It will be difficult for a person who knows nothing about the hardware range to understand the definition of their varieties. Especially if there is no proper experience in measuring the correct dimensions of fasteners. If we start with something simple, then for a basic understanding we need measurements of thickness, length and diameter. However, when faced with seemingly ordinary bolts and nuts, many do not know how to correctly determine the size.
The parameters by which you can find out basic information about the product are length, thickness, diameter, and maybe also height.
It is customary to write the first letter of the name of an individual parameter using drawing symbols. It can be in large or small font. We get the following:
- “D” is from the word “diameter” and corresponds to diameter;
- "L" is from the word "lenght" which means length;
- The "S" for "stoutness" defines thickness;
- The "H" for "high" measures height when possible.
When measuring a particular piece of hardware, there are subtleties that should be followed in order to determine the correct size.
Proper Bolt Measurement
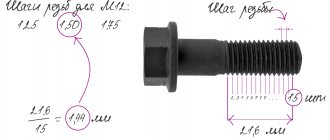
If the bolt being measured has a metric thread type, then the designation MDxPxL is given in the information about it.
This abbreviation means the following:
- M - product with metric thread;
- D is the value of the hardware diameter;
- P - information regarding the thread pitch. There may be small, large and especially small. If the step is large, then the value is not written;
- L is the length of the product.
The readings that were measured are recorded in millimeters.
In order to accurately determine the size of bolts and their type, you need to understand their varieties. For this, there are strict GOST standards from Soviet times, and by European standards ISO. There may be German standards marked DIN. Only when the type is known can measurements begin.
Special tools are required to take measurements. They can be a caliper, a micrometer or a template ruler. To control the measurement thread, it is necessary to use “PR-NE” gauges. The literal transcript reads as “pass-no-pass.” Where PR is screwed on effortlessly, whereas NOT is not screwed on at all.
It is better to measure the length with a ruler or a more precise tool - a caliper. Each threaded hardware has its own specific thread pitch. And to find out there is a tool called a pedometer. If such a tool is not at hand, then you can make interturn measurements with a caliper.
This measurement method will more accurately determine the pitch if the hardware is large in size. Unfortunately, on small items there may be errors in the correct measurements. To avoid this, you should measure several turns. For example, if you measure 10 turns and divide the result by 10, you get the required step.
When the hardware is remeasured, the corresponding value can be tracked in a special table. If there is no such value, you may be holding hardware in inch increments. This row also has its own table. And to correctly determine the size you should resort to it.
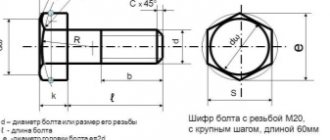
The bolt itself is not as simple as it might seem. The scope of application of bolts is unusually wide, which indicates a variety of geometric shapes and sizes for various tasks. The bolt head can be of the following types:
- The head protrudes above the surface;
- The head is hidden flush in the material.
When measuring the length of hardware with a protruding head, it is not taken into account. The following GOST standards will help determine the type of hardware by its head:
- Hardware with a protruding hexagonal head - GOST 7805-70, 7798-70, 15589-70, 10602-94;
- For some cases, fastening requires reduced hex heads according to GOST standards 7808-70, 7796-70, 15591-70;
- If the part will be subject to any type of load, then it is necessary to use high-strength hardware in accordance with GOST 22353-77;
- To fasten large parts, hardware with six edges of increased size GOST R 52644-2006 is used;
- A bolt with a hex head, which has a screw direction GOST 7811-70, 7795-70, 15590-70;
- If accuracy is required, then a reduced bolt head is used for fastening in the holes after passing the GOST 7817-80 reamer;
- For bolts with an enlarged head, there is GOST 7801-81;
- To lift or fasten parts in a suspended state, use an eye bolt with a loop according to the domestic standard GOST 4751-73;
- Heads in the form of a semicircle of large sizes with a square head GOST 7802-81 are also used.
