Развертка ручная коническая и другие разновидности приспособления
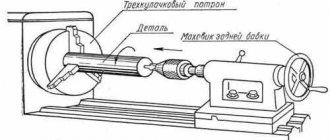
Для того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком.
Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки.
По тому, каким способом зажимаются, они делятся на:
- ручные (у них имеется квадратный хвостик под вороток),
- машинные (с цилиндрическим или коническим хвостовиком),
- насадные для машин (устанавливаются на специальную оправку, как правило, нужны для инструментов, имеющих большие размеры).
На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки.
Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.
Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.
Развертка коническая – особенности инструмента
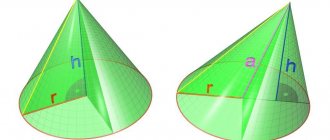
Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.
Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени.
Развёртки по металлу
| Развёртки машинные | Развёртки ручные | Развёртки винтовые |
Развертка по металлу – это режущий инструмент, предназначенный для чистовой обработки внутренней поверхности отверстий. Он используется для калибровки отверстий и доведения до необходимого класса чистоты обработки (уменьшения шероховатости). Эта операция позволяет обеспечить сохранение характера посадки элементов (сделать зазор в подвижном соединении или гарантировать прочность в неподвижном), уменьшить силу трения и потери энергии в движущихся механизмах, создать идентичные взаимозаменяемые детали с одинаковой чистотой поверхности. Доводка может производиться после сверления, зенкерования, растачивания, но только после того, как в металле уже сделали отверстие. Виды разверток по металлу Развертки классифицируют по различным признакам для удобства подбора инструмента. По методу эксплуатации: 1.Машинные – предназначены для станков. Могут иметь цилиндрический или конический хвостовик для установки в патрон. Подразделяются на развертки для станков с ЧПУ, токарных станков-автоматов непрерывного действия, для отверстий под заклепку. Бывают также торцовыми, насадными, с винтовой спиралью, с каналами для СОЖ и др. 2.Ручные – используются с воротком, имеют хвостовик с квадратным сечением. По форме отверстия: 1.Ступенчатые — имеют ступень для предварительной обработки. 2.Конические – используются для обработки конусных отверстий (посадочных, под конические штифты). В комплекте может идти несколько черновых и чистовых разверток: обдирочная, промежуточная, чистовая. 3.Цилиндрические – в классическом исполнении. Также развертки классифицируют: 1.По классу точности (обеспечивается подбором квалитета). 2.По количеству кромок (зубцов, снимающих припуск). 3.По размеру (длине, диаметру). 4.По принципу регулировки. Это регулируемые развертки, которые могут быть раздвижными и разжимными. Особенность такого инструмента заключается в том, что режущие пластины можно смещать вниз или вверх, увеличивая или уменьшая диаметр развертки. Конструкция Развертка состоит из хвостовика (конического или цилиндрического), калибрующей и режущей части. Часто в патроне крепится не сам хвостовик, а сначала переходная втулка, в которую уже вставляется хвостовик. Это позволяет затратить меньше времени на переналадку станков при выполнении различных операций. Принцип работы развертки заключается в поступательном движении вглубь отверстия с одновременным вращением. Отличительная особенность развертки по металлу – большое количество режущих кромок, которые позволяют снимать с поверхности отверстия минимальный слой (припуск). Этим достигается необходимая чистота обработки.
На нашем сайте представлен товар высокого качества торговой марки WOLFSTAR. По данному инструменту был проведен анализ на химический состав в лаборатории при одном из самых престижных узкопрофильных ВУЗов России: Национальный исследовательский технологический университет «Московский институт стали и сплавов» (НИТУ «МИСиС»), результаты которого подтверждают, что инструмент из всех категорий соответствует по химическому составу требованиям ГОСТ-а.
Результат проведенного анализа.
Этапы работы с конической разверткой
Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.
После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным.
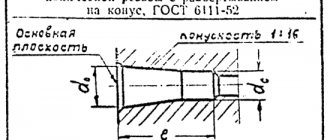
Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.
Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны.
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23.825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||
| — | 0а | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | — | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
Общее обозначение разверток.
*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ72-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134