Твердость HRC – одна из основных характеристик инструмента. Параметр отображает прочностные показатели продукции, определяет ее устойчивость к деформации и абразивному износу. Чем выше твердость стали HRC, тем надежнее, долговечнее и функциональнее изделие.
В материале:
- Метод Роквелла
- Слесарный инструмент
- Инструмент для монтажных работ
- Металлорежущий инструмент
- Крепежи
- Способы определение твердости Стационарные твердомеры
- Портативные твердомеры
- Напильники
Метод Роквелла
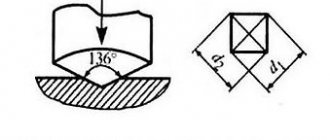
Метод Роквелла – наиболее популярный способ определения твердости. Процедура регламентирована ГОСТ 9013-59, предполагает вдавливание в образец одного из типов инденторов:
- алмазный конус для твердых сталей и закаленных сплавов;
- твердосплавный шарик для цветных металлов и сплавов с умеренной твердостью.
При проведении работ задействуется профильное оборудование. Оно обеспечивает надежную фиксацию заготовки, планомерное погружение индентора и отображение результатов замеров.
Рис. 1 Измерение твердости методом Роквелла
Метод измерения твердости по Роквеллу предполагает использование различных шкал с буквенным обозначением. Шкалы А и С применяются для работы с алмазными инденторами, шкала В – с твердосплавными шариками.
ВАЖНО! При измерении твердости металла по методу Роквелла сведения о применяемой шкале отображаются в конце обозначения. Например, выражение 57 HRC информирует, что твердость заготовки составляет 57 единиц, испытания проводились методом Роквелла (HR) с использованием шкалы С.
При измерении твердости металлов методом Роквелла нельзя уравнивать значения, полученные при работе с разными шкалами. Это принципиально разные показатели, ориентированные на определенные типы материалов.
Измерение методом Роквелла по ГОСТ предполагает использование следующих диапазонов значений.
- Проведение испытаний в соответствии со шкалой А – от 70 до 93 HR.
- Использование метода измерения Роквелла в рамках шкалы В – от 25 до 100 HR.
- Определение твердости стали HRC (шкала С) – от 20 до 67 HR.
При работе с инструментами и крепежами принято использовать шкалу С. Каждая группа изделий имеет рекомендуемые показатели твердости. Соответствие указанным значениям гарантирует долгую службу продукции.
Нержавеющие стали
Нержавеющие стали (самые популярные в настоящее время) являются самыми универсальными. Из них можно изготовить нож почти любого назначения. Основное их отличие от других сталей — способность успешно сопротивляться коррозии (ржавчине). Для этого, обычно, в состав стали вводится легирующая добавка — хром (Cr). Содержание хрома от тринадцати процентов и выше дает материалу невосприимчивость к ржавчине. Тут надо понимать, что при неблагоприятных условиях (в соленой воде, например) может подвергаться коррозии и нержавеющая сталь. Абсолютно нержавеющих ножевых сталей не бывает, но все же в обычных бытовых условиях эти стали коррозии практически не подвержены. Так какие же конкретно эти марки сталей?
Недорогие нержавеющие стали
- российские 40Х13, 65Х13, ЭП-107 и пр.;
- европейские 1.4116, 12C27 и пр.;
- японские SUS420J2, AUS-4, AUS-6 и пр.;
- американские 420, 425, 420HC и пр.;
- китайские 4Cr13MoV, 5Cr13MoV и пр.
Как правило, из этих сталей изготавливаются недорогие кухонные и универсальные ножи. Ножи из таких сталей хорошо сопротивляются коррозии, но заточку держат неважно. Термообработать (закалить) их получается до твердости 50-54 HRC, что крайне недостаточно. Приличный нож должен иметь твердость режущей кромки (РК) не менее 55 HRC. К приятному исключению можно отнести шведскую марку 12C27, японскую AUS-6 и американскую 420HC. У ножей из трех перечисленных сталей устойчивость режущей кромки хорошая. Закаливаются такие ножи до твердости примерно 55-58 HRC, это вполне достаточно для большинства работ на кухне и работ в турпоходе или на рыбалке.