The countersunk bolt is measured together with the threaded part according to the following standards:
- Hardware for tires GOST 7787-81;
- Head for a secret entry with a mustache according to GOST 7785-81 standard;
- The headrest is square, and the inner part under the secret entrance can be different according to GOST 7786-81.
To find out what standard the bolt is, you need to know what types of heads there are. If the head has six sides, you can use a wrench. There are types when the head is cylindrical for secret places, then the gradation is determined by the diameter.
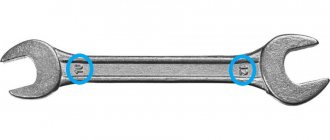
Wrench sizes
Today, there are universal wrench options that are great for working with different nut diameters. However, cases are different, and the need to select a tool cannot be ruled out. Several options are offered:
- Thread diameter. There is nothing complicated in this case. You can use special devices and tools that allow you to determine the parameters. Or, as an option, look at the information of interest in the technical documentation. Note that if the fastener has a standard thread diameter, then 2 sizes are offered, namely normal and reduced. However, this option is quite rare.
- Head diameter. Depending on the size, the distance of the edges will change: this is what needs to be determined. A ruler is suitable for this. If everything is done correctly, the bolt head will clearly fit into the selected wrench. Of course, it is not always possible to accurately measure a parameter with a ruler, so it would be better to use a caliper.
- Bolt length. The height of the head is not taken into account, only the shaft is considered. If an M16 bolt is required, the thread diameter dimensions should be 16 mm. The marking may also indicate other information: it shows the nominal height of the head, the thread pitch. If you have a car bolt with a pointed tip, then you need to calculate its length taking into account the guide.
Definition of a bolt with inch graduations
When familiarizing yourself with documents and standards, you may come across the abbreviation D”-NQQQxL, which has the following meanings:
- D” – indicates diameter and can be represented as an integer. In the case of different sizes, fractions and numbers may be used in the case of small sizes;
- N - designation of the number of turns in one inch;
- QQQ is a direct designation for an inch thread, and can also be found with four letters;
- L - defines the length, measured in inches.
When it becomes necessary to find out the thread diameter on an inch bolt, then the resulting measurements must be divided by 25.4 mm. The result will be an inch value that will need to be found in a suitable UNC table.
| Nominal thread diameter d=d1 | Thread pitch P | S | e | k | d3 | l-l1 | |
| large | small | ||||||
| 6 | 1 | 10 | 10,9 | 4,0 | 1,6 | 4,0 | |
| 8 | 1,25 | 1 | 13 | 14,2 | 5,3 | 2,0 | 4,0 |
| 10 | 1,5 | 1,25 | 16 | 17,6 | 6,4 | 2,5 | 4,0 |
| 12 | 1,75 | 1,25 | 18 | 19,9 | 7,5 | 3,2 | 5,0 |
| (14) | 2 | 1,5 | 21 | 22,8 | 8,8 | 3,2 | 5,0 |
| 16 | 2 | 1,5 | 24 | 26,2 | 10,0 | 4,0 | 6,0 |
| (18) | 2,5 | 1,5 | 27 | 29,6 | 12,0 | 4,0 | 6,0 |
| 20 | 2,5 | 1,5 | 30 | 33,0 | 12,5 | 4,0 | 6,0 |
| (22) | 2,5 | 1,5 | 34 | 37,3 | 14,0 | 5,0 | 8,0 |
| 24 | 3 | 2 | 36 | 39,6 | 15,0 | 5,0 | 8,0 |
| (27) | 3 | 2 | 41 | 45,2 | 17,0 | 5,0 | 8,0 |
| 30… | 3,5 | 2 | 46 | 50,9 | 18,7 | 6,3 | 10,0 |
Thread pitch is measured in the same way as metric bolts. But in this case, turns are measured at an inch distance. You can simplify the task if you have a thread gauge with inch values.
