Many parts operate under conditions of increased surface wear. Therefore, there is a need to somehow protect this surface. This is achieved by surface hardening methods.
To strengthen a surface means to increase the properties of the surface: hardness, wear resistance, corrosion resistance. If it is necessary to change the properties, this means that the structure of the surface layer must change. To change the structure, you can use deformation, heat treatment with heating in various ways, changing the chemical composition of the surface, and applying protective layers. Basically, methods for hardening surfaces can be divided into two main groups: 1) hardening the product without changing the chemical composition of the surface, but with a change in structure. Hardening is achieved by surface hardening, surface plastic deformation and other methods. 2) strengthening of the product with a change in the chemical composition of the surface layer and its structure. Strengthening is carried out by various methods of chemical-thermal treatment and the application of protective layers.
Methods for changing structure
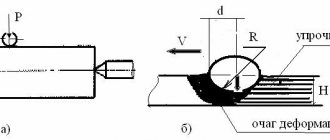
Among the methods of hardening without changing the chemical composition of the surface, but with a change in its structure, the most common methods are surface hardening and various types of surface plastic deformation (SPD). In essence, surface deformation is the simplest way in which the strength characteristics of a surface increase. The following principle is used here. If we recall the strain hardening curve, it turns out that the more we stretch the metal, the more the metal resists, the greater the tensile force Pmax (up to a certain limit, of course). The metal is strengthened both during torsion and compression. In SPD technologies, the surface layer of the metal is deformed (hardened) in various ways. The main purpose of PPD is to increase fatigue strength by hardening the surface to a depth of 0.2–0.4 mm. Varieties of PPD are shot blasting, roller processing, needle milling, relief rolling, etc. Shot blasting is the processing of the surface of finished parts with shot. Used to harden parts and remove scale. Products such as springs, leaf springs, chain links, tracks, liners, pistons, and gears are subjected to shot blasting. When processing with rollers, deformation is carried out by pressing a hard metal roller onto the surface of the workpiece. When forces on the roller exceed the yield strength of the material being processed, hardening occurs to the required depth. Roller processing improves the microgeometry of the product. The creation of residual compressive stresses increases the fatigue limit and durability of the product. Roller rolling is used when processing shafts, calibrating pipes and rods. In Fig. Figure 1 shows the hardened surface layer of a sample of a steel axle of a railway car made of steel 45. The microstructure of the layer consists of deformed grains of ferrite and pearlite. Rolling with a roller refined the structure; in the surface layer, individual grains are indistinguishable (Fig. 1, a). Where the deformation was less, one can discern a structure that has a directionality characteristic of deformation (Fig. 1, b). The depth of hardening is controlled by changes in microhardness (Fig. 2).
| A | b |
Figure 1. Microstructure of the surface layer of steel 45 after rolling with a roller
Figure 2. Variation of microhardness along the depth of the cross section of shafts of different diameters.
Needle milling using cutters, on the surface of which there are from 200 thousand to 40 million densely spaced needles made of high-strength steel wire with a diameter of 0.2-0.8 mm, also makes it possible to harden the surface of parts. Needle milling is used for processing flat and cylindrical surfaces, as well as for cleaning parts from scale. During needle milling, a hardened surface layer is also formed (Fig. 3). In this case, the strengthened layer consists of deformed grains of ferrite and pearlite (Fig. 3, a). On the surface that was processed, traces of the cutter are visible (Fig. 3, b).
| A | b |
Figure 3. Microstructure of the strengthened layer of steel 20ХНР (a), initial state - normalization; surface after needle milling (b).
The essence of surface hardening is that the surface layers of a steel part are quickly heated above the hardening temperature and then cooled at a rate above the critical one. The main purpose of surface hardening is to increase the hardness, wear resistance and endurance limit of the surface while maintaining a viscous core. Heating, in principle, can be carried out in different ways. In industry, the most common method of surface hardening is induction hardening with heating by high-frequency currents. As a rule, the strengthened layer is already visible during macrostructural analysis (Fig. 4). On the left is an unetched section of the sample. It reflects light more when shooting, so it looks dark. On the right is the area after etching. The hardened layer is clearly visible.
