Hardness HRC is one of the main characteristics of the tool. The parameter displays the strength characteristics of the product, determines its resistance to deformation and abrasive wear. The higher the hardness of HRC steel, the more reliable, durable and functional the product.
In the material:
- Rockwell method
- Locksmith tool
- Installation tool
- Metal cutting tool
- Fasteners
- Methods for determining hardness Stationary hardness testers
- Portable hardness testers
- Files
Rockwell method
The Rockwell method is the most popular method for determining hardness. The procedure is regulated by GOST 9013-59 and involves pressing one of the types of indenters into the sample:
- diamond cone for hard steels and hardened alloys;
- carbide ball for non-ferrous metals and alloys with moderate hardness.
When carrying out work, specialized equipment is used. It ensures reliable fixation of the workpiece, systematic immersion of the indenter and display of measurement results.
Rice. 1 Hardness measurement using the Rockwell method
The Rockwell hardness measurement method involves the use of various scales with letter designations. Scales A and C are used to work with diamond indenters, scale B – with carbide balls.
IMPORTANT! When measuring metal hardness using the Rockwell method, information about the scale used is displayed at the end of the designation. For example, the expression 57 HRC indicates that the hardness of the workpiece is 57 units, tests were carried out by the Rockwell method (HR) using the C scale.
When measuring the hardness of metals using the Rockwell method, you cannot compare the values obtained when working with different scales. These are fundamentally different indicators, focused on certain types of materials.
Measurement by the Rockwell method according to GOST involves the use of the following ranges of values.
- Carrying out tests in accordance with scale A - from 70 to 93 HR.
- Using the Rockwell measurement method within the B scale - from 25 to 100 HR.
- Determination of steel hardness HRC (scale C) - from 20 to 67 HR.
When working with tools and fasteners, it is customary to use the C scale. Each group of products has recommended hardness values. Compliance with the specified values guarantees long service life of the product.
Stainless steels
Stainless steels (the most popular nowadays) are the most versatile. They can be used to make a knife for almost any purpose. Their main difference from other steels is their ability to successfully resist corrosion (rust). To do this, an alloying additive, chromium (Cr), is usually added to the steel. A chromium content of thirteen percent or more makes the material resistant to rust. Here you need to understand that under unfavorable conditions (in salt water, for example), stainless steel can also corrode. There are no absolutely stainless knife steels, but still, under normal everyday conditions, these steels are practically not susceptible to corrosion. So what exactly are these steel grades?
Inexpensive stainless steels
- Russian 40Х13, 65Х13, EP-107, etc.;
- European 1.4116, 12C27, etc.;
- Japanese SUS420J2, AUS-4, AUS-6, etc.;
- American 420, 425, 420HC, etc.;
- Chinese 4Cr13MoV, 5Cr13MoV, etc.
Typically, inexpensive kitchen and utility knives are made from these steels. Knives made from such steels resist corrosion well, but they don’t hold an edge well. They can be heat treated (hardened) to a hardness of 50-54 HRC, which is extremely insufficient. A decent knife should have a cutting edge hardness (CU) of at least 55 HRC. Pleasant exceptions include the Swedish brand 12C27, Japanese AUS-6 and American 420HC. Knives made from the three listed steels have good cutting edge stability. Such knives are hardened to a hardness of approximately 55-58 HRC, which is quite sufficient for most kitchen work and work on a camping trip or fishing.
Average cost stainless steels
- Russian 95Х18, 110Х18, etc.;
- European 1.4125, 14C28N, N690, etc.;
- Japanese AUS-8, AUS-10, VG-1, etc.;
- American 440A, 440B, 440C, etc.;
- Chinese 7Cr13MoV, 8Cr13MoV, 9Cr13MoV, etc.
As a rule, such steels produce inexpensive but very good knives. They are perfectly hardened to a hardness of 57-59 HRC (sometimes higher). I would especially like to highlight the modern Austrian-Swedish brand N690. This steel is very stable. Good heat treatment. Many manufacturers around the world are switching to it. Including here in Russia, because Our stainless steels are capricious and not always stable.
