Currently, engineers are actively working to create new and improve traditional methods for restoring parts. And there are objective reasons for this: firstly, in some cases, the production of new products from expensive steel is more expensive in terms of resources, and secondly, the enterprise simply does not have the technological ability to produce new parts with complex shapes and technical requirements.
Organizations that operate complex and expensive equipment (for example, heavy-duty mining dump trucks) are interested in improving various methods for restoring worn parts.
General provisions
All methods of restoring parts are aimed at regenerating the operational properties and original characteristics of the product. During operation, the rubbing surfaces of friction pairs can wear out (as a result of which their sizes change), crumble (as a result of the accumulation of fatigue stresses under frequent alternating loads), receive mechanical damage, and change their physical and mechanical properties. A separate type of damage during operation is violation (damage) of the protective anti-corrosion and wear-resistant coating.
Methods and methods for restoring parts are widely varied. However, wear of machine parts can have different consequences and different formation mechanisms and causes. When choosing a specific technology for restoring worn surfaces, the engineer must first take into account what properties (mechanical and physical) the product should have.
So, in some cases, it is necessary to achieve maximum structural fatigue strength and elasticity. Sometimes the chemical composition of the surface layer is critical, which makes it possible to increase heat resistance, red brittleness (cold brittleness), and resistance to aggressive environments, therefore, in each specific case, preference should be given to the method of restoring parts that meets all the requirements. Special technological and design requirements also include integrity (absence of pores, microcracks, non-metallic inclusions), weight of individual structural elements and the product as a whole, roughness indicators, mechanical properties (hardness and microhardness), the ability to be processed by cutting and pressure (additional hardening due to deformation surface layer and the occurrence of hardening), accuracy of geometric deviations of surfaces and shapes.
Electric rolling stock of industrial transport
- From the authors
- Basic technical data of industrial electric locomotives and traction units
- Parameters and characteristics
- Mechanical and pneumatic equipment of electric locomotives and traction units
- Electrical equipment and apparatus
- Promising type of electric rolling stock for industrial transport
- Basic requirements for electric locomotives and traction units when working in industrial enterprises
- Dimensions
- Initial data for traction calculations
- Initial data for braking calculations
- Determination of train weight norm
- Brake calculation methods
- Checking traction motors for heating
- Determination of the required power of the autonomous power source for traction units
- Calculation of the need for electric rolling stock
- Determination of energy consumption for train traction
- Lubricants
- Diesel fuel
- Water
- Sand
- Brief information about materials used in structures and repairs
- Electrical machine insulation classes
- Requirements for equipment
- Stationary equipment devices
- Fuel and lubricants
- Preparing cooling water and caring for batteries
- Devices for inspection, external washing and cleaning of locomotives
- Devices for supplying fuel, lubricant and water to locomotives
- Supplying locomotives with sand
- Maintenance point
- Closed equipment station for traction units and electric locomotives with contact and contact-diesel power
- Mobile equipment
- Laboratories
- System for organizing repairs and maintenance
- Between repair periods, duration and labor intensity of repairs
- Scope of maintenance work
- Scope of work for current and major repairs
- Brief technology for repairing main components
- Technology for repairing typical connections and assemblies of used equipment
- Control methods
- Repair and maintenance of electrical equipment of traction units
- Special requirements for the repair of wheel sets, automatic coupling devices and brakes
- Methods for restoring worn parts during repairs
- Some information on workplace organization
- Safety measures when repairing electric rolling stock
- Preliminary tests
- Acceptance tests
- Periodic and type tests
- Special tests
- Materials and spare parts for repair of electric rolling stock of industrial transport
- Spare parts consumption standards
- Spare parts consumption standards. Mechanical equipment
- Spare parts consumption standards. Electric cars
- Spare parts consumption standards. Electrical equipment
- Spare parts consumption standards. Brake and pneumatic equipment
- Material consumption rates
- Usage rates and performance of electric rolling stock
- Cost of transportation
- Cost per locomotive hour
- Material and labor costs for repairs
- Costs for maintaining locomotive crews and equipment
- Energy costs
- Cost of electric rolling stock and depreciation charges
Operation of boring and restoring holes
Classification of methods for restoring parts according to the type of defects being eliminated
The variety of restoration methods, depending on the nature of the defects, is usually divided into the following groups:
- cutting and metalworking;
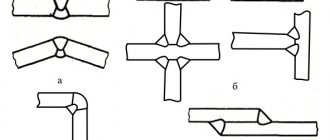
- welding and soldering;
- plastic deformation;
- fusing;
- diffusion metallization, as well as sputtering;
- galvanic technologies;
- chemical-thermal treatment (CHT), as well as traditional heat treatment;
- use of composite materials.
