Drilling large holes is not a problem if you choose the right tool. For example, such work may be necessary to secure a channel or metal corner. The easiest way is to use an electric drill, but getting a hole with a diameter of, for example, 15 mm requires a lot of effort. To drill a large diameter hole in metal, special devices and core drilling technology are used.
Drill accessories
There are several accessories for drills that can make the process easier and make a large hole smooth:
- Drilling jig. This device is a housing in which there are several guide bushings for drills of different diameters. The material used to create the bushings is harder than drill bits, so you don't have to worry about the tool moving to the side while drilling and widening the hole.
- Drill guide. This product allows you to fix the tool in such a way that it does not deviate to the side during drilling. If such a product is not available, the tool may move to the side, resulting in an uneven edge. It can also be mounted at an angle. But when drilling metal products, this is usually not required.
- Drill stand. A DIY product like this can be an inexpensive replacement for a drilling machine, as it allows you to carry out work more comfortably. When using a stand, a fixed tool moves along the bar using a lever. In this case, displacement is completely eliminated, since the workpiece being drilled is securely held due to the presence of a clamp.
Using these products, you can greatly facilitate the process of drilling metal products.
Coordinate punching of metal
This method of obtaining holes implies that the holes will be obtained in a certain sequence. This operation can be used in the manufacture of both simple parts and rather complex metal structures. Such processing of sheet metal requires high precision from the equipment and control program, since errors in the settings and program code can lead to substandard products.
Coordinate punching of metal
Metal punching as a technological operation has existed for quite a long time, but in recent years, thanks to the advent of systems with numerical software, it has changed significantly. Thus, modern equipment makes it possible to perform operations on punching holes with an accuracy of their placement up to 0.05 mm. Coordinate punching equipment allows processing steel of different grades with a thickness from 0.5 to 8 - 10 mm. Coordinate punching of a metal sheet is used in the production of housing parts, fastening kits, etc. To obtain a set of holes, a series of punch blows is used on the sheet. The breakdown order is entered into the control computer program. By the way, the use of computer programs and appropriate tools for punching holes in metal guarantees the quality of the finished products.
The use of coordinate punching presses for punching holes in metal provides a manifold increase in production speed and therefore it is used for large-scale and mass production of parts from sheet metal.
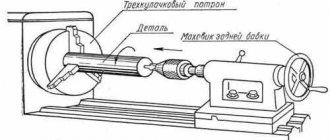
Feature of deep holes
To drill a deep hole in metal, it is best to use a lathe. Cooling must be done during this process. In this case, the chips must be forcibly removed. Periodically, the tool is removed from the workpiece to remove chips.
When working without specialized devices, you should not recess the nozzle more than 2/3 of its length. Water must be used for cooling during operation. If the work is done in several approaches, changing the angle is not allowed.
Features of large diameter holes
This procedure is more complex than deep drilling. Cutting work is carried out either using a crown or using a cone drill. Crowns for metal are similar to products for concrete and drywall. The only difference is the material used to create the cutting edge.
Drilling can also be carried out with standard products in several stages. To do this, first use a nozzle of small diameter. Then a larger tool is selected.
The most convenient way is to use cone drills. Such devices allow you to drill a large hole in one go. To do this, the tool is simply recessed into the material.
Calculation of the required punching force
The metal cutting process is characterized by the fact that during this process a rather complex load pattern appears, which is concentrated in the area where the punch, the material being cut and the matrix interact.
The punch is made in such a way that it does not enter the material with its entire end, but only with the outer annular part. The response comes from the matrix. Moreover, the pressure arising in the interaction zone of these three components is distributed unevenly.
In other words, during the cutting process a pair of forces arises that form a circular bending moment. Under its influence, the sheet bends. As a result of this bending, pressure is generated, which affects the punch and the edge of the matrix. In addition, it is necessary to take into account the fact that tangential forces appear under the influence of friction forces. As can be seen from the above, when punching, a non-uniform force field arises. Therefore, when carrying out calculations, a conventional value is used - shear resistance. As a result of the research, the resistance depends not only on the properties of the metal, but also on the level of hardening, the thickness of the cutting, the gaps in the punch/die pair and the speed of the cutting process.