We propose to clarify the question: “What is an inexpensive knife, and what is an average and, finally, an expensive one?” Historically, over the past 15-20 years, the United States has been the center of interest in knife topics and the trendsetter. Therefore, the cost of knives is usually measured in US dollars. So:
- an inexpensive knife costs up to $100;
- average knife from 100 to 300 dollars;
- expensive knife from $300 and up.
That is, a knife for 400 rubles. and a knife for 4000 rubles. are considered cheap. And knives for 30,000 rubles. and for 300,000 rubles. both will be expensive. Maybe there is a strong simplification here, but this is how it happened...
Expensive stainless steels:
- Russian EP-766;
- European Elmax, M390, etc.;
- Japanese VG-10, ATS-34, R-2, ZDP-189, etc.;
- American 154CM, CPM S30V, CPM S35VN, etc.
Such steels are used for the manufacture of designer knives and knives - luxury items. As a rule, knives made from such steels are not cheap at all. I would like to highlight from the general list:
- Russian steel EP-766 (95Х13М3К3Б2Ф) - it’s still nice that we haven’t forgotten how to work!
- American 154CM - the steel was originally developed for gas turbine blades.
- Japanese VG-10 - simple and reliable, time-tested!
- Austrian-Swedish Elmax - until recently, this steel was the “last word” in the production of knives.
- Austrian-Swedish M390 – probably the most modern, but a little overpriced at the height of fashion.
Blades made from such steels usually have a hardness of 58 to 61 HRC.
Locksmith tool
In the manufacture of metalworking tools, alloy and carbon steels are used. The hardness of the HRC material must be within the following ranges:
- files and replaceable cutting blades for hacksaws - from 56 to 64 units;
- scribers, punches, chisels and bits - from 54 to 60 units;
- percussion instrument, represented by hammers and their analogues - from 50 to 57 units.
Hardness 56 HRC is a universal indicator. The value confirms the high strength of products for all of the listed groups.
Tool steels
Now let's talk about knives made of tool steels. What is it and why are they needed?
Tool alloy steels are usually called steels with a high carbon content (from 0.8 to 1.6%) and a noticeable percentage of alloying additives (from 2.5%). Such steels “hold” the cutting edge much better than most stainless steels. They are typically hardened to 60 to 64 HRC. But you need to remember that such steels are not stainless and therefore require maintenance.
Conventionally, tool knife steels can be divided into two groups.
Steels - analogues of American D2
- Russian X12MF;
- European 1.2379, K110, Z160, etc.;
- Chinese Cr12MoV.
Typically, these steels are used for the production of cutting and skinning knives, as well as for utility and work knives. Sometimes blades for folding pocket knives are made from such steels. These steels contain a high amount of carbon (1.5-1.6%), and high is a content of more than 1.0%. These knives have excellent cutting properties and hold the cutting edge perfectly, but they tend to rust a little. I would like to note that D2 steel is produced only in the USA. If “D2” is written on the blade of a knife made in Russia or China, then, of course, there is no D2 there, but its local analogue. A good replacement for D2 is the Austrian-Swedish K110, a very popular steel, in no way inferior to the American one, but it is easier to get and costs less.
So-called “eight percent” steels
- American CPM S3V;
- Austrian-Swedish K340 and Vanadis 10.
They are called “eight percent”, because they contain approximately 8.0% chromium. Such steels rust more strongly than D2, but are much superior to D2 in strength (but D2 is superior to them in wear resistance of the cutting edge). It is best to make long-bladed cutting weapons from such steels. That is, for small “dexterous” knives D2 is good, and for knives with a long blade (from 150-250 mm) CPM S3V or K340 is better.
Installation tool
Mounting tools are widely used in production and at home. The degree of hardness determines the wear rate and strength characteristics of the product.
For each type of product, the recommended hardness level is determined:
- wrenches with a gap up to 36 mm - from 45.5 to 51.5 units;
- wrenches with a gap of more than 36 mm - from 40.5 to 46.5 units;
- screwdrivers - from 47 to 52 units;
- clamping tools, represented by pliers, pliers and forceps - from 44 to 50 units.
Hardness 52 HRC is optimal for most products. Products with this indicator have a long service life and sufficient strength.
