09 November 2022, 11:20 2246
The instructions, to a greater extent, concern the determination of the sizes of metric bolts, screws and studs (hereinafter simply bolt). The fundamental dimensional characteristics of a bolt are diameter, thread pitch and length.
Bolt diameter
The exact diameter of a bolt, like any other object, is measured with a caliper or micrometer. However, there are situations when special measuring instruments are not at hand. In this case, you can measure the outer diameter of the bolt using a measuring tape.
Wrap the measure around the bolt shaft one turn and mark the connection point on the scale. This is how we found out the circumference of the bolt. We reduce the result by 1-2 mm to eliminate the influence of the thickness of the measure on the calculations.
Knowing the circumference, we can easily calculate the diameter using a simple geometric formula. To do this, divide the circumference by Pi, equal to 3.14. Since most car bolts have standard diameters, even taking into account errors in measurements, the result will be close to standard sizes. Standard diameters of bolts used in cars: 5, 6, 7, 8, 10, 12, 14, 16, etc.
It is fair to note that this method is not suitable for measurements where special accuracy is required. For example, the driven part of a wheel stud, where every tenth of a millimeter is important, is measured only with a caliper or micrometer.
Bolt thread pitch
Another important bolt parameter is the thread pitch. Thread pitch is the distance between two adjacent turns. The thread pitch is measured by a pedometer. However, just like a caliper, there may not be a pedometer. Then calculate the distance between the turns using a ruler
To do this, count 15-20 thread turns (the more turns, the more accurate the result) and measure the distance between the outer turns with a ruler. By dividing the length of the counted turns by the number of turns, we obtain the distance between the turns, i.e. the thread pitch.
The thread pitch of a car bolt is a standardized value and is closely related to the diameter. Knowing the bolt diameter and the calculated thread pitch, we can easily determine the exact thread pitch using the following table.
| Diameter, mm | Thread pitch, mm | Thread type | Tips for car brands | ||
| M6 M7 | 1.00 | standard | |||
| M8 | 1.25 | standard | |||
| 1.00 | small | ||||
| M10 | 1.50 | standard | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | ||
| 1.25 | small | Lada, Fiat, Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda and other Japanese brands | 1.00 | small | |
| M12 | 1.75 | standard | Ford, Renault, Peugeot, Citroen | ||
| 1.50 | small | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel | 1.25 | small | Lada, Fiat. Alfa Romeo, Peugeot, Citroen, Renault, Toyota, Honda, Nissan, Mazda and other Japanese brands |
| M14 M16 | 2.00 | standard | Ford, Chrisler | ||
| 1.50 | small | Most car brands | |||
| M18 M20 M24 | 2.50 | standard | |||
| 1.50 | small |
Bolt length
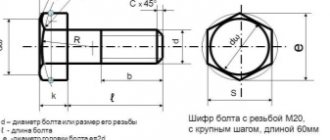
When designating the length of a bolt, the length of its shank is implied. Thus, the height of the head is not taken into account. Measure the length of the rod - get the length of the bolt. If you are looking for a bolt M12x40x1.5, this means you need a bolt with a thread diameter of 12 mm, a thread pitch of 1.5 and a shaft length of 40 mm. In this case, the total overall length of the product, taking into account the height of the bolt head, is approximately 50 mm.
Often, car bolts have a pointed tip - the bolt guide. The bolt guide provides convenient and unhindered penetration into the technological holes of the parts. Often such bolts are used to attach shock absorbers, levers, and subframes. So, the length of the bolt is considered to be the length taking into account this guide.
If you are using modern metric bolts, you most likely do not need to take any measurements. Manufacturers try to indicate the maximum amount of information useful to consumers, and they apply it not only to the packaging with hardware, but also to each individual bolt. But sometimes you have to deal with bolts that are not marked or with fasteners whose data is unreadable or simply damaged. In this case, you cannot do without taking certain measurements.
The most important linear characteristics of any bolt are its length, diameter and thread pitch. Also important is the turnkey size, which you need to know for the correct selection of tools and equipment.
The simplest measurement can be called determining the size of the turnkey head. To perform this operation, you need a caliper, which is used to measure the distance between the parallel edges of the hex head. GOST provides an exact range for this parameter, and the difference between the nearest values is quite significant, so it will not be easy to make a mistake when measuring.