The length of the product is the same, but calculated in a different form. The main thing is not to forget that to correctly calculate the size, the measurement must be divided by 25.4 mm. Based on the table, you can easily find the appropriate value.
How to choose the optimal diameter and size
The main design parameter of any bolt is the thread size. This is the nominal cross-sectional diameter of the rod with which the product will absorb all loads.
The calculation is carried out mainly according to two criteria: analyzing the tensile axial load and transverse shear. What is noteworthy is that in the second case, any fastener performs significantly worse than with axial tension.
When calculating use:
- the exact amount of workload;
- margin of safety;
- the value of the permissible tensile strength of the bolt material;
- the value of the permissible shear resistance of the bolt material;
- number and logic of bolt distribution.
It should be noted that the entire effective load is not always distributed evenly between the fastener group. This only applies to round and square assemblies. In other cases, some bolts will be loaded 15..20% more than others, and this must be taken into account in the calculation.
The required safety margin is taken constructively, focusing on the features of the entire product as a whole and the operation of the unit in particular. In classical mechanical engineering, this parameter cannot be lower than 2.5 - that is, the fastening element in question must withstand 250% of the maximum working load. In modern household products, manufacturers include coefficients from 1.2 to 1.5, relieving themselves of responsibility for mechanism failure if the user overloads it above the permissible limit.
If you follow the recommendations and approach the issue of safety factor thoroughly, then you should first take into account the nature of the loads: with a constant cycle, from 4 to 6.5 are prescribed, and with variable loading - from 6.5 to 12.5. With such a large reserve, engineers ensure unloading of fasteners, increase overall reliability and increase service life.
In order to calculate as accurately as possible all the operating conditions of the connection, you will also have to expand the calculation to use the parameters of the assembly itself:
- thickness of tightened parts;
- elastic modulus of parts materials;
- the diameter of the holes in which the bolts are installed;
- the area of contact of the head and nut with the ends of the parts.
If the unit is constantly or periodically exposed to heating or cooling (above +100C° and below −50C°), the influence of temperatures on both the bolt material and the materials of the parts is additionally taken into account, since their physical, mechanical and strength characteristics will change. This is especially significant in conditions above +300°C, when heating can weaken the bolt by 25% of its original strength.
The calculation for axial and shear loads is different:
- for tension - the diameter of the bolt is calculated based on the permissible tensile strength;
- for shear - the diameter of the bolt is calculated using 20..30% of the yield strength as the permissible shear resistance.
In some cases, crushing is also calculated as a clarifying parameter.
Please note: the calculations use permissible resistance values for each type of load. These parameters must be selected from reference literature or by dividing the yield strength of the material by the accepted safety margin.
So for a product made of “raw” steel 20, its own yield strength will be 250 MPa. The permissible tensile stress, selected from the reference book, is 95...140 MPa, shear stress - 45...85 MPa, crushing - 175...210 MPa. The exact value will depend on the type of load according to the three hazard classes. To find the required quantities for any materials and conditions, you can use volume 1 of the “Handbook of Mechanical Designers” by V.I. Anuriev.
The result of the calculation will be the minimum permissible cross-sectional diameter with which the bolt will withstand a given load without destruction and plastic deformation. This size can be compared to the internal diameter of the thread. So, if according to calculation you get a value of 11.2 mm, you should focus on the M14 thread - since the internal diameter for this standard size is 11.546 mm. The selected bolt must always be clearly larger than the calculated value.
The above scheme is suitable for evaluating the performance of one product. If a group is considered, then the total effective load is divided by the total number of fasteners.
The last formula takes into account that the distance (arm) from the acting force to the fastening element has a direct effect on the distribution of the load.
In practice, only an even number of bolts in a group is used to facilitate marking and subsequent processing of parts. The most common numbers are: 8, 12, 16, 24. In rare cases, if large-sized products are assembled, 36 bolts are installed.