Figure 4. Fragment of an automobile part; macrostructure
Both macrostructural and microstructural analysis (Fig. 5a) shows that the strengthened zone consists of 2 layers: light at the very surface and then darker. The upper light layer has the structure of quenched martensite (Fig. 5b). Martensite formed when the surface cooled rapidly. The darker layer is tempered martensite (Fig. 5c). This is the martensite that also formed during accelerated cooling, but remained at an elevated temperature longer, which turned out to be enough for tempering to occur. The core of the part may contain sorbitol or troostite at different depths (Fig. 5d).
| A | b |
| V | G |
Figure 5. Microstructure of the layer (in Fig. 4) obtained by high-frequency quenching: a – layers of quenched and tempered martensite, b – quenched martensite, c – tempered martensite, d – troostite and martensite in the core.
Chemical-thermal treatment
Chemical-thermal treatment is a process of chemical and thermal effects on the surface layer of steel in order to change the composition, structure and properties.
Chemical-thermal treatment increases the hardness of the steel surface, its wear resistance, corrosion resistance, acid resistance and other properties. Chemical-thermal treatment has found wide application in mechanical engineering, as it is one of the most effective methods of strengthening steel parts to increase their durability. Chemical-thermal treatment can be applied to parts of various sizes and shapes and a treated layer of the same thickness can be obtained. During chemical-thermal treatment, by changing the chemical composition of the surface layer, a large difference in the properties of the surface and core of the part is achieved. The disadvantage of chemical-thermal treatment processes is their low productivity. Chemical-thermal treatment is based on the diffusion of atoms of various chemical elements into the crystal lattice of iron when heated in a medium containing these elements. Chemical-thermal treatment consists of three processes: dissociation - obtaining a saturating element in an active atomic state: 2NH3↔2N+3H2, CH4↔C+2H2, etc.; absorption - absorption of active atoms of a saturating element by the surface of the metal; diffusion - movement of atoms of a saturating element from the surface into the depth of the metal.
It is necessary that the rates of all three processes be necessarily coordinated, and absorption and diffusion require that the saturating element interact with the base metal, forming either solid solutions or chemical compounds. Chemical-thermal treatment is impossible if the base metal and the saturating element form mechanical mixtures. The penetration depth of the diffusing element depends on the temperature and duration of saturation, as well as on the composition of the steel, mainly the presence of alloying elements. The most common types of chemical-thermal treatment are carburization (saturation of the surface layer with carbon), cyanidation (carbon and nitrogen), boriding (boron), aluminizing (aluminum), etc.
Cementation is a chemical-thermal treatment process consisting of diffusion saturation of the surface layer with carbon when heated in an appropriate environment. Cementation gives the surface layer high hardness and wear resistance, increases the endurance limit during bending and torsion. Parts that operate under friction conditions, under high pressures and cyclic loads are cemented: gears, piston pins, camshafts, etc. For cementation, low-carbon steels (0.1-0.3% C) are used, i.e. steel grades 10, 15 , 20, A12, A20, StZ, 15Kh, 25KhGM, etc. During cementation, the carbon content in the surface layer is brought to 1% (Fig. 45). The thickness (depth) of the cemented layer is 0.5-2.5 mm. For carbon steels, the depth of carburization is conventionally considered to be the distance from the surface of the part to half of the zone, the structure of which, along with pearlite, contains approximately the same amount of ferrite.
Rice. 45. Change in concentration (%) of carbon in the cemented surface layer
When carburizing, the part is heated without air access to 930-950°C in a carburizing medium (solid, liquid or gaseous), maintained at this temperature for several hours, and then slowly cooled. After this, it is subjected to normalization, hardening and tempering. The carburizing medium is solid carburizers (fine charcoal mixed with barium carbonate), liquid salt baths (a mixture of table salt, sodium carbonate, sodium cyanide and barium chloride) and gases containing carbon (natural, illuminating, etc.).
Cemented parts are subjected to hardening (820-850°C) and low tempering (150-170°C). After heat treatment, the structure of the surface layer is martensite or martensite with a small amount of carbides with a hardness of HRC 60-64. The core structure of parts made of carbon steels is ferrite, pearlite, and those of alloy steels are low-carbon martensite, troostite or sorbitol with a hardness of HRC 20-40, depending on the grade of steel and the size of the part.