Sizing
A technical data sheet for such products cannot always be found, but this is not a problem, because you can determine the dimensions of the bolt using measuring tools. For example, a caliper or micrometer will help you find out the diameter of the product. If neither one nor the other is at hand, then as an alternative you can use a template ruler. Sometimes high accuracy is required when determining the diameter of a bolt; in these cases, a set of template “pass-fail” gauges is used to establish this parameter. They allow you to determine the diameter by screwing templates with a strictly defined diameter onto the thread.
A caliper will also help in determining the length of the bolt; this parameter can also be set using an ordinary ruler; to do this, you need to measure the distance from the supporting part of the head to the end of the chamfer, which ends the threaded part of the product.
When establishing the thread pitch, things are somewhat more complicated: for these purposes, a tool such as a pedometer . If it is not available, you can use a caliper to measure the distance between two adjacent threads, although in this case the measurement error will be higher (this method is only suitable for large threads). To reduce measurement errors to a minimum, it is recommended to measure the distance between several turns (for example, the 5th), and then divide the resulting distance by the number of turns. The measurement results must be compared with the thread reference book. If the calculated characteristic is not in the table, then most likely an error was made when measuring the step.
There are also certain nuances in measuring the length of a product; in this case, the technology for determining the length depends on the design of the bolt. According to this criterion, products are divided into bolts with a protruding and countersunk head. In the first case, the length is set together with the head, and in the second - without the head. For the correct selection of tools and equipment, the turnkey size of the bolt is extremely important. To determine this size, you need to take a caliper and measure the distance between two parallel faces of the head. For this parameter, GOST provides a fairly accurate range, and the difference between the nearest values is quite significant. This greatly simplifies the determination of the turnkey size; it is almost impossible to make a mistake in measuring the value.
Even if you have never sized bolts, after a little practice you will learn how to do it quickly and accurately, so choosing the right bolts will no longer be a problem.
Determining the length of fasteners: bolts, screws, studs
How is the length of fasteners determined?
Often the length of the hardware is indicated in the standard according to which these fasteners are produced.
However, not everyone always has the required standard at hand, so if you urgently need to measure the length, in this article you will learn how to do it correctly. So, to determine the length, special tools are needed, such as a centimeter, tape measure or ruler. The most popular element for these purposes is a caliper, since with its help maximum measurement accuracy is achieved. But tools alone are not enough; you also need to be able to do it correctly. In fact, it is not difficult and it was logical to think that the length of bolts and screws is measured from the base of the head to the end of the threaded rod, and studs - from one edge to the other. However, there are some nuances that need to be taken into account and which we will tell you about further.
Determining bolt length
As stated above, the length of most bolts is measured from the bearing area of the head to the end of the threaded rod.
The standards that produce such bolts are as follows:
- hex bolts GOST 10602-94, 7805-70, 15589-70, 7798-70;
- hex bolts with reduced head GOST 7796-70, 7808-70, 155591-70;
- bolts with high strength according to GOST 22353-77;
- bolts produced according to GOST R 52644-2006 with high strength and increased size;
- bolts having a guide headrest and a hexagonal head GOST 15590-70, 7811-70, 7795-70;
- hex bolts with a reduced head, used in the holes from the reamer GOST 7817-80;
- bolts with an enlarged semicircular head and a so-called mustache - standard GOST 7801-81;
- bolts with a square headrest and a semicircular head of increased size are manufactured according to the GOST 7802-81 standard.
All these bolts have one characteristic in common - they have a shaft and a head, which is located above the joint surface and does not go inside the hole. That is why the length of such bolts is measured from the supporting area. There are other types of bolts that, when installed, fit completely into the hole and create a smooth surface. In this situation, the length of the bolt is calculated based on the length of the entire fastener - from the beginning of the head to the edge of the threaded rod.
This type of hardware includes the following:
- GOST 7785-81 standard - a product with a countersunk head and a mustache;
- bolt with square headrest and countersunk head GOST 7786-81;
- tire bolts GOST 7787-81.
The length of foundation bolts produced according to GOST 24379.1-80 is measured in the same way - along the length of the stud, since this is its main component.
Eye bolts GOST 4751-73 and eye bolts GOST 3033-79 are measured from the bearing area of the ring to the edge of the threaded rod.
