03.08.2020 Author: VT-METALL
Issues discussed in the material:
- Purpose of rotary lathes
- Advantages of using a rotary lathe in production
- The device of a rotary lathe
- Main types of rotary lathes
- General principle of operation of rotary-turning machines
- Vertical lathe selection parameters
Rotary lathes are used for processing massive parts. Such operations are among the most challenging tasks in the manufacturing process. The main difficulty of turning large workpieces is the complexity of their installation on special equipment, as well as control of processing. The rotary machine is designed to solve this problem.
The main design feature of such machines, which determined their inclusion in a separate category, is the vertical location of the spindle rotation axis. Today, these devices have almost completely replaced outdated models of frontal vehicles. Read more about the purpose of this type of industrial equipment, types of machines and selection parameters.
Purpose of rotary lathes
Manufacturers offer various modifications of this equipment, each of which performs a specific set of operations. Universal types of rotary lathes are gaining increasing popularity.
The metal processing operations performed on such devices are listed below:
- turning - the internal and external parts of the parts are processed;
- groove - creating grooves;
- drilling - working with holes;
- turning - finishing flat surfaces;
- deployment, as well as countersinking;
- production of shaped surfaces;
- creating threads with taps or cutters;
- cutting from workpieces - parts and parts having a conical (cylindrical) shape.
Advantages and scope
Carousel machines are designed for turning large parts such as gears, flywheels and others. Main types of work performed:
- trimming end surfaces;
- standard type turning works;
- scan;
- cutting of ring grooves;
- countersinking;
- drilling holes;
- working with inclined surfaces;
- processing of cones and cylinders.
When installing additional accessories, the device can perform such types of processing as: crushing, threading, grinding, milling, turning shaped surfaces.
The design features of the device make it easy to install blanks for subsequent processing. Among the features of the unit are the following:
- Reduced probability of defects due to high-quality and precise processing.
- Ease of control of CNC equipment.
- Increased operating speed.
- High level of safety during operation.
Advantages of using a rotary lathe in production
Let's consider the advantages of rotary lathes:
- Today, high-precision parts are manufactured on rotary machines built into the production line. Moreover, it does not matter whether the unit is equipped with a CNC unit or not. However, the quality of processing on a CNC machine is much higher.
- Modernization of equipment and equipping it with CNC simplifies management. A hydraulic or electric drive is responsible for the spatial orientation of the main parts of the machine. For example, a CNC rotary lathe is controlled by a computer, which processes information provided by the operator.
- An important feature of the machines is that their main movement is rotation, transmitted to the faceplate with the workpiece.
- Most equipment breakdowns can be fixed yourself. Professional repairs are rarely needed and only for certain models. Proper operation and regular maintenance of rotary machines allows you to work on them without causing complex accidents.
Another advantage of the equipment is the operating pattern on a rotary-type lathe, the use of which significantly reduces the likelihood of injury. Thus, the safety of the master when performing various operations on the machine becomes significantly higher.
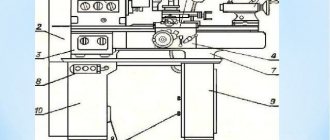
The device of a rotary lathe
The work table is one of the most important parts of a rotary machine. A faceplate is placed on it to fix the workpiece. The table surface on which the processing process takes place has a horizontal plane. This greatly simplifies the installation of heavy and large workpieces.
There are two types of rotary machines: single-post and double-post. The former are equipped with a faceplate having a diameter of no more than 1,600 mm. They can process parts with a diameter of up to 1,500 mm. Double-column ones allow you to work with larger workpieces, since the faceplate on them can have a diameter of no more than 25,000 mm.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
There are two guides on the vertically located frame. A cross member with two calipers moves along them - a boring one and a revolving one. The latter move along the crossbar, or rather its horizontal guides.
The turret caliper moves vertically and horizontally. It consists of a slider that moves vertically and a longitudinal carriage. The turret head is mounted on the slide. It is the turret support with the cutting tool that allows you to perform such manipulations as drilling, external processing, and trimming the ends of the workpiece.
VT-metall offers services:
The boring support consists of a longitudinal carriage. A rotating mechanism with a slider on which the tool holder is mounted is installed on it. A boring caliper with tools makes it possible to cut internal grooves, machine conical parts, and bore holes.
