High frequency hardening technology
HDTV surface hardening is a heat treatment process to increase the strength characteristics and hardness of the workpiece.
The main stages of surface hardening of HDTV are induction heating to a high temperature, holding at it, then rapid cooling. Heating during hardening of HDTV is carried out using a special induction installation. Cooling is carried out in a bath with a coolant (water, oil or emulsion) or by spraying it onto the part from special shower installations.
What induction equipment will allow hardening of parts longer than 3000 mm?
The ELSIT company offers a well-proven horizontal hardening complex
, on which it is possible to harden parts up to 6000 mm in length, and, if necessary, more.
The power of the induction heating installation is selected based on the maximum diameter of the parts being hardened. The larger the diameter, the greater the power. For example, for parts with a diameter of up to 250 mm, the required installation power is 100 kVA, for parts with a diameter of up to 800 mm, a power of 840 kVA is needed.
For hardening of parts with a length of 1500÷4200mm, a diameter of up to 800mm, and a weight of up to 2500kg, the following set of equipment is required:
- induction heating installation “ELSIT-420/7-20”;
- product positioning system (PPS) - hardening machine;
- control panel based on OMRON PLC with a 10-inch touch screen display of information and “vandal-proof” control buttons;
Complete with inductors of the required diameters and a cooling system - at the request of the Customer.
Temperature selection
For the correct completion of the hardening process, the correct selection of temperature, which depends on the material used, is very important.
Steels based on carbon content are divided into hypoeutectoid - less than 0.8% and hypereutectoid - more than 0.8%. Steel with carbon less than 0.4% is not hardened due to the resulting low hardness. Hypoeutectoid steels are heated slightly above the temperature of the phase transformation of pearlite and ferrite to austenite. This occurs in the range of 800-850°C. Then the workpiece is quickly cooled. When cooled sharply, austenite transforms into martensite, which has high hardness and strength. A short holding time makes it possible to obtain fine-grained austenite and fine-needle martensite; the grains do not have time to grow and remain small. This steel structure has high hardness and at the same time low brittleness.
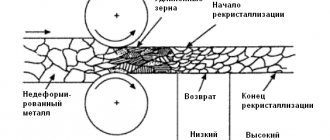
Microstructure of steel
Hypereutectoid steels are heated slightly lower than hypoeutectoid steels, to a temperature of 750-800°C, that is, incomplete hardening is performed. This is due to the fact that when heated to this temperature, in addition to the formation of austenite, a small amount of cementite, which has a higher hardness than martensite, remains undissolved in the metal melt. After rapid cooling, austenite transforms into martensite, and cementite remains in the form of small inclusions. Also in this zone, carbon that has not had time to completely dissolve forms solid carbides.
In the transition zone during high-frequency quenching, the temperature is close to the transition temperature, and austenite with ferrite residues is formed. But, since the transition zone does not cool down as quickly as the surface, but cools down slowly, as during normalization. At the same time, the structure in this zone improves, it becomes fine-grained and uniform.
Overheating the surface of the workpiece promotes the growth of austenite crystals, which has a detrimental effect on brittleness. Underheating prevents the complete ferrite-perrite structure from transforming into austenite, and unhardened spots may form.
After cooling, high compressive stresses remain on the metal surface, which increase the performance properties of the part. Internal stresses between the surface layer and the middle must be eliminated. This is done using low-temperature tempering - holding at a temperature of about 200°C in an oven. To avoid the appearance of microcracks on the surface, it is necessary to minimize the time between hardening and tempering.
You can also carry out the so-called self-tempering - cool the part not completely, but to a temperature of 200 ° C, while heat will remain in its core. Then the part should cool slowly. This will equalize internal stresses.
Surface hardening HDTV
Induction hardening with heating by high frequency currents is a progressive method of surface hardening. Its advantages over conventional hardening are the following: greater efficiency, since there is no need to spend heat on heating the entire part in a furnace, which is inevitable for conventional hardening; when hardening with high-frequency particles, there is significantly less defective warping and the formation of hardening cracks; when heating the HDTV, scaling and carbon burnout do not occur; mechanical properties after high-frequency hardening are higher than after conventional hardening; easy to adjust the thickness of the hardened layer; the introduction of HDTV makes it possible in some cases to replace alloy steels with cheap carbon steels; high process productivity; HDTV installations easily fit into the production lines of machine shops and, when used, automation of the production process is easily carried out.
