it melts and penetrates into the metal surface being processed in the form of a thin layer of sputtering. Areas of application of diffuse metallization:
- parts for the aviation, space and rocket industries;
- mechanical engineering equipment and energy industry;
- metallurgical and chemical industries;
- oil production, oil refining and coal industries;
- transport sector and instrument production;
- repair and restoration of machines, equipment, worn parts.
When a jet of plasma and powders passes through an electric arc and is deposited on the surface being treated, the formed layer acquires important quality and performance characteristics:
- heat resistance;
- heat resistance;
- corrosion resistance;
- electrical insulation;
- thermal insulation;
- erosion resistance;
- cavitation protection;
- magnetic characteristics;
- semiconductor properties.
The sprayed powders are introduced into the installations with plasma-forming or transported gas. Plasma spraying makes it possible to obtain various types of coatings without restrictions on the melting temperature: metals, combined alloys, carbides, oxides, borides, nitrides, composites. The material processed in the installations does not undergo structural changes, but the surface of the product acquires the necessary quality characteristics. You can spray combined layers (soft and hard), refractory coatings, and compositions of various densities.
Plasma metallization options
To apply a certain layer of sputtering to a metal surface in a high-temperature plasma environment, not only powder compositions are used as forming coatings. Depending on what properties the treated surface should have, the following features of plasma metallization are used:
- Submerged arc surfacing with high carbon or alloy wire. To restore surfaces, surfacing is used in installations with a rod or plate electrode.
- Submerged powder surfacing is used for the restoration of parts with extensive circumferential deformations with a layer thickness of more than 2 mm.
- Sputtering installations pass argon, nitrogen, hydrogen, helium or mixtures thereof as plasma-forming gases. It is necessary to ensure the absence of oxygen to prevent oxidation of the deposited coatings.
Most often, this type of processing is used to restore various parts when repairing automobile engines. Thus, with the help of diffuse metallization, it is possible to restore the holes of the main bearings in cylinder blocks (a common failure), eliminate wear on cylinder heads, restore pistons made of aluminum alloy, crankshafts made of high-strength cast iron, rollers, and rollers.
When using ion-plasma sputtering, the wear resistance of complex equipment components, mechanisms and installations increases significantly. Diffuse metallization is an effective method for restoring worn and tired metal, as well as the optimal process for giving metal surfaces the necessary strength and performance characteristics.
Restoration of machine parts using plasma methods
Plasma methods for restoring machine parts are based on the use of the thermophysical properties of ionized gas (plasma). Since it is very difficult to isolate plasma in its pure form, for technical purposes an arc discharge enriched with plasma is used, i.e. in an arc discharge, along with charged particles (ions and electrons), there are also neutral particles. This state of gas is called low-temperature plasma (the temperature at the exit from the plasmatron nozzle is about 5000 ... 7000 K).
Argon, nitrogen, helium, and ammonia can be used independently as plasma-forming gases. Hydrogen and oxygen are used in a mixture with argon and nitrogen.
The set of equipment for plasma processing includes the following components: plasma torch; mechanism for transporting powder and wire materials; control panel, which contains measuring, adjusting and blocking devices; arc power source; source and receiver of cooling water; a communications complex that connects individual units of the installation and provides a supply of gases, electricity, and cooling water to the plasmatron.
Plasma spraying. To restore worn surfaces by plasma spraying, self-fluxing alloys of the Ni-Cr-B-Si system are widely used, to which carbides and borides of refractory metals (tungsten, molybdenum, vanadium) are often added to form composite alloys with higher physicochemical properties. It is very effective to use bimetallic reacting powder alloys (for example, Al + Ni), which have exothermic properties that increase the adhesion strength of the coating to the base and physical and chemical properties in general. They are used as a sublayer or for spraying the main layer.
The technological process of restoring parts by plasma spraying includes the following operations: preparation of the powder and surface of the part, spraying and mechanical processing of the sprayed coating.