Determining the length of the studs
Three methods are used to measure studs:
- measure the distance from one edge of the stud rod to the other, that is, the entire length of the hardware. Standards for these studs are DIN 975, DIN 976-1;
- studs for smooth holes (GOST 22042-76, 22043-76) and studs for flange connections (GOST 9066-75) are also measured along the entire length from the end face of one edge to the end face of the other;
- The third option allows you to measure studs with a screw-in end. For such fasteners, the length of the screwed end is not taken into account; these include studs manufactured according to the following standards - GOST 22032-76, 22036-76, 22035-76, 22034-76, 22033-76, 22038-76, 22037-76, 22040- 76, 22039-76, 22041-76.
Determining screw length
Similar to bolts, the length of screws is measured from the bearing area to the end chamfer of the threaded rod.
Such screws include the following standards:
- screws with a cylindrical head and a hexagonal socket in accordance with GOST 113768-84;
- screws GOST 1491-80 with a cylindrical head;
- screws with a semicircular head, manufactured according to the GOST 17473-80 standard.
The length of the screws, which have a semi-countersunk head and are manufactured according to the GOST 17474-80 standard, is equal to the length from the supporting surface of the sphere to the end chamfer of the metal rod rolled with thread.
Hardware that has a countersunk head and belongs to the GOST 17475-80 standard is measured completely, along the entire length of the element.
The set screws are also measured along their entire length so that they fit completely into the hole when installed. Such fasteners include GOST standards 1476-93, 1478-93, 1479-93, 8878-93, 11074-93, 11075-93.
How to distinguish metric from inch fasteners?
First of all, you need to make sure that your foreign fasteners are inch.
It is difficult to distinguish it from a metric one “by eye” and there is a risk of mistaking, for example, a 5/16″ UNC bolt for M8, which is similar in parameters. A metric thread gauge will help identify inconsistencies - none of its templates will fit an inch thread. In the absence of such an identifier, you can use a more accessible method - try to screw a nut with known parameters onto the rod. If you have to frequently identify threads, we recommend purchasing thread gauges.
In fact, finding the differences between inch and metric fasteners can be even easier. If there are radial lines
– this is “American”, and if there
are numbers on the head
– it is a metric. Lines and numbers are markings of strength. However, it is worth noting that fasteners of strength class from 0 to 2 are not marked at all, so this method is not always acceptable.
How to determine the diameter of a bolt in inches?
In the United States, fasteners are manufactured to ANSI and SAE standards, which use inches as units of measurement. Thread diameters up to 1/4″ are designated by numbers from No. 0 to No. 12, and diameters over 1/4″ are expressed as a whole number or fractions of an inch, for example: 1/2″ or 1 3/8″. Therefore, when placing an order for inch bolts, you need to know the fastener parameters in the American system of measures.
Using a caliper, we measure the diameter of the threaded part of the hardware. In our case - 9.52 mm. We convert the resulting value into fractions of an inch using the table and get 3/8″.
| Outer diameter, mm | 1,52 | 1,77 | 2,18 | 2,51 | 2,84 | 3,17 | 3,5 | 4,16 | 4,83 | 5,49 | 6,35 | 7,94 | 9,52 | 11,1 | 12,7 | 25,4 |
| Nominal size | #0 | #1 | #2 | #3 | #4 | #5 | #6 | #8 | #10 | #12 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 1 |
The full table is available at the link
How to measure a nut
Most nuts have metric threads. Measuring the thread diameter will require a little more steps than in other cases. If possible, it is recommended to check the size of the bolt or screw used for it rather than the nut itself. This way you can achieve a more accurate result.
The value obtained after measuring the internal thread is an indicator of the internal diameter din.
In order to accurately determine the diameter of the metric thread of the hardware, you will need to find out the correspondence between din and the outer diameter of the bolt used. This is done using a special table.
Accuracy is controlled through the use of certain pass-fail gauges. One part should connect well with the nut, the second part, on the contrary, should not.
The nuts differ in appearance, and it is easy to determine upon detailed inspection. To find out the standard of the fastener, you may need to measure the height of the hardware, since there are high, low, extra high and other options.
Turnkey dimensions are also used to classify hex nuts. This is explained by the fact that hardware also differs in its types.
To accurately measure the thread pitch, it is possible to use the method considered in the case of a bolt. You will need a thread gauge or you will have to count the number of turns at the required interval.
Determining the dimensions of inch nuts
To check the thread dimensions of an inch nut, you need to examine the threads of the bolt or other hardware used with it. If you don’t have a suitable one at hand, but have information about the presence of an inch thread, then use the appropriate thread gauge. Do not forget to divide the resulting value by 25.4 mm.