The disadvantage of HDTV hardening is the need for specialized equipment (HDTV generators) and devices (inductors). The latter are individual for each type of hardened part.
The introduction of HDTV is promising and especially economical in serial and mass production enterprises.
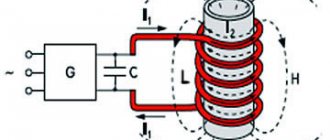
The HDTV heating method is based on the fact that if a metal part is placed in an alternating electromagnetic field created by a conductor-inductor, then eddy currents will be induced in its surface layers, causing heating of the metal. The induction heating circuit is shown in Fig. 3.1. The heating rate depends on the amount of heat released. By changing the current in the inductor, you can vary the heating rate within a wide range.
The inductor-heated part system can be considered as an electrical transformer, the primary winding of which is the inductor, and the secondary winding is the current circuit in the metal part. In this system, there is a contactless transfer of electrical energy from the primary circuit - the inductor, to the secondary circuit - the heated product, where the electrical energy is converted into thermal energy.
Rice. 3.1. Induction heating circuit
a – distribution of magnetic flux in the inductor; b – direction of currents in the inductor and the part; 1 – heated part; 3 – magnetic lines of force; 2 – inductor turn; 4.5 – direction of current in the inductor and part, respectively.
In the theory of induction heating, it is established that the inductor current I and the power released in the heated part P are related by the relation:
,(1)
where k is a coefficient depending on the dimensions of the inductor and the heated part;
ρ,µ – resistivity and magnetic permeability of the heated material;
f is the frequency of the current in the inductor.
Increasing the frequency of the current allows you to concentrate significant power in a small volume of the heated part and perform induction heating at high speed: up to 300-500 °C/sec.
Alternating current flows predominantly in the surface layers of the conductor; at sufficiently high frequencies, the current penetration depth is δ , m
can be determined by the formula:
,(2)
In this case, the dimension ρ is Ohm m, µ is G/m, f is Hz.
High frequency current for induction heating of metal is obtained from machine generators (frequency from 500 to 15,000
Hz
) or from lamp generators (frequency up to 107
Hz
). Therefore, machine generators are used to produce a hardened layer with a thickness of 2 to 10 mm, lamp generators from tenths of a mm to 1-2 mm.
For high-frequency hardening, medium-carbon steels with a carbon content of 0.4 and higher are usually used. Alloy steels with increased hardenability are rarely used. Steels should have a low tendency to grow austenite grains when heated for hardening.
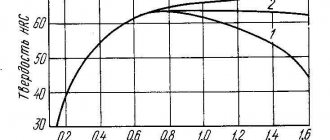
The diagram (Fig. 3.2.) shows the temperature range of recommended heating for U10 steel depending on the heating rate. As can be seen, the higher the heating rate, the higher the heating temperature required for hardening. Low temperatures are insufficient to complete the formation of austenite; high temperatures cause overheating, that is, intensive grain growth. Thus, for each heating rate there is a certain temperature range that ensures a fine-grained structure.
Diagrams for other steels have a similar appearance. In all cases, when using high-speed heating, the quenching temperatures should be higher than when using slow furnace heating.
When carrying out induction hardening, the best cooling method, both in terms of the properties and quality of products, and in terms of ease of use in production, is cooling with fast-moving water in a shower or stream of water. For alloy steels, a cooling method is sometimes used without supplying liquid to the surface to be hardened - by removing heat into the deep unheated zones of the part.
Rice. 3.2. Diagram for selecting heating temperature at
induction heating of U10 steel.
In Fig. 3.3. The microstructure of steel 45 after high-frequency quenching is shown. Fine-needle martensite forms in the surface layer of the part, since the heating was above the critical temperature Ac3. The heating of the part decreased from the surface to the inside of the part, therefore, in the core of the part, where the heating was below Ac1, no change in structure, and therefore hardening, occurs. The core structure is ferrite and pearlite. In Fig.3. 4. shows a sketch of the structure being studied.