Preparation of the powder consists of drying it at a temperature of 150 ... 200 ° C and sifting through a sieve with a mesh size not exceeding 200 microns.
The preparation of the surface of the part for spraying should be given paramount importance, since the adhesion strength of the powder to the surface of the part largely depends on its quality. Parts to be sprayed are cleaned of dirt, washed, dried, and then subjected to mechanical processing in order to create the necessary roughness on the surface, which has a significant impact not only on the adhesion strength of the sprayed material to the substrate, but also on the wear and tear.
| Rice. 12.7. Plasma spraying with powder (c) and wire (b): 1 - supply of plasma-forming gas; 2 — plasma matron cathode; 3 — cathode body; 4 - insulator; 5 - anode body; 6 - powder feeder; 7- gas supply transporting the powder; 8- plasma jet; 9- power supply (IP) |
the shear strength of the part being restored. The most rational method of creating roughness is shot blasting with cast iron chips with a particle size of 1 ... 2 mm at an air pressure of 0.5 ... 0.6 MPa. Coatings should be sprayed immediately after shot blasting, since after 2 hours its effectiveness decreases due to an increase in the oxide film on the treated surface.
In plasma spraying, powders (Fig. 12.7, a), wires and rods (Fig. 12.7, b) are used as sprayed materials.
More technologically advanced is the use of powders. Powder particles supplied to the plasma formation zone are heated in a plasma jet until melted or melted and are directed at a certain speed (50 ... 200 m/s) to the surface of the part, hitting which they deform, spread, crystallize, forming layered coatings.
Depending on the properties of the sprayed metal particles, the method and mode of spraying, the particles can reach the substrate in a liquid, plastic or solid state. It has been experimentally determined that in order to obtain higher adhesion strength, particles must be heated to at least 90% of their melting point.
An increase in adhesion strength is also facilitated by the preliminary spraying of a sublayer no more than 0.1 mm thick of metals (alloys) that form strong chemical bonds as a result of interaction with the substrate (molybdenum, nickel-based alloys containing aluminum, titanium, etc.). Spraying with a composite powder (NI-A1) is very promising: as a result of an aluminothermic reaction, a coating is formed - nickel aluminide, which is characterized by high oxidation resistance and a higher melting point (1640 ° C) than its constituent metals.
A significant disadvantage of sprayed coatings is their porosity, which is explained by the small contact area, both between particles and between particles and the substrate. When such a layer is exposed to relatively low loads
Rice. 12.8. Plasma spraying followed by melting:
1 - IP; 2 — ballast rheostat; 3 - powder feeder;
4 — plasmatron; 5 . 6- coolant in and out;
7 — input of deposited powder; 8 - sprayed part
there is a high probability of its detachment. To improve the quality of sprayed coatings, they are subjected to subsequent melting (Fig. 12.8). For subsequent melting, those sprayed hard alloys that have the ability to self-flux are suitable. These are nickel-based alloys. Along with plasma heating, gas-flame, argon-arc methods and high-frequency currents are used to melt coatings. The hardness of the melted powder mixtures is 49 ... 53 HRC, wear resistance is 5 times higher than the wear resistance of steel 45, fatigue resistance increases by 20 ... 25%, the adhesion strength of the coating to the substrate reaches 400 MPa.
However, despite the fact that the method of spraying with melting makes it possible to obtain high-quality wear-resistant coatings with the necessary allowance for machining, it has not received widespread use for restoring parts due to the following disadvantages. The process of spraying with melting is labor-intensive and in terms of productivity is inferior to the processes of obtaining coatings by surfacing and electrolytic methods. The use of expensive self-fluxing powders significantly increases the cost of restoration. Heating of the coating and the part during melting reaches 1100 °C, which is higher than the temperatures of phase transformations, therefore all the disadvantages characteristic of surfacing are inherent in this method.