Classification of restoration methods depending on the nature of the impact on the part
According to this principle, all recovery operations are divided into three groups:
- processing without removing allowances;
- processing of parts with material removal;
- technological operations associated with the application of coatings and materials in one way or another.
It makes sense to provide a more detailed classification of these groups, since each of them includes many processing methods using a variety of equipment and principles. In some cases, there may be duplication in the name of the method of restoring parts, since one method can simultaneously belong to several groups.
Restoration without removing allowances:
- hardening and shaping through cold and hot plastic deformation, calibration;
- chemical-thermal treatment (carried out to increase hardness and improve performance characteristics);
- heat treatment (increasing hardness, relieving dangerous stresses, and so on).
Methods for restoring worn parts that involve removing a layer of material:
- machining by cutting;
- electrophysical processing;
- combined methods.
The last subgroup includes methods that allow you to apply an additional protective layer of material to the surface of the part. The main methods for restoring coated parts include the following:
- application of metallic and non-metallic coatings in furnaces (metallization, spraying, surfacing and others);
- electrophysical methods of coating (plating baths, electrospark methods, and so on).
Characteristics of plumbing and mechanical restoration operations
This method of restoring and strengthening parts is used in cases where there is a need to obtain a new or previous repair size of a product, as well as when it is necessary to install a new element of a mechanical engineering product being restored. Thus, mechanical and metalworking can serve as a kind of intermediate operation aimed at preparing surfaces for the application and spraying of additional hardening coatings. However, most often cutting processing is final and is aimed at correcting defects in shape and surface that have arisen for one reason or another. Such reasons may be surface and volumetric deformation of parts and workpieces in order to give them greater strength and the most favorable performance characteristics, surfacing of metal powder and electrode, and so on.
Processing to size must ensure all technological and design requirements: cleanliness and roughness of surfaces, values and magnitude of the gap or interference (if the fit is carried out with interference), deviations of the geometric shape, and so on.
The engineer makes a choice in favor of one or another mechanical method of restoring a part, taking into account a number of different factors. So, if the degree of wear of a part is very high, then it makes sense to install an additional repair part. In this case, surfacing with subsequent processing will cost much more and require very high qualifications from the performer. Such parts mainly include all kinds of bushings and adapters.
To restore, you need to know the defects
If we conditionally divide all the parts that are most often subject to restoration, then 53.3% of all restored parts have a cylindrical shape, both external and internal. 12.7% of all restored parts are threaded parts, and approximately 10% each are geared (gears, sprockets, etc.) and splined (shafts, bushings) parts. Flat parts are repaired least often, in only 6.5% of cases out of 100% of repaired parts. This is due to the relatively low cost of such parts in mass production and the relative complexity of their restoration.
If we consider the restoration process itself, then at the first stage the most thorough cleaning of the part is necessary. If you do not pay due attention to cleanliness, then, for example, during surfacing, the remaining dirt can most likely cause the formation of pores and cavities. And when coating by galvanic or chemical methods, grease or other contaminants lead to peeling of these coatings during operation.
At the next stage, parts are defective, first by external inspection, and then using a universal measuring tool. They identify cracks, nicks, dents, areas significantly damaged by corrosion, surfaces and landings that have significant deterioration. To identify hidden defects, check for leaks, and also to determine the correct relative position of mating parts, there are special measuring tools and standard devices. The quality of the restored part largely depends on the thoroughness of defect detection.
Of course, many hidden defects are difficult to detect in the field. Therefore, say, if internal cracks are suspected of occurring in solid parts, it is advisable to detect them magnetically using universal magnetic flaw detectors. Specialized enterprises, as a rule, have similar equipment. To detect internal defects in parts made of non-ferrous metals, fluorescent flaw detection is used.
To detect cracks in body parts, a hydraulic method is used. All standard holes are first closed with plugs, then the part is installed on a special stand and the internal cavity is filled with water, pressure is created and held for some time.
In emergency cases, cracks can be clearly identified by treating the degreased metal surface with kerosene, to which transformer oil and turpentine are added, approximately 150 and 50 g per 1 liter of kerosene, respectively. Having treated the part with such a solution and left it for 5-10 minutes, wipe the kerosene dry from the part and apply a layer of chalk to the surface under study. Residues of the kerosene solution will certainly appear on the cracks and show the size and shape of the defect.
