Manual conical reamer and other types of devices
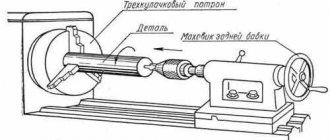
In order to obtain holes with a clean surface, or if a precise fit of the hole is required for some kind of ground part, a process called reaming is performed. It can be done manually or you can use a drilling machine on which reamers are installed. In the first case, during work, a manual conical reamer is rotated with a crank.
These tools are cylindrical, conical and stepped (according to the type of hole they process). In terms of accuracy, they are divided into the following: those indicating quality (for cylindrical reamers), those indicating quality (roughing, finishing and intermediate between them - for conical types). This also includes cylindrical reamers with a calibrated allowance, which are necessary in order to further grind the tool to the desired size. And the last type in this group is adjustable reamers.
According to the way they are clamped, they are divided into:
- manual (they have a square tail for a knob),
- machine (with a cylindrical or conical shank),
- attachments for machines (installed on a special mandrel, as a rule, needed for large tools).
The working part of this device has cut teeth, usually from 6 to 14, along which there are grooves that form cutting edges.
The part that is located at the bottom of the reamer is designed to remove chips, and the part at the top, called the calibrating part, can launch the tool in the desired direction to completely calibrate the holes. In general, a tool is needed in order to ream tapered holes. The allowance allowed during the roughing stage of work is no more than a fifth of one millimeter, and for the finishing stage it is taken equal to a tenth of a millimeter.
Deployment - what mistakes should not be made?
To obtain the cleanest possible surface, as well as to cool the tool during operation, the holes that were made with a drill in the steel product are lubricated with mineral oil. If the working surface is copper, the hole is treated with emulsion, with aluminum - with turpentine, and if it is brass or bronze, the holes are left without lubrication, since they unfold in a dry state.
High quality of the machining process can be achieved if the reamer has quite a lot of edges cutting the metal. It is thanks to this tool that you can remove a small allowance. After all, by removing a small thickness of metal, you can achieve fairly high accuracy.
A common mistake is the wrong choice of tool for reaming: many people choose a countersink instead of a reamer for this purpose. This is a semi-finish tool that is not capable of showing greater accuracy, it has fewer cutting sharpenings, and in general it is intended for other purposes. Therefore, you need to be careful when choosing a tool. And within one type of tool, you should choose the type wisely.
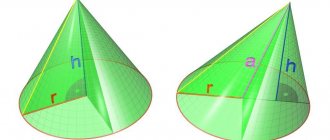
Conical reamer - tool features
One of the types of reamers described in this article, conical, is used when working in more difficult conditions than those when working with cylindrical types. This is due to the fact that the latter have small cutting edges, and the allowance they remove is insignificant. Conical reamers, on the other hand, use their entire length for cutting. In this regard, when working with them, the speed of work and the supply of metal are slower than if a cylindrical type of reamer was used.
The above-mentioned conical type tools are used to ream conical holes. To do this, the kit contains three elements: roughing, intermediate and finishing tools. They are manufactured for the installation of conical threads and Morse tapers. For high-quality production, steel grades YUA, U12A and others are used, as well as plates made of hard alloys. An interesting feature of conical reamers is the following. They have transverse slots on their teeth, located in a straight line, through which the removed chips are removed, while they are not located along the entire length of the tooth, which allows you to work with the tool with little effort.
Rough development is performed in steps. In this case, it usually takes the form of individual teeth that crush the chips into pieces.
This device can also be made in the shape of a pyramid with three, five or eight sides, with cutting ribs. Conical reamers can be helical, and with only one or a pair of teeth. The size of screw tools is up to 5 cm in diameter, they are widely used in the repair of steam locomotives. Such a tool today has found quite a wide range of applications in the field of construction and repair due to its durability, reliability, as well as the fact that such a reamer can process holes with a large allowance, and especially if they have keyway holes. The disadvantages include the fact that changing the scan, if necessary, can take a lot of time.