Using plasma spraying methods, it is possible to obtain coatings several millimeters thick, however, as the layer thickness increases above 1 ... 1.3 mm, the strength of its adhesion to the substrate decreases, so it is most advisable to restore parts with wear not exceeding 0.4 ... 0.6 mm.
It is advisable to use plasma spraying to restore parts that are not subject to significant dynamic loads; made of cast iron and aluminum, difficult to restore by other means; made from any alloys, but during restoration of which deformation is not allowed. Such parts include body parts of cars and tractors whose seats wear out; block sockets for main bearing shells, gearbox housing sockets, support collars and seating flanges of cylinder liners, the surface of the lower connecting rod head, etc. A significant range consists of shafts made of cast iron, steel 45, alloy steels, with worn seats: gearbox shafts , car chassis, etc. Plasma coating is economically feasible when restoring a large number of parts.
Plasma surfacing. A more technologically advanced and productive method is plasma surfacing, which involves creating a melt of filler material on the surface to be restored under the action of a plasma jet. After solidification, a deposited layer with specified physical and mechanical properties is formed.
When strengthening and restoring parts, depending on their shape and operating conditions, several types of plasma surfacing are used, differing in the type of filler material, the method of its supply to the worn surface and the type of compressed arc used. In plasma surfacing, a direct arc is used - an arc is formed between a tungsten electrode and a current-carrying filler wire when the part is electrically neutral.
Plasma surfacing can be performed using single rollers, when surfacing cylindrical parts along a helical line, and also using an oscillating mechanism (for wide layers).
The following grades of powder alloys are widely used as surfacing materials: PG-Cl, PG-US25, PG-S27, PG-FBKh62, PG-L101, as well as various compositions of these alloys with chromium-nickel powder alloy PG-SR4. 6 ... 8% powdered aluminum is added to all alloys. An alternative to traditional alloys has now become the creation of diffusion-alloyed (DL) self-fluxing powders, consisting of a core (commercially produced metal powders, crushed metal shavings) and a diffusion shell containing boron and silicon. DL powders, at a lower (several times) cost, can effectively restore and strengthen the functional surfaces of parts. The granulation of powders for plasma surfacing should be within the range of 200 ... 600 microns. The use of small particles leads to more intense oxidation and their partial burnout. In addition, when using them, the plasma torch nozzle often becomes clogged.
To prevent oxidation of the metal in the melt bath, protective gases - argon, nitrogen or carbon dioxide - are supplied to the surfacing zone.
A universal method of plasma surfacing is surfacing with the injection of powder into an arc, which, having partially melted, is transferred to the surface of the product melted by a direct arc (Fig. 12.9). Due to the wide range of regulation of the heat used to heat the powder and the part, this method makes it possible to obtain high-quality deposited layers with a minimum penetration depth. The disadvantages of this method include the complexity of the plasmatron design, its low reliability and large size, as well as significant gas consumption.
When using surfacing wire, surfacing with live wire is most effective. In this case, the compressed arc is used mainly to melt the wire and, to a lesser extent, to heat the part (Fig. 12.10). The deposited layer is mainly formed due to the heat of the superheated deposited metal, wetting the surface of the heated base metal. The share of the base metal in the first deposited layer does not exceed 4%, which is important for ensuring the required physical and mechanical properties of the deposit.
Surfacing with a straight arc current-carrying wire increases productivity, but at the same time the depth of penetration of the base metal increases.
Noteworthy is the method of plasma surfacing with two consumable wires connected in series to an alternating current source, with the help of which they are heated to the appropriate temperatures and fed into the tail part of the molten metal bath formed by a compressed direct arc (Fig. 12.11). The productivity of this method reaches 30 kg/h.
Plasma surfacing is widely used to restore worn surfaces of the following parts: steel crosspieces of universal joints and differential pinions; valves, camshafts and crankshafts of automobile and tractor engines; aluminum engine pistons; cast iron body parts; wearing surfaces of nuclear reactor parts; cutting edges of auger drilling machines; rotary drill bit; excavator bucket teeth.