Based on the calculation results, you should buy bolts along the nearest larger thread or even through one thread. The length is determined constructively - with the expectation that exactly how it will be installed in the assembly: through it, secured with a nut, or point-blank into a blind hole. Remember that when assembling with a nut, the threaded end must protrude from the nut by at least 2 mm, and for large threads - up to 5 mm.
The screw and everything about its sizes
Like bolts, a screw has a metric thread and is designated by the following abbreviation MDxPxL. The explanation is similar to that for standard threads:
- M - means that the thread is metric;
- D - shows the diameter of the product;
- P - thread type;
- L is the total length of the hardware.
Measurements should be made only after determining the exact GOST to which the product belongs. Please note that there may be several varieties of the product. To determine the thread diameter, you should use a caliper to get an accurate value.
All mounting screws have 4 different groups:
- With a protruding upper head;
- With half recessed head;
- The head is completely recessed;
- The head on the screw is missing.
According to existing Soviet standards, a suitable fastening option is determined:
- The fastening element with a cylindrical upper head for an internal hex key complies with GOST 11738-84;
- If the products are made in the form of a semicircular element, GOST 17473-80 applies to them;
- When the head is half hidden in the material - this is GOST 17474-80;
- In the case when the fastening head is completely hidden, this is GOST 17475-80;
- If the hardware is equipped with a straight slot, several standards GOST 1476-93, 1477-93, 1478-93, 1479-93 comply with it;
- If there is a hexagon in the hardware, then the fastener complies with GOST 8878-93, 11074-93, 11075-93;
- Fasteners with a square head, which are rarely in demand, are made according to the following standards GOST 1482-84, 1485-84.
What is important to know?
When designing and installing prefabricated structures, it is necessary to use fasteners that can withstand a load equal to 2-3 times the maximum load for this structure. That is, if, when designing a structure, the calculated loads on a threaded connection are about 400 MPa, then it is necessary to use high-strength bolts of class 8.8 and higher.
You can purchase both regular bolts of classes 4.6-5.8 and high-strength bolts of classes 8.8-12.9. In addition, for installation in aggressive environments there are bolts and nuts made of A2 and A4 stainless steel. All products are certified and comply with GOST and DIN standards. Don't test your luck - use fasteners of appropriate strength!
How to correctly determine the size of a hairpin
The main thread used on studs is metric. It corresponds to the following designation in the form MDxPxL. There is nothing new here, the measurements are the same as in the previous versions:
M - hardware with metric thread;
D—product diameter;
P is the pitch, measured in millimeters;
L is the length of the part that will be used in the work.
Taking the corresponding GOST standard as a guide, measurements are made according to the type of stud. To understand for what purpose the hardware will be used, they are divided into 2 groups:
- The design of hardware that will be screwed into smooth holes;
- End with fastener element for screwing into hole.
The first type uses the entire length of the thread for fastening. Whereas in the second option the thread is cut only at the end.
The production of hairpins complies with the following standards:
- Threaded rods DIN 975;
- Dimensional option DIN 976-1;
- Used when screwing in smooth areas GOST 22042-76, 22043-76;
- If it is necessary to fasten the flanges, then it is worth using hardware of the following standard - GOST 9066-75.
There may also be other varieties that are subject to separate GOST standards.
Marking of bolt strength class
For a long time in our country, all hardware was produced in accordance with GOST 22353-77, but today its rules are no longer relevant. All technical characteristics of bolts comply with GOST R 52644-2006. However, in the bins of grandfather's balconies, as well as in warehouses and workshops, bolts with the old markings are still found. And they are sometimes found on an industrial scale. Therefore, let's say a few words about the Soviet GOST and what the old markings meant.
It is represented in two parts: letters at the top and numbers at the bottom. The letters indicate the mark of the factory where the hardware was manufactured, for example, WT, Ch, L, OC, D and others. This is usually followed by numbers reflecting the temporary resistance of the hardware in MPa, divided by ten. Next are the letters again, by which we can determine the level of resistance of the fastener to aggressive environmental conditions. For example, HL would indicate that the bolt is designed for cold climates. The numbers below indicate the heat number.