Nitriding is a chemical-thermal treatment process that involves saturating the surface layer with nitrogen to give this layer high hardness, wear resistance or corrosion resistance. The hardness of the nitrided layer is higher than that of the cemented layer and is maintained up to high temperatures of 400-600°C, while the hardness of the cemented layer with a martensitic structure is maintained only up to 200-250°C. Alloy steels containing aluminum, chromium, titanium, for example 35ХМУА, 40Х, 18ХГТ, 40ХНМА, etc., are subjected to nitriding.
Before nitriding, the mechanical properties of parts are improved by subjecting them to hardening and high tempering. The thickness of the nitrided layer is 0.2-0.6 mm. The nitrided layer is well ground and polished. Nitriding is applied to car parts (gears, crankshafts), as well as dies, molds, etc. Nitriding leads to a slight increase in size. Therefore, after nitriding, the parts are subjected to final grinding (for example, the crankshaft journals are re-grinded) with a layer of 0.02-0.03 mm removed. Nitriding is usually carried out in ammonia at a temperature of 500-600ºC. Ammonia decomposes with the release of active nitrogen in the atomic state: 2NH3↔2N+6H. At these temperatures, in a hermetically sealed muffle inserted into the furnace, nitrogen penetrates into the surface layer of steel and enters into a chemical interaction with alloying elements, forming nitrides of chromium, molybdenum, tungsten, etc. Nitrides of alloying elements increase the hardness of steel to HRC 70. Conventional structural steels after nitriding they have lower hardness, and the hardness of carbon steels is quite low, since special nitrides are not formed in them. Therefore, carbon steels are subjected only to anti-corrosion nitriding.
The nitriding process is long: up to 24-60 hours at 500-520°C. The duration of the process can be reduced by two-stage nitriding. First, the temperature is maintained at 500-520°C, and the process is completed at 560-600°C. An increase in temperature, accelerating diffusion, reduces the time of formation of a layer of the required thickness without causing a decrease in surface hardness.
To reduce the duration of nitriding by 2-3 times, ion nitriding is used. The process is carried out in a rarefied nitrogen-containing atmosphere (NH3 or N2) when the workpiece is connected to the negative electrode - the cathode. The installation container serves as the anode. A glow discharge is excited between the part and the container, in which gas ions bombard the surface of the part. The duration of ion nitriding is from 1 to 24 hours. Nitriding in liquid media is carried out at 540-590°C in molten cyanide salts for 0.5-3 hours. With a total thickness of the nitrided layer of 0.15-0.5 mm, a thin layer is formed on the surface (7-15 microns) carbonitride layer with high wear resistance.
Nitrocarburization is a chemical-thermal treatment process that involves saturating the surface layer with both nitrogen and carbon in a gaseous environment. The basis of the gaseous environment is endothermic gas (endogas), consisting of nitrogen (40%), hydrogen (40%) and carbon monoxide (20%). When nitrocarburizing, parts are heated to 850-870ºC in an endogas environment with the addition of natural gas (5-15%) and ammonia (5%) and kept for 4-10 hours. The depth of the nitrocarburization layer is 0.2-0.8 mm. It depends on the process temperature and holding time. With increasing temperature, the nitrogen content in the layer decreases, and the carbon content increases up to a certain temperature, and then decreases slightly. After nitrocarburization, the parts are subjected to hardening and low tempering at 160-180°C to a hardness of HRC 58-64.
Nitrocementing is used for parts of complex shapes that are subject to wear (gears) and are prone to warping. Nitrocarburization has significant advantages over gas carburization due to a lower process temperature (by 70-90°C) and a smaller layer thickness, which ensures less deformation and warping of the part. Nitrocarburization is widely used in automobile and tractor production. Thus, at VAZ, up to 20% of parts undergoing chemical-thermal treatment are nitro-cemented.
Cyanidation is a chemical-thermal treatment process that involves saturating the surface layer with both nitrogen and carbon in molten salts containing sodium cyanide NaCN. To obtain a layer up to 0.3 mm thick, cyanidation is carried out at 820-860°C (low-temperature cyanidation) for 0.5-1.5 hours. Then the parts are hardened directly from the bath and subjected to low tempering (180-200°C). The hardness of the cyanidated layer after heat treatment is HRC 58-62. Parts made of medium-carbon steels and tools made of high-speed steel are subjected to low-temperature cyanidation. Low-temperature cyanidation is used to harden small parts.