The thickness of the material deposited in several passes can reach 10 mm, but the most effective are deposited layers up to 2 mm with a penetration depth of the base metal of up to 0.4 ... 0.6 mm. In this case, the highest physical and mechanical properties of coatings are ensured. Plasma surfacing allows not only surfacing worn surfaces, but also eliminating operational defects in the form of cracks (usually up to 3 mm deep).
The effectiveness of plasma surfacing is largely determined by the nature of the operating conditions of the restored product and the properties of the surfacing materials used.
| Rice. 12.11. Plasma surfacing with the supply of two melting wires into the bath: |
] - electrode current-carrying wires; 2 - AC source;
3 - protective nozzle; 4 - direct current source;
PG—plasma-forming gas; B - water; ZG - shielding gas
Thus, the wear resistance of engine valves after surfacing with heat-resistant hard powder alloys increases by 1.8 ... 2 times compared to new ones, and the use of surfacing powders based on relit or sintered VK alloy increases the wear resistance of couplings of geological exploration drilling machines up to 6 ... 8 times.
Plasma methods for restoring machine parts are based on the use of the thermophysical properties of ionized gas (plasma). Since it is very difficult to isolate plasma in its pure form, for technical purposes an arc discharge enriched with plasma is used, i.e. in an arc discharge, along with charged particles (ions and electrons), there are also neutral particles. This state of gas is called low-temperature plasma (the temperature at the exit from the plasmatron nozzle is about 5000 ... 7000 K).
Argon, nitrogen, helium, and ammonia can be used independently as plasma-forming gases. Hydrogen and oxygen are used in a mixture with argon and nitrogen.
The set of equipment for plasma processing includes the following components: plasma torch; mechanism for transporting powder and wire materials; control panel, which contains measuring, adjusting and blocking devices; arc power source; source and receiver of cooling water; a communications complex that connects individual units of the installation and provides a supply of gases, electricity, and cooling water to the plasmatron.
Plasma spraying. To restore worn surfaces by plasma spraying, self-fluxing alloys of the Ni-Cr-B-Si system are widely used, to which carbides and borides of refractory metals (tungsten, molybdenum, vanadium) are often added to form composite alloys with higher physicochemical properties. It is very effective to use bimetallic reacting powder alloys (for example, Al + Ni), which have exothermic properties that increase the adhesion strength of the coating to the base and physical and chemical properties in general. They are used as a sublayer or for spraying the main layer.
The technological process of restoring parts by plasma spraying includes the following operations: preparation of the powder and surface of the part, spraying and mechanical processing of the sprayed coating.
Preparation of the powder consists of drying it at a temperature of 150 ... 200 ° C and sifting through a sieve with a mesh size not exceeding 200 microns.
The preparation of the surface of the part for spraying should be given paramount importance, since the adhesion strength of the powder to the surface of the part largely depends on its quality. Parts to be sprayed are cleaned of dirt, washed, dried, and then subjected to mechanical processing in order to create the necessary roughness on the surface, which has a significant impact not only on the adhesion strength of the sprayed material to the substrate, but also on the wear and tear.
| Rice. 12.7. Plasma spraying with powder (c) and wire (b): 1 - supply of plasma-forming gas; 2 — plasma matron cathode; 3 — cathode body; 4 - insulator; 5 - anode body; 6 - powder feeder; 7- gas supply transporting the powder; 8- plasma jet; 9- power supply (IP) |
the shear strength of the part being restored. The most rational method of creating roughness is shot blasting with cast iron chips with a particle size of 1 ... 2 mm at an air pressure of 0.5 ... 0.6 MPa. Coatings should be sprayed immediately after shot blasting, since after 2 hours its effectiveness decreases due to an increase in the oxide film on the treated surface.