Single column rotary lathes have a side support. It includes a slider, a longitudinal carriage and a tool holder. Its main task is to process workpieces from the outside.
Important! The functionality of rotary-type machines increases significantly with the ability to install different supports. As a result, the workpiece can be processed simultaneously with different types of cutters.
Control panel interface
The cutting parameters are controlled using a control panel located on the console, as well as handwheels designed to manually change the location of the slider and vertical support.
The remote control contains (in order from bottom to top and from left to right):
- Signal lamp indicating the presence/absence of lubricant in the mechanical chain of the main drive drive; machine general stop button; switch for moving the faceplate in the “Push” mode; switch for forward and reverse rotation of the faceplate.
- Main drive start button; main drive stop button; button to start moving the faceplate; button to stop the movement of the faceplate.
- Toggle switch for switching lighting lamps; speed switch; step cutting speed switch (additional symbols are marked on the corresponding nameplates).
- Toggle switch for turning on/off the right caliper brake; switch for moving the caliper in operating and adjustment modes.
- Switches for the direction of feeds and movements of the right caliper.
- Light indicator that the right caliper is ready for operation.
- Switches for the direction of feeds and movements of the left caliper.
- Indicators for the operation of the lighting lamps and the readiness of the left caliper for operation.
- Left caliper speed switch.
- General switch for lighting lamps.
On the left side surface of the remote control there are buttons that control the movement of the crossbar of the machine. An indicator indicator of the current load on the drive is installed directly above the console housing.
The remote control is rotated to the position desired by the operator using two handles fixed in the housing.
Main types of rotary lathes
Rotary lathes are classified according to:
1. Purpose:
- universal equipment;
- specialized.
2. Number of support points:
- single-column - for processing parts whose diameter does not exceed 2,000 mm;
- two-post – allows you to work with workpieces with a diameter of over 2,000 mm.
3. Number of calipers:
- one;
- some.
4. Spindle head type:
- usual for one incisor;
- revolver
5. Type of movement adjustment:
- manual;
- computer numerical control.
In addition, rotary machines are distinguished by:
- power of electric motors with drive;
- the frequency with which the faceplate and spindle rotate;
- the height of the part that the machine can work with;
- accuracy of part processing.
Currently, many different carousel-type units are manufactured, including highly specialized ones, according to customer orders. An example is machines designed for the production of slewing bearing parts for cranes for work in ports (sea and river). The diameter of the part processed on them, if necessary, is tens of meters.
Specifications
Full technical specifications are described in the instruction manual.
- The installed workpiece can have a maximum of the following parameters in terms of weight, height and diameter: 4000 kilograms, 1000 and 1250 millimeters, respectively.
- 11200 is the diameter of the platform itself.
- 5-250 rpm – angular speed for the faceplate.
- The tool feed rate is 0.03-12.5 revolutions per minute. In total, this and the previous indicators have up to 18 steps.
- 5-1800 – speed according to installation movements.
- The power of the main movement is 30 kW.
- 16.5 is the total mass for installation.
General principle of operation of rotary-turning machines
The processing speed of workpieces on rotary lathes is high due to the faceplate, which is fixed to the work table in a special way. As a result, neither the spindle nor the workpiece are subjected to large cantilever loads.
Carousel equipment, in addition to the main and feed stroke, produces one more movement - a traverse (or crossbar). It allows you to bring the cutting tool to the part prepared for processing.
Two-column rotary turning units make it possible to work with workpieces with a diameter of 1,650–2,500 mm. Single-column ones are designed for smaller diameter parts. However, CNC is installed specifically on single-column machines. This expands the range of their use, helping to create products of complex configurations with rectilinear and curved generatrices.
Vertical lathe selection parameters
This type of equipment is used to work with products of large mass and large dimensions, so when choosing, you should pay attention to such characteristics as the size and weight of the workpieces. In addition to them, one should take into account the planned technological operations, the technical features of the machine and the ability to adapt it to perform other operations.
The choice of machine is also influenced by the design features of the faceplate, in particular, its configuration and the number of cam holders. The latter fix the part before processing and change its location in relation to the processing tool. The speed at which the faceplate rotates affects the size and weight of the workpiece. As the number of revolutions (rotation speed) increases, the maximum weight of the workpiece decreases.