After hardening, it is recommended to temper the steel at temperatures of 150-200 °C. Low tempering, slightly reducing the hardness of the surface-hardened product, significantly (often 1.5-2 times) increases the steel's resistance to brittle fracture, increases the fatigue strength of the part, and reduces sensitivity to stress concentrators. Higher tempering temperatures should not be used, as this leads to a decrease in hardness, static and fatigue strength, and wear resistance of surface-hardened products.
Rice. 3.3. Microstructure of steel 45 after induction hardening (x725)
surface – martensite, core – ferrite + pearlite)
Rice. 3.4. Scheme of sketching the structure of steel 45 after
induction hardening.
It is economically profitable and more productive to use self-tempering after hardening. To do this, cooling during hardening is interrupted in such a way that tempering occurs due to the heat remaining in the product. In Fig. 3.5. The thermal curve of high-frequency quenching with self-tempering is shown, which clearly illustrates the heat treatment cycle of the part.
Rice. 3.5. Thermal curve of HDTV hardening with self-tempering for steel 45.
Induction hardening with heating by high frequency currents is a progressive method of surface hardening. Its advantages over conventional hardening are the following: greater efficiency, since there is no need to spend heat on heating the entire part in a furnace, which is inevitable for conventional hardening; when hardening with high-frequency particles, there is significantly less defective warping and the formation of hardening cracks; when heating the HDTV, scaling and carbon burnout do not occur; mechanical properties after high-frequency hardening are higher than after conventional hardening; easy to adjust the thickness of the hardened layer; the introduction of HDTV makes it possible in some cases to replace alloy steels with cheap carbon steels; high process productivity; HDTV installations easily fit into the production lines of machine shops and, when used, automation of the production process is easily carried out.
The disadvantage of HDTV hardening is the need for specialized equipment (HDTV generators) and devices (inductors). The latter are individual for each type of hardened part.
The introduction of HDTV is promising and especially economical in serial and mass production enterprises.
The HDTV heating method is based on the fact that if a metal part is placed in an alternating electromagnetic field created by a conductor-inductor, then eddy currents will be induced in its surface layers, causing heating of the metal. The induction heating circuit is shown in Fig. 3.1. The heating rate depends on the amount of heat released. By changing the current in the inductor, you can vary the heating rate within a wide range.
The inductor-heated part system can be considered as an electrical transformer, the primary winding of which is the inductor, and the secondary winding is the current circuit in the metal part. In this system, there is a contactless transfer of electrical energy from the primary circuit - the inductor, to the secondary circuit - the heated product, where the electrical energy is converted into thermal energy.
Rice. 3.1. Induction heating circuit
a – distribution of magnetic flux in the inductor; b – direction of currents in the inductor and the part; 1 – heated part; 3 – magnetic lines of force; 2 – inductor turn; 4.5 – direction of current in the inductor and part, respectively.
In the theory of induction heating, it is established that the inductor current I and the power released in the heated part P are related by the relation:
,(1)
where k is a coefficient depending on the dimensions of the inductor and the heated part;
ρ,µ – resistivity and magnetic permeability of the heated material;
f is the frequency of the current in the inductor.
Increasing the frequency of the current allows you to concentrate significant power in a small volume of the heated part and perform induction heating at high speed: up to 300-500 °C/sec.
Alternating current flows predominantly in the surface layers of the conductor; at sufficiently high frequencies, the current penetration depth is δ , m
can be determined by the formula:
,(2)
In this case, the dimension ρ is Ohm m, µ is G/m, f is Hz.
High frequency current for induction heating of metal is obtained from machine generators (frequency from 500 to 15,000
Hz
) or from lamp generators (frequency up to 107
Hz
). Therefore, machine generators are used to produce a hardened layer with a thickness of 2 to 10 mm, lamp generators from tenths of a mm to 1-2 mm.
For high-frequency hardening, medium-carbon steels with a carbon content of 0.4 and higher are usually used. Alloy steels with increased hardenability are rarely used. Steels should have a low tendency to grow austenite grains when heated for hardening.
