In fact, gas-dynamic cold spray technology is a more advanced version of the long-proven gas-thermal method for restoring various metal parts and surfaces. Cold Spray or simply CGN significantly expands the capabilities of the “hot” method of processing products.
Currently, it is undoubtedly the most advanced technology for the recovery and protection of materials, which has become widespread in both the industrial and civil sectors.
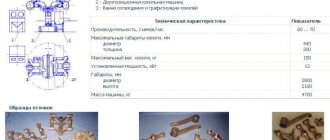
Installation of gas-dynamic spraying Dimet
Continuing the topic of equipment for applying zinc coating to the steel hull of a yacht, I visited the Obninsk Powder Coating Center and personally tested the Dimet-405 gas-dynamic spraying installation. The installation is impressive. Below the cut there are a lot of photos of sprayed surfaces, which we had a little fun with.
The installation is small-sized, depending on the modification, it weighs 10-19 kg, consumes 0.3-0.4 cubic meters of air and about 3 kW of electricity. Sprays both common metals and mixtures (zinc, aluminum) and specific ones (nickel, babbitt). The principle of operation is the so-called gas-dynamic spraying - air from the compressor is additionally heated and accelerated in the nozzle to supersonic speeds (such as 700 m/s), finely dispersed powder (particle 50 microns) of metal or ceramic is fed into it, the particles of which are accelerated and imprinted into the part. The only downside of the installation for me is the low performance. It will take a long time to galvanize the body. Well, the price tag is of course also impressive.
Now about the coating. They promise adhesion to a sandblasted surface of about 50 MPa. For comparison, the best adhesives give around 20. That is, it seems like it should stick stronger than paint)) The coating turns out to be rough - just what is needed for subsequent priming. True, there are some questions about weakly adhered particles - should we try to remove them and, if so, how?
2. The process itself is incredibly simple - we try to ensure the normal direction of the torch to the surface being processed and maintain a distance from the nozzle to the part of about 10-15mm:
3. Standard sample, outstanding to customers. I took two - one was chewed, the other was soaked in a saline solution)) Triangular sagging on the sample is an array of sprayed metal on a flat steel substrate:
4. On the left is copper. On the right is aluminum.
5.
6.
7. A section of a sprayed aluminum sample ground off with a file. This entire array was sprayed:
8.
9. Grinding the copper-coated area
10. Grinding the aluminum sprayed area
11.
12. And these are some of my samples that I brought with me:
13. Zinc was sprayed onto these samples without preliminary sandblasting:
14. Galvanized surface close-up:
15. Close-up of the sprayed zinc coating (hereinafter - if the picture is double - the original without processing is on top, the contrast is raised below):
16.
17. The chamfer is sprayed worse due to a change in the spraying angle. It is ideal to spray perpendicular to the surface. 45 is the limit angle. It is better not to dust at an angle of more than 30 degrees:
18.
19. And this is a standard test for the strength of the coating - I scratched a mesh in increments of 1-2mm with the tip of a scriber:
20. When scratching, I pressed with all my might - not a single piece of the mesh coating fell out or crumbled:
21.
22.
23. Sputtering boundary. A zone of incomplete spraying is visible:
24.
25. Non-dusted areas are visible:
26.
27. Friction test. If you rub the sprayed areas of the samples against each other, the zinc begins to polish:
28.
29.
30. Cost of equipment Dimet. The cost is high, what can I say. The youngest model is 220 thousand, the normal one is 300:
Aluminum, zinc, and copper powders are relatively inexpensive - 600-800 rubles per kg. Nickel - 2500. You can also dust with lead, tin, babbitt.
———————
Good device. I really want to galvanize the body before painting.
Supersonic flame metallization
Currently, supersonic metallization methods (Jet-Coat “Jet-Coat”) are becoming more and more widely used.
In the Russian Federation, equipment for supersonic gas-flame metallization is being developed at the Research Institute of Structural Materials and Technological Processes of Moscow State Technical University. N. E. Bauman. Currently, a burner weighing 3.5 kg is produced, which is cooled by running water. The ignition system is piezoelectric. Productivity (powder) is 1.5 kg/h.