Средние по стоимости нержавеющие стали
- российские 95Х18, 110Х18 и пр.;
- европейские 1.4125, 14C28N, N690 и пр.;
- японские AUS-8, AUS-10, VG-1 и пр.;
- американские 440A, 440B, 440С и пр.;
- китайские 7Cr13MoV, 8Cr13MoV, 9Cr13MoV и пр.
Из таких сталей получаются, как правило, ножи недорогие, но очень хорошие. Прекрасно закаливаются до твердости 57-59 HRC (иногда и выше). Особо хочется выделить современную австрийско-шведскую марку N690. Эта сталь очень стабильна. Хорошо термообрабатывается. Многие производители в мире переходят на нее. В том числе, и у нас в России, т.к. наши нержавеющие стали капризны и не всегда стабильны.
Предлагем прояснить вопрос: «Что такое нож недорогой, а что такое средний и, наконец, дорогой?». Так исторически сложилось в последние 15-20 лет, что центром увлечения ножевой тематикой и законодателем мод являются Соединенные Штаты. Поэтому и стоимость ножей принято измерять в долларах США. Итак:
- недорогой нож стоит до 100 долларов;
- средний нож от 100 до 300 долларов;
- дорогой нож от 300 долларов и выше.
То есть, нож за 400 руб. и нож за 4000 руб. считаются дешевыми. А ножи за 30 000 руб. и за 300 000 руб. оба будут дорогими. Может тут есть сильное упрощение, но так сложилось…
Дорогие нержавеющие стали:
- российская ЭП-766;
- европейские Elmax, M390 и др.;
- японские VG-10, ATS-34, R-2, ZDP-189 и пр.;
- американские 154CM, CPM S30V, CPM S35VN и пр.
Такие стали используются для изготовления авторских ножей, ножей — предметов роскоши. Как правило, ножи из таких сталей совсем недешевые. Выделить из общего списка хочется:
- российскую сталь ЭП-766 (95Х13М3К3Б2Ф) — все же приятно, что у нас не разучились работать!
- американскую 154CM – изначально сталь разрабатывалась для лопастей газовых турбин.
- японскую VG-10 – просто и надежно, проверено временем!
- австрийско-шведскую Elmax – до недавнего времени эта сталь была «последним словом» в производстве ножей.
- австрийско-шведскую M390 – наверно самую современную, но немного переоцененную на пике моды.
Клинки из таких сталей обычно имеют твердость от 58 до 61 HRC.
Слесарный инструмент
При изготовлении слесарного инструмента задействуются легированные и углеродистые стали. Твердость материала HRC должна находиться в следующих диапазонах:
- напильники и сменные отрезные полотна для ножовок – от 56 до 64 единиц;
- чертилки, кернеры, зубила и бородки – от 54 до 60 единиц;
- ударный инструмент, представленный молотками и их аналогами – от 50 до 57 единиц.
Твердость 56 HRC является универсальным показателем. Значение подтверждает высокую прочность изделий для всех перечисленных групп.
Инструментальные стали
А теперь поговорим о ножах из инструментальных сталей. Что это такое и зачем нужны.
Инструментальными легированными сталями обычно называют стали с высоким содержанием углерода (от 0,8 до 1,6 %) и заметным процентом легирующих добавок (от 2,5 %). Такие стали гораздо лучше большинства нержавеющих сталей «держат» режущую кромку. Их, как правило, закаливают от 60 до 64 HRC. Но нужно помнить, что такие стали не являются нержавеющими, а значит требуют ухода.
Условно можно разделить инструментальные ножевые стали на две группы.
Стали — аналоги американской D2
- российская Х12МФ;
- европейские 1.2379, K110, Z160 и пр.;
- китайская Cr12MoV.