The diagram (Fig. 3.2.) shows the temperature range of recommended heating for U10 steel depending on the heating rate. As can be seen, the higher the heating rate, the higher the heating temperature required for hardening. Low temperatures are insufficient to complete the formation of austenite; high temperatures cause overheating, that is, intensive grain growth. Thus, for each heating rate there is a certain temperature range that ensures a fine-grained structure.
Diagrams for other steels have a similar appearance. In all cases, when using high-speed heating, the quenching temperatures should be higher than when using slow furnace heating.
When carrying out induction hardening, the best cooling method, both in terms of the properties and quality of products, and in terms of ease of use in production, is cooling with fast-moving water in a shower or stream of water. For alloy steels, a cooling method is sometimes used without supplying liquid to the surface to be hardened - by removing heat into the deep unheated zones of the part.
Rice. 3.2. Diagram for selecting heating temperature at
induction heating of U10 steel.
In Fig. 3.3. The microstructure of steel 45 after high-frequency quenching is shown. Fine-needle martensite forms in the surface layer of the part, since the heating was above the critical temperature Ac3. The heating of the part decreased from the surface to the inside of the part, therefore, in the core of the part, where the heating was below Ac1, no change in structure, and therefore hardening, occurs. The core structure is ferrite and pearlite. In Fig.3. 4. shows a sketch of the structure being studied.
After hardening, it is recommended to temper the steel at temperatures of 150-200 °C. Low tempering, slightly reducing the hardness of the surface-hardened product, significantly (often 1.5-2 times) increases the steel's resistance to brittle fracture, increases the fatigue strength of the part, and reduces sensitivity to stress concentrators. Higher tempering temperatures should not be used, as this leads to a decrease in hardness, static and fatigue strength, and wear resistance of surface-hardened products.
Rice. 3.3. Microstructure of steel 45 after induction hardening (x725)
surface – martensite, core – ferrite + pearlite)
Rice. 3.4. Scheme of sketching the structure of steel 45 after
induction hardening.
It is economically profitable and more productive to use self-tempering after hardening. To do this, cooling during hardening is interrupted in such a way that tempering occurs due to the heat remaining in the product. In Fig. 3.5. The thermal curve of high-frequency quenching with self-tempering is shown, which clearly illustrates the heat treatment cycle of the part.
Rice. 3.5. Thermal curve of HDTV hardening with self-tempering for steel 45.
Induction installation
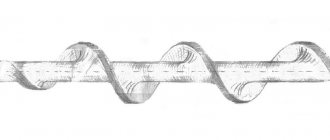
The HDTV induction heat treatment unit is a high-frequency generator and inductor for HDTV hardening. The part to be hardened can be located in or near the inductor. The inductor is made in the form of a coil, with a copper tube wound on it. It can have any shape depending on the shape and size of the part. When alternating current passes through the inductor, an alternating electromagnetic field appears in it, passing through the part. This electromagnetic field causes eddy currents known as Foucault currents to occur in the workpiece. Such eddy currents, passing through layers of metal, heat it to a high temperature.
HDTV induction heater
A distinctive feature of induction heating using HDTV is the passage of eddy currents on the surface of the heated part. This way, only the outer layer of the metal is heated, and the higher the frequency of the current, the smaller the depth of heating, and, accordingly, the depth of hardening of the high-frequency frequency. This makes it possible to harden only the surface of the workpiece, leaving the inner layer soft and tough to avoid excessive brittleness. Moreover, you can adjust the depth of the hardened layer by changing the current parameters.
The increased frequency of the current allows you to concentrate a large amount of heat in a small area, which increases the heating rate to several hundred degrees per second. Such a high heating rate moves the phase transition to a higher temperature zone. In this case, the hardness increases by 2-4 units, to 58-62 HRC, which cannot be achieved with volumetric hardening.
For the correct implementation of the HDTV hardening process, it is necessary to ensure that the same clearance is maintained between the inductor and the workpiece over the entire hardening surface, and mutual touching must be avoided. This is ensured, if possible, by rotating the workpiece in the centers, which allows for uniform heating, and, as a consequence, the same structure and hardness of the surface of the hardened workpiece.