Sometimes you can see an arrow on the bolts pointing in a counterclockwise direction. This means that you are holding hardware with a left-hand thread. If the thread is right-handed, then the designation is simply missing.
Determining the size of the rivet
A rivet is a solid hardware with a head that is mounted on the product using a hammer. According to the documentary component, it has the following designation DxL. The designation says the following:
D—diameter of the rivet body;
L is the total length of the rivet.
When measuring, you can make a mistake, since GOST standards use several groups due to differences in length:
- Head protruding above the plane;
- Hardware with secret fastening;
- Possibility of partial concealed fastening.
During production, manufacturers adhere to the following standards:
- If the head of the hardware is cylindrical - GOST 10303-80;
- Production of fasteners with countersunk heads in accordance with GOST 10300-80;
- Option when the head is semicircular - GOST 10299-80;
- When the head of the hardware is not completely hidden - GOST 10301-80.
Breakaway type rivets can be used. Their principle is to pull out a rod that seals the rivet between two materials.
These hardware have separate production standards:
- Blind rivets with cylindrical head according to DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- Convex rivet with countersunk fastening conforms to DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Dimensional types of cotter pins
There are three options for cotter pins, and they are all measured differently.
Adjustable cotter pins are characterized by an additional nominal diameter size. This relative diameter concerns the hole for mounting the cotter pin. The nominal diameter will always be larger than the real one. The difference in diameters is reflected in GOST 397-79.
To determine how long the cotter pin is, you should do the following. All adjustable cotter pins end in a long and a short end. So, the correct length of the hardware is from the bend of the head to the end of the short edge.
In the case of a needle pin, the size is fixed and controlled according to DIN 11024. The size of the hardware is determined by its diameter.
The cotter pins are quick-release, have a ring, and their length is always fixed. In most cases, products are used according to DIN 11024. The size of the cotter pin is determined by its diameter.
Taking measurements of the nut
The main part of the nuts has metric threads. To understand what diameter you will be dealing with, it will be necessary to take additional measurements. The correct value is always given by a screw or bolt from a nut. Such measurements will be considered the most accurate.
When the thread inside the nut is measured, we obtain the internal diameter d int.
To more accurately determine the result of a metric thread, it is necessary to know the correspondence of d external to the diameter of the same bolt. To make calculations easier, use the table.
If you use gauges, you can accurately determine the required thread. The pass-no-go gauge technique is based on the loose connection of one edge and the absence of connection of the other edge.
The appearance of the nuts is also different; even with the naked eye you can see the difference. To determine the hardware standard, it is necessary to measure the height. Since there are several varieties of high, low, extra high and other hardware nuts.
The nut, just like the bolt, uses turnkey dimensions. In this case, there is a difference between the hardware.
The exact thread pitch size can be measured using the method of measuring the thread pitch on a bolt. For measurements, you will need a thread gauge tool, or if you don’t have one, then you need to count the number of turns in the hardware gap.
Marking of bolts and screws
Most often, bolts are marked on the end surface of the head, under the manufacturer's mark. The numbers can be convex or deep. Sometimes there is no dot between the numbers, for example 10.9 is written as 109. If the designation is underlined (like this: 10.9 or 109), this means that the bolt is made of low-carbon martensitic steel. Some factories mark bolts with special symbols - a dot and a dash (dial marking). The dot serves as a guide and is located at 12 o'clock, and the position of the single or double dash indicates the strength class: If there is no marking, then the bolt has a strength class of 6.8 or lower.
Washer and its dimensions
The washer has its own designation, which is written as the letter D. In the attached documentation, this decoding states that this is the diameter with a metric thread of the hardware product used together with the fastener.
To accurately measure the washers, you should use a caliper. The result obtained will always be slightly larger than in the notation. This property of the hardware is determined by the free movement of the washer when installing it on the product. Thus, such a gap helps to install the washer without problems.