Mohs scale
Having determined the diameter of the print using special equipment, you can use tables to determine the hardness. The metal hardness table is a proven assistant in calculating this mechanical parameter. Thus, if the Brinell value is known, the corresponding Vickers or Rockwell number can be easily determined.
| Print diameter, mm | Research method | ||||
| Brinell | Rockwell | Vickers | |||
| A | C | B | |||
| 3,90 | 241 | 62,8 | 24,0 | 99,8 | 242 |
| 4,09 | 218 | 60,8 | 20,3 | 96,7 | 218 |
| 4,20 | 206 | 59,6 | 17,9 | 94,6 | 206 |
| 4,99 | 143 | 49,8 | – | 77,6 | 143 |
The metal hardness table is compiled on the basis of experimental data and is highly accurate. There are also graphical dependences of Brinell hardness on the carbon content in an iron-carbon alloy. So, in accordance with such dependencies, for steel with an amount of carbon in the composition equal to 0.2%, it is 130 HB.
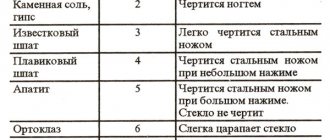
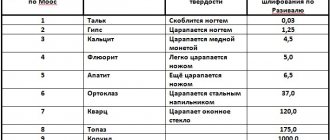
The German scientist Friedrich Mohs proposed his own method for determining the hardness of different materials back in 1811. Moreover, its scale contains values from 1 to 10, which corresponds to the most common minerals, starting with talc (the softest stone) and ending with diamond (the hardest).
The technique itself is very simple and is based on the resistance of the test sample to scratching. For example, object B may scratch body C, but has no effect on part A. Or, conversely, material A only slightly scratches part B, but may seriously damage object C.
Despite the fact that the method for determining hardness using the Mohs scale was proposed a little more than two centuries ago, it is successfully used to this day. Only the result obtained provides far from complete information, since there are no absolute values and it is impossible to determine the ratio by hardness. In other words, it is impossible to say how many times one of the materials is harder or softer than the other.
These 10 minerals are taken as a standard for determining hardness using the Mohs method (the assigned value will be indicated in parentheses):
- Talc.
- Gypsum.
- Calcite.
- Fluorite.
- Apatite.
- Orthoclase.
- Quartz.
- Topaz.
- Corundum.
- Diamond.
What are these minerals? We will describe them all briefly below.
Metal cutting tool
High hardness is a prerequisite for high-quality metal-cutting tools. It will help maintain the sharpness of the edges and reduce the frequency of sharpening and other service procedures.
For each instrument group, the corresponding values on the HRC scale are recommended:
- cutting tools in the form of nippers and side cutters - from 56 to 61 units;
- countersinks and countersinks - from 61 to 65 units;
- taps and dies – from 61 to 64 units;
- drills for working with metal – from 63 to 69 units;
- cutters, the production of which uses HSS steel - from 62 to 66 units.
For drills coated with titanium nitride, the HRC blade hardness must be above 80 units. The requirements are due to the high load on the tool during operation.
What are the requirements for the product to be measured?
Hardness is directly proportional to the load to determine it. High hardness – high load.
The more accurate the method, the higher the requirements for preparing the surface of the product. The surface of the product on which hardness is determined must meet a number of requirements:
- The thickness of the sample must be at least 10 times the depth of penetration of the tip after removing the main force.
- At the inspection site, it must be cleaned to a shine, be smooth and flat, and must be free of scale, rust, oil, fat and paint contamination, potholes and scratches. Roughness Ra is not more than 2.5 µm according to GOST 2789, unless there are other requirements of regulatory and technical documentation.
- The surface on which the sample “lays” on the object stage of the device must also be clean and level. Both surfaces must be parallel to each other.
- The product must be securely fastened, excluding the possibility of displacement of the sample relative to the axis of load application.
Fasteners
When determining the reliability of fasteners, not only hardness is taken into account, but also the strength class. These parameters are closely related to each other.
Table No. 1. Relationship between strength and hardness class HRC for bolts, screws, nuts and washers
For other fasteners, there are ranges of recommended strength values.