The inductor for hardening HDTV has several versions:
- single- or multi-turn annular - for heating the outer or inner surface of parts in the form of bodies of rotation - shafts, wheels or holes in them;
- loop - for heating the working plane of the product, for example, the surface of the bed or the working edge of the tool;
- shaped - for heating parts of complex or irregular shape, for example, the teeth of gear wheels.
Depending on the shape, size and depth of the hardening layer, the following HDTV hardening modes are used:
- simultaneous - the entire surface of the workpiece or a certain zone is heated at once, then also cooled simultaneously;
- continuous-sequential - one zone of a part is heated, then when the inductor or part is displaced, another zone is heated, while the previous one is cooled.
Simultaneous high-frequency heating of the entire surface requires large amounts of power, so it is more profitable to use it for hardening small parts - rolls, bushings, pins, as well as part elements - holes, necks, etc. After heating, the part is completely lowered into a tank with coolant or sprayed with a stream of water.
Continuous-sequential hardening of high-frequency particles allows you to harden large-sized parts, for example, the crowns of gear wheels, since during this process a small zone of the part is heated, which requires less power of the high-frequency generator.
Induction heating parameters
Induction heating is characterized by three parameters: power density, heating duration and current frequency. Specific power is the power converted into heat per 1 cm2 of the surface of the heated metal (kW/cm2). The heating rate of the product depends on the specific power: the higher it is, the faster the heating occurs.
The duration of heating determines the total amount of thermal energy transferred, and, accordingly, the temperature achieved. It is also important to take into account the frequency of the current, since the depth of the hardened layer depends on it. The frequency of the current and the depth of the heated layer are in the opposite relationship (second formula). The higher the frequency, the smaller the heated volume of metal. By choosing the specific power value, heating duration and current frequency, it is possible to change within a wide range the final parameters of induction heating - the hardness and depth of the hardened layer during hardening or the heated volume when heating for stamping.
In practice, the controlled heating parameters are the electrical parameters of the current generator (power, current, voltage) and heating duration. Using pyrometers, the heating temperature of the metal can also be recorded. But more often there is no need for constant temperature control, since the optimal heating mode is selected, which ensures constant quality of hardening or heating of the HDTV. The optimal hardening mode is selected by changing the electrical parameters. In this way, several parts are hardened. Next, the parts are subjected to laboratory analysis with recording of hardness, microstructure, distribution of the hardened layer in depth and plane. When underheated, residual ferrite is observed in the structure of hypoeutectoid steels; When overheated, coarse-needle martensite appears. Signs of defects when heating HDTV are the same as with classical heat treatment technologies.
With surface hardening, high-frequency heating is carried out to a higher temperature than with conventional volumetric hardening. This is due to two reasons. Firstly, at a very high heating rate, the temperatures of the critical points at which the transition of pearlite to austenite occurs increase, and secondly, it is necessary that this transformation be completed within a very short heating and holding time.
Despite the fact that heating during high-frequency hardening is carried out to a higher temperature than during normal hardening, the metal does not overheat. This happens because the grain in steel simply does not have time to grow in a very short period of time. It is also worth noting that, compared with volumetric hardening, the hardness after high-frequency hardening is higher by approximately 2-3 HRC units. This provides higher wear resistance and surface hardness of the part.
Advantages of hardening with high frequency currents
- high process productivity
- ease of adjustment of the thickness of the hardened layer
- minimal warping
- almost complete absence of scale
- possibility of complete automation of the entire process
- possibility of placing a hardening unit in the machining flow.
Most often, parts made of carbon steel containing 0.4–0.5% C are subjected to surface high-frequency hardening. These steels, after hardening, have a surface hardness of HRC 55–60. At higher carbon contents there is a risk of cracks due to sudden cooling. Along with carbon steels, low-alloy chromium, chromium-nickel, chromium-silicon and other steels are also used.
Cooling parts
Cooling is the second important stage of the hardening process; the quality and hardness of the entire surface depends on its speed and uniformity. Cooling occurs in coolant tanks or by spray. For high-quality hardening, it is necessary to maintain a stable temperature of the coolant and prevent it from overheating. The holes in the sprayer must be of the same diameter and spaced evenly, this way the same metal structure on the surface is achieved.