Как правило, эти стали используются для производства разделочных и шкуросъемных ножей, а также для ножей универсальных и рабочих. Иногда из таких сталей делают и клинки для складных карманных ножей. Данные стали содержат в своем составе высокое количество углерода (1,5-1,6%), а высоким называется содержание свыше 1,0%. Обладают такие ножи отличными режущими свойствами, прекрасно держат режущую кромку, но склонны немного ржаветь. Хотелось бы заметить, что сталь D2 выпускается только в США. Если «D2» написано на клинке ножа, произведенного в России или Китае, то там, конечно, никакая не D2, а ее местный аналог. Хорошей заменой D2 является австрийско-шведская K110, очень популярная сталь, ничем не уступает американской, но достать ее проще и стоит она дешевле.
Так называемые «восьмипроцентные» стали
- американская CPM S3V;
- австрийско-шведские K340 и Vanadis 10.
Называют их «восьмипроцентными», т.к. они имеют в своем составе примерно 8,0 % хрома. Ржавеют такие стали сильнее, чем D2, но намного превосходят D2 в прочности (но D2 превосходит их в износостойкости режущей кромки). Лучше всего из таких сталей делать длинноклинковое рубящее оружие. То есть для небольших «ловких» ножей хорош D2, а для ножей с длинным клинком (от 150-250 мм) лучше CPM S3V или K340.
Инструмент для монтажных работ
Монтажный инструмент широко используется на производстве и в быту. Степень твердости определяет интенсивность износа и прочностные характеристики продукции.
Для каждого типа изделий определен рекомендованный уровень твердости:
- гаечные ключи с зевом до 36 мм – от 45,5 до 51,5 единиц;
- гаечные ключи с зевом более 36 мм – от 40,5 до 46,5 единиц;
- отвертки – от 47 до 52 единиц;
- зажимной инструмент, представленный плоскогубцами, пассатижами и щипцами – от 44 до 50 единиц.
Твердость 52 HRC оптимальна для большинства изделий. Продукция с подобным показателем обладает длительным сроком службы и достаточной прочностью.
Шкала Мооса
Определив диаметр отпечатка с помощью специального оборудования, можно с помощью таблиц определить твердость. Таблица твердости металлов – проверенный помощник в вычислении данного механического параметра. Так, если известно значение по Бринеллю, можно легко определить соответствующее число Виккерса или Роквелла.
| Диаметр отпечатка, мм | Метод исследования | ||||
| Бринелля | Роквелла | Виккерса | |||
| A | C | B | |||
| 3,90 | 241 | 62,8 | 24,0 | 99,8 | 242 |
| 4,09 | 218 | 60,8 | 20,3 | 96,7 | 218 |
| 4,20 | 206 | 59,6 | 17,9 | 94,6 | 206 |
| 4,99 | 143 | 49,8 | – | 77,6 | 143 |
Таблица твердости металлов составлена на основе экспериментальных данных и имеет высокую точность. Также существуют графические зависимости твердости по Бринеллю от содержания углерода в железоуглеродистом сплаве. Так, в соответствии с такими зависимостями, для стали с количеством карбона в составе равному 0,2% она составляет 130 НВ.
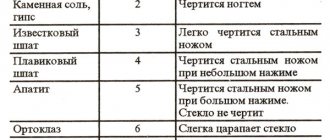
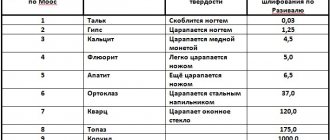
Немецкий ученый Фридрих Моос еще в далеком 1811 году предложил свой способ определения твердости разных материалов. При этом его шкала содержит значения от 1 до 10, что соответствует самым распространенным минералам, начиная с талька (самый мягкий камень) и заканчивая алмазом (самый твердый).
Сама методика очень проста и основывается на сопротивляемости исследуемого образца царапанию. К примеру, объект B может поцарапать тело C, но никак не воздействует на деталь A. Или, напротив, материал A только слегка царапает деталь B, но может сильно повредить объект C.