Determining washer dimensions
For washers, a short designation in the form D is used, which stands for the diameter of the metric thread of the hardware used for the fastener.
To accurately measure indicators, a ruler or caliper is suitable. The result is a value that is slightly higher than the figure in the notation. This is explained by the fact that free movement is required during installation, which requires a small gap.
How to determine the strength class of a part?
To assess the strength characteristics of an old bolt, you need to clean its head of dirt and examine the markings. The strength class of metric parts is indicated by a digital code on the head, while other markings may be found on foreign-made fastener heads. For example, the strength of American SAE fasteners can be identified by radial lines - notches on the head. The greater their number, the higher the strength class of the fastener and the higher the permissible tightening force.
Bolt Strength Comparison Table:
| Inch | Metric | ||||||
| Class (SAE) | Marking | Diameter | Tensile Strength, PSI | Class (ISO) | Marking | Diameter | Tensile strength, PSI (MPa) |
| 2 | 1/4″ – 3/4″ | 74.000 SI | 5.6 | M12 - M24 | 72.500 PSI (500 MPa) | ||
| 7/8″ – 1 1/2″ | 60.000 PSI | ||||||
| 5 | 1/4″ – 1″ | 120.000 PSI | 8.8 | M17 - M36 | 120.350 PSI (830 MPa) | ||
| 1″ – 1 1/2″ | 105.000 PSI | ||||||
| 8 | 1/4″ – 1 1/2″ | 150.000 PSI | 10.9 | M6 - M36 | 150.800 PSI (1040 MPa) | ||
The new bolt should not be inferior in strength to the original. Think twice before replacing high-strength original hardware with a low-cost alternative. A few rubles in savings could cost you an engine rebuild or even your life.
When all the parameters of the hardware are determined, you can easily find it in our online store in the “Inch fasteners” section and place an order.
Measuring thread pitch without a thread gauge
For metric fasteners, thread pitch is used instead of TPI. Distance is also measured in millimeters.
The distance between the vertices of the threaded profile of a nut is called the thread pitch. To obtain accurate results, use a caliper or thread gauge. A rough calculation can be made using a ruler - by measuring the length of a given section and counting the number of turns without taking into account the first. Divide the length of the segment by the number of turns to get the thread pitch of the nut.
To determine the thread pitch, a caliper is used to calculate the distance from the top of one thread to the next. The formula used for this is M2 x 4 x 5 mm, where M2 refers to the diameter of the bolt (in millimeters), i.e. 4 is the thread pitch in millimeters, which means it is equal to 4 mm between each thread peak, and 5M is bolt length.
Thread pitch is used to measure the threads of a bolt or nut to ensure they fit together. If the threads of the bolt and nut are different, they either do not grip or wear out the threads, resulting in an unusable connection.
Small threaded fasteners have a denser helical structure and are usually less pronounced. A coarse threaded connection has larger and deeper threads. This means that if the threads are slightly damaged, it may still work. Most standard metric fasteners have fine and coarse threads. Each of them can be identified using or thread pitch.
To accurately determine the thread pitch by diameter, use a caliper. The measurement result is obtained in millimeters. Measurement accuracy up to tenths of a millimeter. Compare with the indicators of a standardized table of diameters, which indicates the correspondence of the thread pitch to each diameter.
In the US and UK, fasteners typically have thread sizes ranging from ¼ to 20 inches and ¼ to 28 inches. To determine which of these threads is coarse and which is fine, you simply need to take the TPI number (20 and 28) and compare them.
Don't forget that coarse thread means the thread is larger, so smaller ones will be able to fit within an inch. So 20 means it's a coarse thread and 28 means it's a fine thread. TPI and thread pitch will vary depending on the diameter of the fastener, so the value will not always be 20 and 28.
For metric fasteners, similar parameters would be represented as M8 x 1.25 or M8 x 1. For thread pitch, the distance between two points is the second number, meaning the higher the number, the fewer threads. It follows that M8 x 1.25 is a coarse thread, and M8 x 1 is a fine thread.
The most accurate and fastest way to determine the thread pitch is using a caliper. This tool is used to measure the length of the desired section and count the number of turns located on it. Next, the resulting length is divided by the number of threads, and one turn is subtracted from the result.