Characteristics of restoration of parts by plastic deformation
Deformation is used both to change the shape and geometric dimensions of a part, and to improve the performance characteristics of the product surface (hardness and wear resistance).
With a change in shape, everything is clear: when a significant load is applied to a solid body and then removed, residual deformation remains. This method of restoring machine parts is used in practice when it is necessary to align products that have been damaged as a result of a collision. This type of work includes both body work on a car that has been involved in an accident and straightening of a thick steel sheet. Often the need for pressure treatment arises after welding treatment: when applying a weld, certain local zones become very hot, which leads to linear expansion of certain elements of the welded structure. When cooling, the reverse process occurs - a decrease in size, which leads to warping and disruption of the geometry of the entire product. Therefore, if there are strict requirements for the shape and deviations of the structure, it is subjected to pressure treatment in order to correct the defect.
Pressure treatment can also be used to strengthen the surfaces of a restored product, for example, after surfacing or after mechanical removal of a certain allowance from a part by cutting. Strain hardening is a rather rare method of restoring parts. The choice in favor of this technique is extremely rare. This is due to the fact that rather expensive equipment is required for hardening by surface plastic deformation. It is not economically feasible to purchase such machines in order to use them occasionally in case of need for restoration.
Non-metal coating
The essence of this method is:
- in applying a layer of a two-component polymer composition to a previously cleaned and degreased surface;
- in fixation with the help of auxiliary devices (if necessary).
Compared to galvanization, the application of non-metallic coatings has a number of advantages:
- simplicity, no need for preliminary mechanical treatment of the surface being repaired;
- possibility of applying a thick (10 – 15 mm) layer of polymer.
At the same time, such coatings are noticeably inferior to metals in wear resistance and durability.
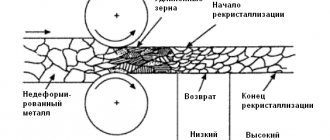
The essence of hardening by deformation. Physics of the process
How do the strength properties improve when the surface layer is deformed? Good question. The answer to this lies in the radiation theory of the atomic structure of crystalline substances.
Scientists were able to prove that strength depends on the number of defects in the crystal structure. According to their calculations, a thin metal thread made of ideally pure iron without point or linear structural defects is capable of withstanding colossal loads. However, real bodies always have defects, so the load-bearing strength of such wire in real conditions is quite small. But when the number of defects increases, a paradoxical phenomenon arises - the strength characteristics improve. This is explained by the fact that a large number of defects creates obstacles for their movement and emergence to the grain surface, that is, it prevents the occurrence of stress concentrators.
This is precisely what the strengthening effect of pressure treatment is based on: during deformation, a huge number of defects appear inside the grains. At the same time, the grains themselves acquire a characteristic shape - the so-called texture. It should be noted that this method allows not only to increase strength and wear resistance, but also to reduce the roughness of the treated surface.
There is a prospect!
Surface roughness of parts
We have considered only a small part of the recovery methods used today. The development of new technologies for restoring parts is actively underway around the world, and our country is no exception. Although we still have room to grow. Today in Russia about 20% of the truck fleet is 10 years old or more, while in the USA about 40% of vehicles are this age. The base of repair institutions in the States includes 30 thousand automobile repair enterprises, 46 thousand automobile repair shops specializing in certain types of repairs, and in addition, about 200 thousand service stations and minor repair points located at gas stations. A somewhat more modest, but also impressive picture of the development of repair and restoration enterprises in other economically developed countries. Thus, in Japan there are about 80 thousand car repair enterprises.
Let's hope that in the foreseeable future Russia will also have a powerful repair and restoration industry. A sign of movement in the right direction is the widespread use of the aggregate method, when at a specialized enterprise an inoperable unit is replaced with a new one or restored from the working capital. The aggregate method separates the processes of industrial repair of units from the work of dismantling and installing them in operational conditions, which significantly reduces downtime during repairs and creates the prerequisites for centralizing work on current and major repairs of units.
Method for restoring parts by surfacing
This method is the most common when restoring the original dimensions of a part. The reason for this is relative cheapness and simplicity. To restore the geometry of the product, you only need a welding machine and the necessary material for surfacing.