Несмотря на то что способ определения твердости по шкале Мооса был предложен чуть более двух веков назад, он успешно применяется по сей день. Только полученный результат дает далеко не полную информацию, поскольку здесь нет абсолютных значений и невозможно определить соотношение по твердости. Иными словами, нельзя сказать, во сколько раз один из материалов тверже либо мягче другого.
В качестве эталона по определению твердости по методу Мооса берутся эти 10 минералов (далее в скобках будет указан присвоенноезначение):
- Тальк.
- Гипс.
- Кальцит.
- Флюорит.
- Апатит.
- Ортоклаз.
- Кварц.
- Топаз.
- Корунд.
- Алмаз.
Что же представляют собой эти минералы? Опишем их все вкратце ниже.
Металлорежущий инструмент
Высокая твердость – обязательное условие для качественного металлорежущего инструмента. Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Для каждой группы инструмента рекомендованы соответствующие значения по шкале HRC:
- отрезной инструмент в виде кусачек и бокорезов – от 56 до 61 единицы;
- зенкеры и зенковки – от 61 до 65 единиц;
- метчики и плашки – от 61 до 64 единиц;
- сверла для работы с металлом – от 63 до 69 единиц;
- фрезы, при производстве которых используется сталь HSS – от 62 до 66 единиц.
Для сверл с покрытием из нитрида титана твердость лезвия HRC должна составлять свыше 80 единиц. Требования обусловлены высокой нагрузкой на инструмент в процессе эксплуатации.
Какие требования предъявляются к изделию для измерения
Твердость прямопропорциональна нагрузке для ее определения. Высокая твердость – высокая нагрузка.
Чем точнее метод, тем выше требования к подготовке поверхности изделия. Поверхность изделия, на которой определяется твердость, должна отвечать ряду требований:
- Толщина образца должна быть не менее чем в 10 раз превышать глубину внедрения наконечника после снятия основного усилия.
- В месте контроля она должна быть зачищена до блеска, быть ровной и плоской, не должна иметь окалины, ржавчины, масложировых и лакокрасочных загрязнений, выбоин и царапин. Шероховатость Ra не более 2,5мкм по ГОСТ 2789, если нет других требований нормативно-технической документации.
- Поверхность, которой образец «ложится» на предметный столик прибора также должна быть чистой и ровной. Обе поверхности должны быть параллельны друг другу.
- Изделие необходимо надежно закрепить, исключая возможность смещения образца относительно оси приложения нагрузки.
Крепежи
При определении надежности крепежей учитывается не только твердость, но и класс прочности. Данные параметры тесно связаны между собой.
Таблица №1. Взаимосвязь класса прочности и твердости HRC для болтов, винтов, гаек и шайб
Для прочих крепежей существуют диапазоны рекомендованных показателей прочности.
Таблица №2. Рекомендованные значения прочности для прочих крепежных элементов
Определение твёрдости материалов
В зависимости от скорости приложения нагрузки на индентор методы измерения твёрдости делятся на статические
(нагрузка прикладывается плавно и непрерывно) идинамические
(нагрузка прикладывается ударом), а в зависимости от способа приложения нагрузки – на методы
вдавливания
,
царапания и упругой отдачи
.
Твердость – свойство поверхностного слоя материала оказывать сопротивление упругой и пластической деформации (или разрушению) при местных контактных воздействиях со стороны другого, более твердого тела (индентора), имеющего определенную форму и размер[3] . Однако такое определение твёрдости может быть справедливо только для метода вдавливания. При других методах измерения твёрдости (маятниковом, царапании, упругого отскока и т. д.) данное определение может быть другим. Твёрдость имеет большое практическое значение, так как косвенно характеризует такие свойства металлов как износостойкость, режущие свойства, конструкционную прочность и др. Определение этих свойств требует значительного времени, а измерение твёрдости выполняется значительно быстрее и при меньших затратах. Кроме того, испытание на твёрдость осуществляется непосредственно на деталях без их разрушения, что позволяет оценивать качество металла в готовых изделиях.