The cyanidated layer has higher wear resistance compared to the cemented layer. To obtain a layer of greater thickness (0.5-2 mm), high-temperature cyanidation at 930-960°C is used. The duration of the process is 1.5-6 hours. After cyanidation, the parts are cooled in air, and then, to refine the grains, they are hardened and subjected to low tempering. High-temperature cyanidation is used for parts made of medium and low carbon, as well as alloy steels. Cyanide plating processes, in comparison with carburization, are more productive, provide less deformation and warping of parts of complex shapes and greater resistance to wear and corrosion. The disadvantage of cyanidation is the high cost and toxicity of cyanide salts.
Boridation is a chemical-thermal treatment process that involves saturating the surface layer with boron when heated in a boron-containing medium (borax, boron trichloride, etc.). Boriding is carried out at a temperature of 850-950°C for 2-6 hours. For boriding, low- and medium-carbon steels (20, 40, 45, 40Х, ZОХГС, etc.) can be used. The borated layer with a thickness of 0.1-0.2 mm has high hardness, wear resistance, especially in an abrasive environment, and corrosion resistance. Boriding is used to increase the wear resistance of parts of oil pumps, turbo drills, dies, molds, etc. Boriding increases the durability of parts by 2-10 times. Borated layers are highly brittle.
Diffusion metallization is a chemical-thermal treatment process in which the surface layer of steel is saturated with various metals (aluminum, chromium, zinc, etc.) and their complexes. When the steel surface is saturated with other metals, substitutional solid solutions are formed, so their diffusion is more difficult than the diffusion of carbon or nitrogen.
Diffusion saturation of the steel surface is carried out at temperatures of 700-1400°C by the following methods: 1. Solid diffusion metallization, in which the metallizer is a ferroalloy (ferrochrome, ferrosilicon, ferroaluminum, etc.) with the addition of ammonium chloride (NH4Cl). The metallizer, reacting with HCl or Cl2, forms a volatile chlorine compound with the metal (for example, AlCl3, CrCl2, etc.). As a result of contact with the metal surface, the volatile chlorine compound with the metal dissociates to form free atoms. 2. Liquid diffusion metallization, which is carried out by immersing the part in molten metal with a low melting point (zinc, aluminum). 3. Gas diffusion metallization, performed in a gas environment containing chlorides of various metals.
Aluminizing is the process of diffusion saturation of the surface layer of steel containing 0.1-0.2% C with aluminum. Aluminizing temperature is 700-1100°C. The thickness of the aluminized layer is 0.2-1 mm, and the concentration of aluminum in the surface layer is up to 30%. Aluminizing is used to increase the heat resistance of carbon steels. Thermocouple covers, parts of pouring ladles, valves and other parts operating at high temperatures are aluminized.
Chrome plating is the process of diffusion saturation of the surface layer with chromium. Chrome plating increases the scale resistance and wear resistance of parts in aggressive environments. Parts of steam turbines, pumps for pumping aggressive media, etc. are chrome plated.
Topic 5. Surface hardening methods.
The main methods of surface hardening are hardening with heating with high-frequency currents (H.H.C.) and chemical-thermal treatment (C.T.O.). Requirements for the chemical composition of steels for these hardening methods. The mechanism of saturation and structure formation in the surface layer during cementation, nitrocarburization, nitriding and boriding. Examples of steel grades subjected to various hardening methods. Heat treatment of cemented and nitro-carburized parts. Methods for additional surface treatment of parts taking into account operating conditions. Surface hardening by work hardening, laser beam and electron beam.
Methodical instructions.
To obtain high hardness in the surface layer of a part while maintaining a viscous core, which ensures wear resistance and at the same time high dynamic strength of the part, surface hardening methods are used - hardening with heating T.V.Ch. or H.T.O. The essence of hardening with heating T.V.Ch. lies in the fact that the surface layers of the part quickly heat up above critical points and a sharp temperature gradient is created across the cross section. If heating is interrupted and rapid cooling is carried out, then the metal layer heated above the critical temperature will receive hardening, and the unheated core will retain its original structural state. For this method of hardening, steels with a carbon content of 0.4% and higher are used.