To prevent the inductor from overheating during operation, water is constantly circulated through the copper tube. Some inductors are made combined with a workpiece cooling system. Holes are cut in the inductor tube through which cold water enters the hot part and cools it.
Hardening with high frequency currents
Table No. 1
| options | GCK1050 | GCK10120 | GCK10200 | GCQ10300 | GCQ10500 | ||||||||
| Max. shaft length, mm | 500 | 1200 | 2000 | 3000 | 5000 | ||||||||
| Max. engine stroke, mm | 600 | 1300 | 2100 | 3200 | 5200 | ||||||||
| Max. Workpiece diameter, mm | 300 | 400 | 400 | 500 | 600 | ||||||||
| Max. weight of the workpiece, kg | 50 | 150 | 200 | 400 | 800 | ||||||||
| Speed of movement of the workpiece, mm/s | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 | ||||||||
| Lowering speed of the workpiece, mm/s | 120 | 120 | 120 | 120 | 120 | ||||||||
| Main shaft rotation speed, rpm | 1-200 | 1-200 | 1-200 | 1-200 | 1-200 | ||||||||
| Electric power machine engine, kW | 1,5 | 2,5 | 2,5 | 4 | 4 + 1,5 | ||||||||
| Machine weight, kg | 900 | 1600 | 2500 | 3240 | 4000 | ||||||||
| Dimensions, mm | 1100x900x2000 | 1720x840x3600 | 1720x840x5300 | 2700x1300x5800 | 3200x1900x7800 | ||||||||
Advantages and disadvantages
Hardening of parts using HDTV has both advantages and disadvantages. The advantages include the following:
- After high-frequency quenching, the part retains a soft center, which significantly increases its resistance to plastic deformation.
- The cost-effectiveness of the process of hardening HDTV parts is due to the fact that only the surface or zone that needs to be hardened is heated, and not the entire part.
- During mass production of parts, it is necessary to set up the process and then it will be automatically repeated, ensuring the required quality of hardening.
- The ability to accurately calculate and adjust the depth of the hardened layer.
- The continuous-sequential hardening method allows the use of low-power equipment.
- A short heating and holding time at high temperature contributes to the absence of oxidation, decarburization of the top layer and the formation of scale on the surface of the part.
- Rapid heating and cooling does not result in large warpage and distortion, which allows for a reduction in finishing allowance.
But it is economically feasible to use induction installations only for mass production, and for single production, purchasing or manufacturing an inductor is unprofitable. For some parts with complex shapes, induction production is very difficult or impossible to obtain a uniform hardened layer. In such cases, other types of surface hardening are used, for example, gas-flame or volumetric hardening.
Table No. 2
| options | GCK10400 | GCK10500 | GCK10600 | GCQ10800 | GCQ101000 | ||||||||
| Max. shaft length, mm | 4000 | 5000 | 6000 | 8000 | 10000 | ||||||||
| Max. engine stroke, mm | 4100 | 5100 | 6100 | 8100 | 11000 | ||||||||
| Max. Workpiece diameter, mm | 500-800 | 500-800 | 500-800 | 500-800 | 1500 | ||||||||
| Max. weight of the workpiece, kg | 4000 | 6000 | 8000 | 10000 | 13000 | ||||||||
| Speed of movement of the workpiece, mm/s | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 | ||||||||
| Lowering speed of the workpiece, mm/s | 60-80 | 60-80 | 60-80 | 60-80 | 60-80 | ||||||||
| Main shaft rotation speed, rpm | 1-500 | 1-500 | 1-500 | 1-500 | 1-500 | ||||||||
| Electric power machine engine, kW | 8 | 8 | 10 | 15 | 20 | ||||||||
| Machine weight, kg | 5000 | 7000 | 15000 | 20000 | 25000 | ||||||||
| Dimensions, mm | 4200x1400x6500 | 4200x1400x7500 | 4200x1400x8500 | 5000x1400x10500 | 5000x1400x12500 | ||||||||