Hassle-free drilling
During work, you can use a small section nozzle, as well as a used grinding wheel for an angle grinder. It is important to remember that it should have a smaller diameter than the hole being created.
Before carrying out work, a circle for the hole is marked on the workpiece, and the second circle will be smaller than the first by a distance equal to the diameter of the drill used. After this, 2 holes are marked in opposite places of the circle. It is necessary to retreat 3 mm from them and mark the places for drilling. Thus, drilling occurs along the entire drawn circle. If additional work is necessary, some areas will have to be processed with a chisel. This will create jagged edges that will then need to be filed down. It is important to ensure that during work the circumference does not increase, i.e. do not expand the planned diameter.
Cone drill
The described types of drills are made from tool steel. The shanks of such products can be hexagonal or cylindrical. The cutting edge removes all burrs, so the edge is smooth. The end of the drill head has a sharpened point that allows pre-drilling of the material.
Using these products you can:
- create cuts with a diameter of up to 30 mm;
- forget about jagged edges;
- carry out boring of various diameters without changing the nozzle.
Thanks to step drills, you can create cuts of various diameters in sheet steel up to 4 mm thick. Unlike a simple cone drill, when using such products, the drilled diameter is fixed.
The disadvantages include:
- the need to use tools with low speeds and high torque;
- sensitivity even to small distortions.
Despite these disadvantages, this attachment allows you to conveniently work with metal plates, quickly drilling circles of the required diameter.
Metal crown
Metal processing is a complex process, so such work is usually carried out using specialized equipment. To carry out work at home, you can use core drills.
Such products allow you to make the edges round and centered. In this case, a standard drill is used for drilling. The products consist of several parts:
- crown;
- centering attachment;
- product shank;
- screws that are necessary for fastening.
When using a core drill, the speed of work increases up to 10 times. Another advantage is the ability to accurately drill in the range from 1.2 to 15 cm.
In this case, there is no need to perform alignment during drilling. It is also worth noting that such drills have higher wear resistance compared to twist drills.
Before starting work, a centering drill is installed in the center of the circle, after which drilling is carried out. After this, the drill is retracted and the work is carried out with a crown.
Drilling holes in metal. 7 tricks. This will come in handy.
You may not often have to drill into metal, but knowing these rules will greatly simplify the process and save a lot of time.
The first tip may seem trivial, but you should not neglect it.
1. Punching the drilling point.
Metal must be tilted
.
This is necessary so that the drill does not go sideways. The stronger the core
, the
less the drill moves.
2. Revolutions and diameter of drills.
The
smaller the diameter of the drill
, the higher
the speed
you should drill.
This way the drill is less likely to break. This rule works almost always.
3. Cool the drill
Use coolant
– oils, emulsions.
If there are no special coolants, then you can use ordinary water - it’s better than nothing
.
Especially if the drilling depth is large and the drill gets very hot.
4.Sharpening
Make sure the drill is sharpened
If it
makes a whistling
sound when drilling, it means it is
dull
.
There is no point in continuing to drill with it - you will completely ruin the drill. Let's get on with it and continue working.
5.Mark
The label is useful
both when drilling
through
and
blind holes.
When drilling blind holes, it is easier for us to control the drilling depth.
When drilling through holes, we can see when the drill comes out
(dangerous and important point!)
You can make a mark on the drill with a marker or electrical tape.
.
Or - if the machine has a limiter
, set the desired depth.
Secure the part.
If this is not done, drilling accuracy will decrease.
, especially with a low weight of the part, and there will be a possibility that
the drill will “bite” and the part will “wrap” around it
, and this can lead to injuries and a damaged product.