Reamers for metal
| Machine reamers | Manual reamers | Screw reamers |
A metal reamer is a cutting tool designed for finishing the inner surface of holes. It is used to calibrate holes and bring them to the required class of processing cleanliness (reduce roughness). This operation makes it possible to ensure the preservation of the nature of the fit of elements (to create a gap in a movable joint or to guarantee strength in a stationary one), to reduce the friction force and energy loss in moving mechanisms, to create identical interchangeable parts with the same surface cleanliness. Finishing can be done after drilling, countersinking, boring, but only after a hole has already been made in the metal. Types of metal reamers Reamers are classified according to various criteria for the convenience of tool selection. According to the method of operation: 1.Machine - intended for machine tools. They can have a cylindrical or conical shank for installation in a chuck. They are divided into reamers for CNC machines, continuous automatic lathes, and for holes for rivets. There are also end-mounted, mounted, with a helical spiral, with channels for coolant, etc. 2. Manual - used with a knob, they have a shank with a square section. According to the shape of the hole: 1.Stepped - have a step for pre-processing. 2. Conical – used for processing conical holes (for landing, for conical pins). The set may include several rough and finishing reams: roughing, intermediate, finishing. 3.Cylindrical - in the classic design. Reamers are also classified: 1.According to accuracy class (provided by selection of qualifications). 2.By the number of edges (teeth that remove the allowance). 3.By size (length, diameter). 4.According to the adjustment principle. These are adjustable reamers that can be sliding or expanding. The peculiarity of such a tool is that the cutting plates can be moved down or up, increasing or decreasing the diameter of the reamer. Design The reamer consists of a shank (conical or cylindrical), a calibrating and cutting part. Often, it is not the shank itself that is attached to the chuck, but first an adapter sleeve into which the shank is already inserted. This allows you to spend less time on readjusting machines when performing various operations. The principle of operation of the reamer is a translational movement into the depth of the hole with simultaneous rotation. A distinctive feature of metal reamer is a large number of cutting edges, which allow you to remove a minimum layer (allowance) from the surface of the hole. This achieves the required purity of processing.
Our website presents high quality products of the WOLFSTAR brand. This instrument was analyzed for its chemical composition in a laboratory at one of the most prestigious narrow-profile universities in Russia: National Research Technological University "Moscow Institute of Steel and Alloys" (NUST "MISiS"), the results of which confirm that the instrument from all categories corresponds to the chemical composition requirements of GOST.
The result of the analysis.
Stages of working with a conical reamer
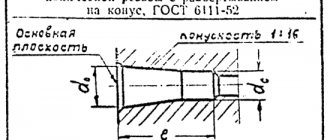
The intermediate conical reamer is designed like this: its slots are made smaller, and their profile is different. If we mention the finishing reamer, then there are no grooves on it for scrapping chips. The steps on the teeth are located along a helical line on a cone, the angle of which is equal to the value marked on the slope of the Morse cone. Therefore, the direction in which the thread goes coincides with the direction in which the cutting is made.
After pre-processing the hole with another tool, we take a reamer with which we turn the cylindrical hole into a conical one or with which we carry out calibration. The teeth on it, the number of which ranges from three to eight (depending on the size of the cone for processing), have a back surface at the back. The step of this tool, as a rule, is made equal to the previous steps and is uniform.
Taper reamers used for taps and tools are usually made one for each hole. Their design elements are selected according to the same principle as in the case of cylindrical reamers. For holes whose cone is planned to be small (from 1/50 to 1/30), only one reamer is used. If they decide to make the taper large, in this case it is necessary to cut off a large and uneven allowance. Because of this, deployment is done using a toolkit consisting of triplicates.
The principle of rough reaming resembles the essence of the work of the countersink mentioned above. It has a stepped cutting edge that creates a stepped hole. After it, an intermediate type is used. Looking at this tool, it is easy to see the grooves for separating chips; they are made in the form of a thread. The last one to use is a finishing reamer, which removes small chips with its entire edge, conveniently arranged for cutting. Its teeth are sharp and have the same pitch. The speed at which metal is cut when reaming using conical tools is 6-10 m/minute. To measure the surface, instruments such as protractors, gauges and templates are used.
Conical reamers made of steel 9ХС
(steel P9, P18 or P6M5 is allowed)
| Ream designation 2372*1 | For the Moray cone | Dimensions, mm | Morse taper shank | ||||
| D | L | l | l0 | d | |||
| Morse taper with cylindrical shank according to GOST 11182 - 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| For shortened Morse taper according to GOST 11181 - 81 | |||||||
| — | 0a | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1c | 12,065 | 70 | 34 | 20 | 8 | ||
| 2a | 15,733 | 85 | 42 | 25 | 10 | ||
| 2v | 17,780 | 100 | 52 | 34 | 11 | ||
| Behind | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Sv | 23,825 | 128 | 70 | 62 | 16 | ||
| 4v | 31,267 | 135 | 75 | 53 | 20 | ||
| 5v | 44,399 | BY | 90 | 65 | 29 | ||
| With a conical Morse taper shank according to GOST 10079 - 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | — | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
General designation of sweeps.
*1. Examples of sweep designations:
with a cylindrical Morse taper shank 3 Morse reamer 3 GOST72-0135
for shortened Morse taper 3a Morse scan 3a GOST 11181 - 81
with tapered shank Morse reamer 3 GOST 10079 - 81 2373-0134