In plasma spraying, powders (Fig. 12.7, a), wires and rods (Fig. 12.7, b) are used as sprayed materials.
More technologically advanced is the use of powders. Powder particles supplied to the plasma formation zone are heated in a plasma jet until melted or melted and are directed at a certain speed (50 ... 200 m/s) to the surface of the part, hitting which they deform, spread, crystallize, forming layered coatings.
Depending on the properties of the sprayed metal particles, the method and mode of spraying, the particles can reach the substrate in a liquid, plastic or solid state. It has been experimentally determined that in order to obtain higher adhesion strength, particles must be heated to at least 90% of their melting point.
An increase in adhesion strength is also facilitated by the preliminary spraying of a sublayer no more than 0.1 mm thick of metals (alloys) that form strong chemical bonds as a result of interaction with the substrate (molybdenum, nickel-based alloys containing aluminum, titanium, etc.). Spraying with a composite powder (NI-A1) is very promising: as a result of an aluminothermic reaction, a coating is formed - nickel aluminide, which is characterized by high oxidation resistance and a higher melting point (1640 ° C) than its constituent metals.
A significant disadvantage of sprayed coatings is their porosity, which is explained by the small contact area, both between particles and between particles and the substrate. When such a layer is exposed to relatively low loads
Rice. 12.8. Plasma spraying followed by melting:
1 - IP; 2 — ballast rheostat; 3 - powder feeder;
4 — plasmatron; 5 . 6- coolant in and out;
7 — input of deposited powder; 8 - sprayed part
there is a high probability of its detachment. To improve the quality of sprayed coatings, they are subjected to subsequent melting (Fig. 12.8). For subsequent melting, those sprayed hard alloys that have the ability to self-flux are suitable. These are nickel-based alloys. Along with plasma heating, gas-flame, argon-arc methods and high-frequency currents are used to melt coatings. The hardness of the melted powder mixtures is 49 ... 53 HRC, wear resistance is 5 times higher than the wear resistance of steel 45, fatigue resistance increases by 20 ... 25%, the adhesion strength of the coating to the substrate reaches 400 MPa.
However, despite the fact that the method of spraying with melting makes it possible to obtain high-quality wear-resistant coatings with the necessary allowance for machining, it has not received widespread use for restoring parts due to the following disadvantages. The process of spraying with melting is labor-intensive and in terms of productivity is inferior to the processes of obtaining coatings by surfacing and electrolytic methods. The use of expensive self-fluxing powders significantly increases the cost of restoration. Heating of the coating and the part during melting reaches 1100 °C, which is higher than the temperatures of phase transformations, therefore all the disadvantages characteristic of surfacing are inherent in this method.
Using plasma spraying methods, it is possible to obtain coatings several millimeters thick, however, as the layer thickness increases above 1 ... 1.3 mm, the strength of its adhesion to the substrate decreases, so it is most advisable to restore parts with wear not exceeding 0.4 ... 0.6 mm.
It is advisable to use plasma spraying to restore parts that are not subject to significant dynamic loads; made of cast iron and aluminum, difficult to restore by other means; made from any alloys, but during restoration of which deformation is not allowed. Such parts include body parts of cars and tractors whose seats wear out; block sockets for main bearing shells, gearbox housing sockets, support collars and seating flanges of cylinder liners, the surface of the lower connecting rod head, etc. A significant range consists of shafts made of cast iron, steel 45, alloy steels, with worn seats: gearbox shafts , car chassis, etc. Plasma coating is economically feasible when restoring a large number of parts.
Plasma surfacing. A more technologically advanced and productive method is plasma surfacing, which involves creating a melt of filler material on the surface to be restored under the action of a plasma jet. After solidification, a deposited layer with specified physical and mechanical properties is formed.