Способы определение твердости
Для определения твердости методом Роквелла используются стационарные и портативные твердомеры. При ограниченном бюджете применяются специальные напильники.
Стационарные твердомеры
К стационарным твердомерам относятся высокоточные измерительные приборы. Устройства устанавливаются в лабораториях, обеспечивают оптимальные условия для проведения экспериментов.
Наиболее прогрессивные твердомеры имеют программное управление, позволяют детально настроить параметры процедуры. Оборудование регулярно проходит поверку, адаптировано к интенсивной эксплуатации.
Рис. 2 Стационарный твердомер
Портативные твердомеры
Портативные измерительные приборы предназначены для выездных замеров. Они имеют малые габариты, сохраняют функционал в различных пространственных положениях. Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
ВАЖНО! К приобретению рекомендуются поверенные твердомеры, сопровождающиеся документацией от производителя. Такие устройства позволяют проводить измерения методом Роквелла по ГОСТ 9013.
Рис. 3 Портативный твердомер
Напильники
Использование специальных напильников – наиболее доступный способ измерения твердости. Инструмент поставляется в наборах. Они содержат несколько напильников, каждый из которых ориентирован на определенную твердость (соответствующее обозначение есть на рукояти инструмента).
Рис. 4 Набор напильников для определения твердости
Испытания проводятся в определенной последовательности.
- Заготовка зажимается в тисках либо фиксируется иным надежным способом.
- На тестируемую поверхность поочередно воздействуют напильниками. Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
- Как только на заготовке появляются следы, смена напильников прекращается. Мастер сравнивает твердость последнего и предшествующего инструмента. Промежуточное значение является показателем HRC для испытываемой детали.
Напильники не используются при проведении лабораторных исследований ввиду низкой точности измерения. Они предназначены для бытового использования и рядовых производственных операций.
Рис. 5 Схемы работы с напильником
Перевод единиц твердости по Роквеллу, Бринеллю и Виккерсу (таблица)
SVERLA.info » Статьи » Твердость — перевод единиц
| Роквелл | Бринелль | Виккерс | Шор | На разрыв | ||
| HRA | HRC | HB (3000H) | Диаметр отпечатка, мм | HV | HSD | Н/мм² |
| 89 | 72 | 782 | 2.20 | 1220 | ||
| 86.5 | 70 | 1076 | 101 | |||
| 86 | 69 | 744 | 2.25 | 1004 | 99 | |
| 85.5 | 68 | 942 | 97 | |||
| 85 | 67 | 713 | 2.30 | 894 | 95 | |
| 84.5 | 66 | 854 | 92 | |||
| 84 | 65 | 683 | 2.35 | 820 | 91 | |
| 83.5 | 64 | 789 | 88 | |||
| 83 | 63 | 652 | 2.40 | 763 | 87 | |
| 82.5 | 62 | 739 | 85 | |||
| 81.5 | 61 | 627 | 2.45 | 715 | 83 | |
| 81 | 60 | 695 | 81 | 2206 | ||
| 80.5 | 59 | 600 | 2.50 | 675 | 80 | 2137 |
| 80 | 58 | 2.55 | 655 | 78 | 2069 | |
| 79.5 | 57 | 578 | 636 | 76 | 2000 | |
| 79 | 56 | 2.60 | 617 | 75 | 1944 | |
| 78.5 | 55 | 555 | 598 | 74 | 1889 | |
| 78 | 54 | 2.65 | 580 | 72 | 1834 | |
| 77.5 | 53 | 532 | 562 | 71 | 1772 | |