Table No. 2. Recommended strength values for other fasteners
Determination of the hardness of materials
Depending on the speed of application of the load on the indenter, hardness measurement methods are divided into static
(the load is applied smoothly and continuously) and dynamic
(the load is applied by impact), and depending on the method of applying the load - on the methods
of indentation
,
scratching and elastic recoil
.
Hardness is the property of the surface layer of a material to resist elastic and plastic deformation (or destruction) under local contact influences from another, harder body (indenter) having a certain shape and size [3]. However, this determination of hardness can only be valid for the indentation method. For other methods of hardness measurement (pendulum, scratching, elastic rebound, etc.), this definition may be different. Hardness is of great practical importance, since it indirectly characterizes such properties of metals as wear resistance, cutting properties, structural strength, etc. Determining these properties requires considerable time, and measuring hardness is carried out much faster and at lower costs. In addition, hardness testing is carried out directly on parts without destroying them, which makes it possible to evaluate the quality of the metal in finished products.
Methods for determining hardness
To determine hardness using the Rockwell method, stationary and portable hardness testers are used. If you have a limited budget, special files are used.
Stationary hardness testers
Stationary hardness testers are high-precision measuring instruments. The devices are installed in laboratories and provide optimal conditions for conducting experiments.
The most advanced hardness testers have software control and allow you to configure the procedure parameters in detail. The equipment is regularly verified and adapted for intensive use.
Rice. 2 Stationary hardness tester
Portable hardness testers
Portable measuring instruments are designed for on-site measurements. They are small in size and retain functionality in various spatial positions. Most devices have liquid crystal displays and support the function of storing and comparing values.
IMPORTANT! It is recommended to purchase certified hardness testers, accompanied by documentation from the manufacturer. Such devices allow measurements using the Rockwell method according to GOST 9013.
Rice. 3 Portable hardness tester
Files
Using special files is the most accessible way to measure hardness. The tool is supplied in sets. They contain several files, each of which is oriented to a specific hardness (the corresponding designation is on the handle of the tool).
Rice. 4 Set of files for hardness testing
Tests are carried out in a certain sequence.
- The workpiece is clamped in a vice or fixed in another reliable way.
- The test surface is alternately exposed to files. The master starts with the tool that has the least hardness. If it does not leave scratches, use the next file from the line.
- As soon as marks appear on the workpiece, changing files stops. The master compares the hardness of the last and previous tools. The intermediate value is the HRC value for the part being tested.
Files are not used in laboratory research due to low measurement accuracy. They are intended for domestic use and ordinary industrial operations.
Rice. 5 Schemes for working with a file
Conversion of hardness units according to Rockwell, Brinell and Vickers (table)
SVERLA.info » Articles » Hardness - conversion of units
| Rockwell | Brinell | Vickers | Shore | To break | ||
| HRA | H.R.C. | HB(3000H) | Print diameter, mm | H.V. | HSD | N/mm² |
| 89 | 72 | 782 | 2.20 | 1220 | ||
| 86.5 | 70 | 1076 | 101 | |||