When strengthening and restoring parts, depending on their shape and operating conditions, several types of plasma surfacing are used, differing in the type of filler material, the method of its supply to the worn surface and the type of compressed arc used. In plasma surfacing, a direct arc is used - an arc is formed between a tungsten electrode and a current-carrying filler wire when the part is electrically neutral.
Plasma surfacing can be performed using single rollers, when surfacing cylindrical parts along a helical line, and also using an oscillating mechanism (for wide layers).
The following grades of powder alloys are widely used as surfacing materials: PG-Cl, PG-US25, PG-S27, PG-FBKh62, PG-L101, as well as various compositions of these alloys with chromium-nickel powder alloy PG-SR4. 6 ... 8% powdered aluminum is added to all alloys. An alternative to traditional alloys has now become the creation of diffusion-alloyed (DL) self-fluxing powders, consisting of a core (commercially produced metal powders, crushed metal shavings) and a diffusion shell containing boron and silicon. DL powders, at a lower (several times) cost, can effectively restore and strengthen the functional surfaces of parts. The granulation of powders for plasma surfacing should be within the range of 200 ... 600 microns. The use of small particles leads to more intense oxidation and their partial burnout. In addition, when using them, the plasma torch nozzle often becomes clogged.
To prevent oxidation of the metal in the melt bath, protective gases - argon, nitrogen or carbon dioxide - are supplied to the surfacing zone.
A universal method of plasma surfacing is surfacing with the injection of powder into an arc, which, having partially melted, is transferred to the surface of the product melted by a direct arc (Fig. 12.9). Due to the wide range of regulation of the heat used to heat the powder and the part, this method makes it possible to obtain high-quality deposited layers with a minimum penetration depth. The disadvantages of this method include the complexity of the plasmatron design, its low reliability and large size, as well as significant gas consumption.
When using surfacing wire, surfacing with live wire is most effective. In this case, the compressed arc is used mainly to melt the wire and, to a lesser extent, to heat the part (Fig. 12.10). The deposited layer is mainly formed due to the heat of the superheated deposited metal, wetting the surface of the heated base metal. The share of the base metal in the first deposited layer does not exceed 4%, which is important for ensuring the required physical and mechanical properties of the deposit.
Surfacing with a straight arc current-carrying wire increases productivity, but at the same time the depth of penetration of the base metal increases.
Noteworthy is the method of plasma surfacing with two consumable wires connected in series to an alternating current source, with the help of which they are heated to the appropriate temperatures and fed into the tail part of the molten metal bath formed by a compressed direct arc (Fig. 12.11). The productivity of this method reaches 30 kg/h.
Plasma surfacing is widely used to restore worn surfaces of the following parts: steel crosspieces of universal joints and differential pinions; valves, camshafts and crankshafts of automobile and tractor engines; aluminum engine pistons; cast iron body parts; wearing surfaces of nuclear reactor parts; cutting edges of auger drilling machines; rotary drill bit; excavator bucket teeth.
The thickness of the material deposited in several passes can reach 10 mm, but the most effective are deposited layers up to 2 mm with a penetration depth of the base metal of up to 0.4 ... 0.6 mm. In this case, the highest physical and mechanical properties of coatings are ensured. Plasma surfacing allows not only surfacing worn surfaces, but also eliminating operational defects in the form of cracks (usually up to 3 mm deep).
The effectiveness of plasma surfacing is largely determined by the nature of the operating conditions of the restored product and the properties of the surfacing materials used.
| Rice. 12.11. Plasma surfacing with the supply of two melting wires into the bath: |
] - electrode current-carrying wires; 2 - AC source;
3 - protective nozzle; 4 - direct current source;
PG—plasma-forming gas; B - water; ZG - shielding gas
Thus, the wear resistance of engine valves after surfacing with heat-resistant hard powder alloys increases by 1.8 ... 2 times compared to new ones, and the use of surfacing powders based on relit or sintered VK alloy increases the wear resistance of couplings of geological exploration drilling machines up to 6 ... 8 times.