In addition to the above parameters, when choosing carousel-type equipment, you should pay attention to the following characteristics:
- Machine power.
Above, we considered the possibility of equipping rotary lathes with several electric motors at once. In its standard form, the scheme involves the use of a main engine (1 piece) and additional ones (several). They make it possible to control the components and assemblies of the device with greater precision. They can also supply coolant. The total power provided by the power circuit can be more than 10 kW. This value is required for processing massive, heavy parts. - Number of speeds. The installed drive allows you to set the desired processing speed of the workpiece, which varies over a wide range.
- Caliper tilt angle. The design of the machine provides a support with a variable angle of inclination. This requirement is due to the need to manufacture products with different geometries.
- Faceplate rotation speed. Such an important feature of a rotary lathe, such as the rotational movements of the faceplate around its own axis, allows you to increase the processing speed and also significantly simplify the entire process.
- Washer section size.
- The range of movement of the crossbar of the two-column model of the machine, which allows you to process large workpieces. Single-post models do not have a crossbar.
- The maximum distance of the vertical and horizontal planes that machine components can move.
- The cross section, as well as the height of the parts that can be processed on the machine.
- The total number of tools placed in the turret support and intended for their subsequent replacement. It should be remembered here that the turret is installed exclusively on CNC machines or on equipment that has any other automatic control system.
An important point in processing parts is the correct installation of machines. This especially applies to rotary turning units that have large dimensions and large weight. Before installing the equipment, the site is carefully prepared, which must support not only the weight of the device itself, but also the workpiece.
Vertical turning lathes should be maintained strictly according to the instructions. It should also be taken into account that the device cannot be used to process workpieces whose weight exceeds the maximum permitted.
Domestic models
The first carousel-type installation was produced in the mid-30s of the last century by the machine-tool plant in Krasnodar. The device was designed by specialists from this plant, which for a long time was a leading manufacturer of rotary turning equipment. The units produced by the enterprise were distributed throughout the entire USSR, and are currently still found in enterprises.
Model 1510 has a powerful electric motor that provides the main movement, and has high rigidity and strength of the structure and kinematic chain. A large selection of round table rotation speeds and feed rates make it possible to perform high-speed processing of workpieces in high-speed modes.
Currently, the model is not produced, since machine tool manufacturing enterprises have switched to the production of more modern devices that make it possible to work with modern cutters, have devices that expand the capabilities of the unit and perform processing at higher speeds.
Model 1541 is an obsolete analogue of model 1516. With the release of the new unit, its production ceased. Intended for working with blanks made of steel, cast iron and light alloys.
In modern production, to this day, single-rack models such as 1516 and 1512 are actively used, which are considered universal, since they are designed to work with blanks made of non-ferrous and ferrous metals and can be used for both mass and small-scale production.
https://stanki-katalog.ru
The technical features of these two models are largely similar and allow for a full range of turning operations. However, most often the following surfaces are turned and bored on these devices:
- Cylinders.
- Flat ends.
- Cones.
- Fsomnia.
These models are equipped with a highly reliable feedbox, which makes it possible to achieve a smooth transition to different operating modes. Thanks to the wide functionality when working with these devices, it is possible to carry out processing in a semi-automatic mode, due to which it is somewhat faster and becomes a little more accurate.
It is also possible to control the device manually by the operator, who independently switches operating modes using a specially designed pendant console.
Some devices of these models were modified by the manufacturer, during which self-centering faceplates were installed. Due to this, the technological capabilities of such devices were significantly higher.
The Krasnodar plant also produced models with two racks, which were an analogue of the devices described above. Particularly common among them were models 1532 and 1525. Of the features of the 1525 unit, the following are especially noteworthy:
- reverse rotation of the faceplate, changeable if necessary;
- equipped with a pair of upper rotary tool holders.
The main drive was equipped with a gearbox with two stages and a motor whose rotation speed is adjustable. The speed interval is selected using electromagnetic clutches, and the spindle speed is set using a stepless circuit.
Some machines were equipped with CNC systems, and therefore were marked differently: 1516F2, 1512F2, 1525F2. Such units were equipped with PUs of domestic production (N55-2 or P32-3M) or foreign ones - German and French (Bosh, Alcatel).