In the event that the size is very broken, then the so-called combined surfacing is used. Its essence is as follows: first, ordinary steel or cast iron is applied using gas-flame or electric arc heating. And only then electric arc surfacing of a durable alloy is carried out, which has a good set of mechanical and physical properties. The quality of the surface after surfacing can be characterized as unsatisfactory, so an allowance is necessary. This operation can be carried out on a lathe, milling or boring machine. It is also possible to use chiselling and abrasive tools (if the deposited material is very hard).
Related:
| Textbook for universities/T. V. Pleteneva, E. M. Salomatin and others; edited by T. V. Pleteneva. M.: Geotar media, 2005 Cocaine va uning narcologist ahamiyati. Cocaine drug drug druglari va ularning tagil usullari | Textbook for universities/T. V. Pleteneva, E. M. Salomatin and others; edited by T. V. Pleteneva. M.: Geotar media, 2005 Phenothiazine khosilalari, ularning narcologist ahamiyati, turli objectlardan azhratib olish va tagil usullari |
| List of bilateral/multilateral agreements in the railway transport sector ru Agreement between the Government of the Republic of Uzbekistan and the Government of Ukraine on cooperation in the field of railway transport…. | Textbook for universities/T. V. Pleteneva, E. M. Salomatin and others; edited by T. V. Pleteneva. M.: Geotar media, 2005 Psychotrope moddalar. Barbituratelarning narcologist ahamiyati. Barbiturate ranli, yupka katlam chromatographic, spectrophotometric va… |
| Date Contents 09. 03 Round table meeting Round table meeting “Ecology and youth” at the Tashkent Institute of Railway Transport Engineers. Organized by... | Textbook for universities/T. V. Pleteneva, E. M. Salomatin and others; edited by T. V. Pleteneva. M.: Geotar media, 2005 Analgesic drug. Opium istemol qilish drug addiction. Morphinism. Morphine khosilasiga kiruvchi narcotlar, ularning hossalari va... |
| Documents1. /Tashkent Institute of Railway Transport Engineers.doc | Documents1. /MAIN PROBLEMS OF RAILWAY TRANSPORT ECONOMICS.doc |
| Seminar of the Tempus project for universities in the Fergana ValleyMinistry of Higher and Secondary Special Education of the Republic of Uzbekistan, National Office of Tempus of Uzbekistan, Fergana… | Resolution of the President of the Republic of Uzbekistan June 15, 2005 No. PP-100 on improving the reporting system presented by business entities and strengthening liability for its illegal collection In order to create more favorable conditions for the activities of business entities, improving the reporting system... |
| Resolution of the President of the Republic of Uzbekistan June 15, 2005 No. Pp-100 on improving the reporting system presented by business entities and strengthening liability for its illegal collection In order to create more favorable conditions for the activities of business entities, improving the reporting system... |
Documents
Documents
Galvanic methods in the restoration of parts
When considering the classification of methods for restoring parts, one cannot fail to mention galvanization. This method is very common. Galvanic baths have long been firmly established in industry and are actively used both in manufacturing enterprises and in research laboratories. The scope of their application is incredibly wide: from applying decorative coatings to etching materials.
As a rule, this method is applicable only when the degree of wear of the rubbing surfaces is insignificant, since the thickness of the coatings applied by galvanic method is very small. In addition to restoring specified dimensions, such a coating can act as a protective film and prevent corrosion and oxidation of materials.
The advantage of this method is the ability to obtain coatings using a wide variety of materials: nickel, chromium, aluminum, iron, copper, silver, gold, and so on. Therefore, galvanic coating is used in many sectors of the national economy.
Characteristics of methods of thermal and chemical-thermal treatment in the restoration of products
It is difficult to exaggerate the role of heat treatment in general in mechanical engineering, and in the field of restoration of parts in particular. It allows you to obtain the necessary operational (wear resistance, hardness) and technological (cutting ability, thermal conductivity) qualities.
Chemical-thermal treatment is a separate topic. Unlike traditional heat treatment, when carrying out chemical treatment, the product is exposed not only to temperature, but also to a chemical reaction with atoms and ions of other substances. Atoms diffuse to a certain depth inside, thereby changing the chemical composition of the surface layer. The properties of the diffusion layer differ significantly (for the better) from the original material. Thus, boriding (saturation with boron atoms) and cementation (saturation with carbon atoms) significantly increases hardness and helps reduce the coefficient of friction. In practice, silicon, nitrogen, aluminum and other elements are also used as saturating elements.