Chemical-thermal treatment is the process of diffusion saturation of the surface layer with non-metals (C, N, Si, B, etc.) or metals (Cr, Al, etc.) during exposure at a certain temperature in an active liquid or gaseous medium.
Carburization (saturation of the surface with carbon), nitrocarburization (saturation with carbon and nitrogen), nitriding (saturation with nitrogen) and boriding (saturation with boron) are widely used in mechanical engineering. Steels with a carbon content of up to 0.3% are subjected to carburization and nitrocarburization. Cementation is carried out at a temperature of 930-950oC, nitrocarburization - at 840-880oC. After saturation, the products are quenched in oil and then tempered at a temperature of 180-220°C. These types of H.T.O. provide a surface hardness higher than 55 HRC, and a core hardness less than 40 HRC.
To increase the hardness, wear resistance, endurance limit and corrosion resistance of steel products, they are subjected to nitriding, which is carried out at a temperature of 500-600°C in a dissociated ammonia environment. For nitriding, medium-carbon alloy steel grades that have previously undergone thermal improvement are used. Hardening is carried out to a depth of 0.2-0.4 mm and a surface hardness is obtained in the range of 650-1200HV. The advantage of this method is the preservation of high surface hardness when parts are heated to 450-470°C and the virtual absence of deformation and warping of products.
The maximum degree of surface hardening of steel parts (НV1700 and higher) can be obtained by boriding at a temperature of 910-950°C. After boriding, the durability of parts increases by 5-10 times.
To consolidate the studied material, for example, a choice was made of processing gears made of 20X steel. Let us consider the microstructure and properties of the surface and core of the part after hardening. In accordance with GOST 4343-71, steel 20X has the following chemical composition:
Carbon – 0.17 – 0.23%;
Chromium = 0.7 – 1.0%;
Silicon – 0.17 – 0.37%;
Manganese – 0.5 – 0.8%;
Sulfur, phosphorus £ 0.035%;
The rest is iron.
The properties of gears, taking into account their operating conditions, should be as follows: for the tooth surface - high hardness and wear resistance; for the core – high plasticity.
Considering the low carbon content in steel, it is recommended to strengthen parts: chemical-thermal treatment - carburization or nitrocarburization.
Both types of hardening can be used, and the choice of a specific hardening method depends on the requirements for parts in terms of the depth of the hardened layer and the deformation and warping of parts.
When the depth of the hardened layer is more than 1.0 mm, it is necessary to use cementation, that is, saturate the surface of the part with carbon. Cementation is carried out at a temperature of 930-950°C, the rate of carbon saturation is ~0.1 mm/hour. After carburization, the parts are subjected to heat treatment. Next, we will consider one of these methods.
1. Heating to 860-880oC, holding and cooling. This heating is prescribed for the purpose of correcting the coarse-grained structure of the core obtained when the steel is kept for a long time at the carburization temperature;
2. Heating to 770-780oC, holding and quenching in oil;
After hardening, a hardness of 58-62HRC on the surface and ~30-35HRC in the core is obtained.
3. Tempering at a temperature of 180-200°C to relieve the stressed state resulting from hardening.
Properties of gears after chemical-thermal treatment:
1. Surface hardness – 58-62HRC;
2. Surface microstructure – martensite + retained austenite;
3. Core hardness – 30-35HRC;
4. Core microstructure – low-carbon martensite + ferrite.
Literature: [1, pp. 220-252; 3 pp. 312-340].
Self-test questions
1. What processes occur during chemical-thermal treatment?
2. What is the essence of hardening surfaces of parts with high-frequency heating. What grades of steel are subjected to this method of hardening.
3. Name the advantages and disadvantages of surface hardening with HFC heating in comparison with C.T.O.
4. Consider the technology of carburization in a solid carburizer and a gas atmosphere.
5. Indicate the advantages of nitrocarburizing parts over carburizing.
6. For what purposes is surface shot blasting of steel products used?
7. Study the technological processes of nitriding and boriding. What are the main requirements for pre-processing of hardened parts?