| 77 | 52 | 512 | 2.70 | 545 | 69 | 1689 |
| 76.5 | 51 | 495 | 2.75 | 528 | 68 | 1648 |
| 76 | 50 | 513 | 67 | 1607 | ||
| 75.5 | 49 | 477 | 2.80 | 498 | 66 | 1565 |
| 74.5 | 48 | 460 | 2.85 | 485 | 64 | 1524 |
| 74 | 47 | 448 | 2.89 | 471 | 63 | 1496 |
| 73.5 | 46 | 437 | 2.92 | 458 | 62 | 1462 |
| 73 | 45 | 426 | 2.96 | 446 | 60 | 1420 |
| 72.5 | 44 | 415 | 3.00 | 435 | 58 | 1379 |
| 71.5 | 42 | 393 | 3.08 | 413 | 56 | 1317 |
| 70.5 | 40 | 372 | 3.16 | 393 | 54 | 1255 |
| 38 | 352 | 3.25 | 373 | 51 | 1193 | |
| 36 | 332 | 3.34 | 353 | 49 | 1138 | |
| 34 | 313 | 3.44 | 334 | 47 | 1076 | |
| 32 | 297 | 3.53 | 317 | 44 | 1014 | |
| 30 | 283 | 3.61 | 301 | 42 | 965 | |
| 28 | 270 | 3.69 | 285 | 41 | 917 | |
| 26 | 260 | 3.76 | 271 | 39 | 869 | |
| 24 | 250 | 3.83 | 257 | 37 | 834 | |
| 22 | 240 | 3.91 | 246 | 35 | 793 | |
| 20 | 230 | 3.99 | 236 | 34 | 752 |
Вдавливание алмазного конуса с углом 120° при вершине и замер относительной глубины погружения в исследуемый материал.
Шкала А — нагрузка 60 кгс, для карбида вольфрама (ВК)
Шкала С — нагрузка 150 кгс, для твердых сталей HRB>100
Преимущество — простота. Недостаток — низкая точность.
Твердость по Бринеллю
Диаметр отпечатка металлического шарика в материале.
Недостаток — твердость до 450HB.
Твердость по Виккерсу
Площадь отпечатка от алмазной пирамидки.
Твердость по Шору
Отскок шарика от поверхности в склероскопе (метод отскока). Очень простой и удобный метод.
Определение твердости материала является важной частью технологического процесса изготовления деталей любой сложности.
Различные методы поиска твердости металла связанны в первую очередь с отличием их структуры и формы. Поработать с обычной заготовкой в форме болванки не составит труда, вот для листового материала нужен особый подход, учитывая его небольшую толщину.
Лишь с помощью метода Виккерса удобнее всего искать твёрдость азотированных и цементированных поверхностей.
Расчет ресурса работы металлорежущего инструмента, его долговечность, всегда производится в первую очередь с учетом табличных показателей.
Именно благодаря повышенной твердости (около 71 HRC) твердосплавные сверла и фрезы из сплава ВК8 позволяют обрабатывать сверхтвердые материалы.
Черные металлы
Твердость по Роквеллу чугуна СЧ20 HRC 22, что соответствует 220 НВ. Сталь: инструментальная – 640-700 НВ, нержавеющая – 250НВ.
Для перевода из одной системы измерения в другую пользуются таблицами. Значения в них не являются истинными, потому что выведены империческим путем. Не полный объем представлен в таблице.
| HB | HV | HRC | HRA | HSD |
| 228 | 240 | 20 | 60.7 | 36 |
| 260 | 275 | 24 | 62.5 | 40 |
| 280 | 295 | 29 | 65 | 44 |
| 320 | 340 | 34.5 | 67.5 | 49 |
| 360 | 380 | 39 | 70 | 54 |
| 415 | 440 | 44.5 | 73 | 61 |
| 450 | 480 | 47 | 74.5 | 64 |
| 480 | 520 | 50 | 76 | 68 |
| 500 | 540 | 52 | 77 | 73 |
| 535 | 580 | 54 | 78 | 78 |
Значения твердости, даже если они производятся одним и тем же методом, зависят от прилагаемой нагрузки. Чем меньше нагрузка, тем выше показания.