| 86 | 69 | 744 | 2.25 | 1004 | 99 | |
| 85.5 | 68 | 942 | 97 | |||
| 85 | 67 | 713 | 2.30 | 894 | 95 | |
| 84.5 | 66 | 854 | 92 | |||
| 84 | 65 | 683 | 2.35 | 820 | 91 | |
| 83.5 | 64 | 789 | 88 | |||
| 83 | 63 | 652 | 2.40 | 763 | 87 | |
| 82.5 | 62 | 739 | 85 | |||
| 81.5 | 61 | 627 | 2.45 | 715 | 83 | |
| 81 | 60 | 695 | 81 | 2206 | ||
| 80.5 | 59 | 600 | 2.50 | 675 | 80 | 2137 |
| 80 | 58 | 2.55 | 655 | 78 | 2069 | |
| 79.5 | 57 | 578 | 636 | 76 | 2000 | |
| 79 | 56 | 2.60 | 617 | 75 | 1944 | |
| 78.5 | 55 | 555 | 598 | 74 | 1889 | |
| 78 | 54 | 2.65 | 580 | 72 | 1834 | |
| 77.5 | 53 | 532 | 562 | 71 | 1772 | |
| 77 | 52 | 512 | 2.70 | 545 | 69 | 1689 |
| 76.5 | 51 | 495 | 2.75 | 528 | 68 | 1648 |
| 76 | 50 | 513 | 67 | 1607 | ||
| 75.5 | 49 | 477 | 2.80 | 498 | 66 | 1565 |
| 74.5 | 48 | 460 | 2.85 | 485 | 64 | 1524 |
| 74 | 47 | 448 | 2.89 | 471 | 63 | 1496 |
| 73.5 | 46 | 437 | 2.92 | 458 | 62 | 1462 |
| 73 | 45 | 426 | 2.96 | 446 | 60 | 1420 |
| 72.5 | 44 | 415 | 3.00 | 435 | 58 | 1379 |
| 71.5 | 42 | 393 | 3.08 | 413 | 56 | 1317 |
| 70.5 | 40 | 372 | 3.16 | 393 | 54 | 1255 |
| 38 | 352 | 3.25 | 373 | 51 | 1193 | |
| 36 | 332 | 3.34 | 353 | 49 | 1138 | |
| 34 | 313 | 3.44 | 334 | 47 | 1076 | |
| 32 | 297 | 3.53 | 317 | 44 | 1014 | |
| 30 | 283 | 3.61 | 301 | 42 | 965 | |
| 28 | 270 | 3.69 | 285 | 41 | 917 | |
| 26 | 260 | 3.76 | 271 | 39 | 869 | |
| 24 | 250 | 3.83 | 257 | 37 | 834 | |
| 22 | 240 | 3.91 | 246 | 35 | 793 | |
| 20 | 230 | 3.99 | 236 | 34 | 752 |
Indentation of a diamond cone with an angle of 120° at the apex and measurement of the relative depth of immersion into the material under study.
Scale A - load 60 kgf, for tungsten carbide (VK)
Scale C - load 150 kgf, for hard steel HRB>100
The advantage is simplicity. Disadvantage: low accuracy.
Brinell hardness
The diameter of the imprint of a metal ball in the material.
Disadvantage: hardness up to 450HB.
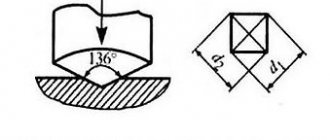
Vickers hardness
The area of the imprint from a diamond pyramid.
Shore hardness
Rebound of a ball from a surface in a scleroscope (rebound method). A very simple and convenient method.
Determining the hardness of a material is an important part of the technological process for manufacturing parts of any complexity.
Various methods for searching for the hardness of a metal are primarily associated with the difference in their structure and shape. Working with a regular blank in the form of a blank is not difficult, but sheet material requires a special approach, given its small thickness.
Only using the Vickers method is it most convenient to search for the hardness of nitrided and cemented surfaces.
Calculation of the service life of a metal-cutting tool, its durability, is always carried out primarily taking into account tabular indicators.
It is thanks to the increased hardness (about 71 HRC) that carbide drills and cutters made from VK8 alloy make it possible to process super-hard materials.
Black metals
The Rockwell hardness of cast iron SCH20 HRC 22, which corresponds to 220 HB. Steel: tool – 640-700 HB, stainless steel – 250 HB.
To convert from one measurement system to another, tables are used. The values in them are not true, because they are derived imperially. Not the full volume is presented in the table.
| HB | H.V. | H.R.C. | HRA | HSD |
| 228 | 240 | 20 | 60.7 | 36 |
| 260 | 275 | 24 | 62.5 | 40 |
| 280 | 295 | 29 | 65 | 44 |
| 320 | 340 | 34.5 | 67.5 | 49 |
| 360 | 380 | 39 | 70 | 54 |
| 415 | 440 | 44.5 | 73 | 61 |
| 450 | 480 | 47 | 74.5 | 64 |
| 480 | 520 | 50 | 76 | 68 |
| 500 | 540 | 52 | 77 | 73 |
| 535 | 580 | 54 | 78 | 78 |
Hardness values, even if produced by the same method, depend on the applied load. The lower the load, the higher the readings.