Development of a fundamentally new supersonic burner “Termika-HS” (“Termika-Hyper-Sonic”, related to the “HVOF” system) is underway. The burner for supersonic flame spraying of coatings made of powder materials and wire operates on a propane-butane mixture or MAF gas, oxygen and compressed air as a transport and cooling gas. The flow rate of a jet of heated gas at the burner nozzle exit reaches 1700...2700 m/s, which makes it possible to obtain unique coatings with an adhesion strength of up to 100 MPa. The porosity of the coating is 0.5% and is close in its characteristics to coatings obtained by detonation spraying. With a coating thickness of up to 0.3 mm, there is practically no porosity. Supersonic thermal spraying allows you to apply high-quality corrosion-resistant thermal coatings.
Powder materials used for supersonic thermal spraying include a wide range of nickel, iron and cobalt based alloys, as well as metal carbide and self-fluxing alloys of silicon, aluminum, chromium, boron nitrides, etc.
However, supersonic thermal spraying has tightened the requirements for the powder fraction. High-quality coatings are obtained with fractions of 5...40 microns, and the smaller the dispersion of powder particle sizes, the better the coating.
Both wire and powder material are used as filler material in the Termika-HS burner. The company has developed a powder feeder of a compact original design, in which compressed air is used as a transport gas. A stable supply of powder material with a productivity of 1.5...5 kg/h has been achieved. The main advantage of this burner over foreign stationary installations is its mobility. All you need is an additional compressed air compressor. With a wire feeder from a semi-automatic welding machine, it is possible to spray wires and flux-cored wires with a diameter of 1.5...2.2 mm, which is much cheaper than powder materials.
The burner was developed using RF patent for invention No. 2039612 “Supersonic burner cap”.
Technical characteristics of the “Termika-HS” burner for supersonic flame spraying of coatings:
| Technical characteristics of the Termika-HS burner for supersonic flame spraying of coatings | |
| Type | portable |
| Productivity, kg/h | 3…4 |
| Gas pressure, MPa: | |
| oxygen | 0,6…0,8 |
| propane-butane | 0,2…0,35 |
| compressed air | 0,45…0,8 |
| Gas consumption, m3/h: | |
| oxygen | 6…8 |
| propane-butane | 3 |
| compressed air | 10…20 |
| Useful volume of powder feeder, l | 0,5…1,0 |
| Granulation of powder material, microns | 10…40 |
| Diameter of sprayed wire, mm | 1,5…2,2 |
| Maximum coating thickness, mm | 1,5 |
| Maximum coating thickness for self-flux, mm | 0,5…1,0 |
| Adhesion strength, MPa | 50…90 |
| Porosity, % up to | 1,0 |
| Material utilization rate, % | 40…75 |
| Burner weight, kg | 1,2 |
| Overall dimensions of the burner, mm | 130x40×60 |
(main list)
In most applications of DYMET, materials from the main list are used.
| Main components | Brand | Purpose | Peculiarities |
| Aluminum Zinc Corundum | A-20-11 | Sealing of metal radiators, condensers and other products. Elimination of holes, filling cavities, casting, narrow and through defects in metal parts. | . |
| Aluminum Zinc Corundum | A-80-13 | Restoring the shape of metal parts. Increasing the layer, filling cavities, eliminating chips, burnouts and other defects in products made of aluminum and its alloys. Restoration of bearing seats. | . |
| Copper Corundum. | C-01-01 | Contact pads for electrical equipment. Local coating of the surface of parts for soldering with low-temperature solders. | Glass and ceramics require an aluminum undercoat. |
| Zinc Corundum. | Z-00-11 | Anti-corrosion protection of local areas of steel parts and elements of steel structures (including welds). | . |
| Copper Zinc Corundum | C-01-11 | Elimination of narrow pores, cavities and through defects in steel, cast iron, bronze and brass parts operating at temperatures up to 800o C. Restoration of bearing seats. | . |
| Brass L70 Corundum | CZ-70-21 | Restoring the shape of metal parts. Elimination of local defects on brass, bronze, cast iron and steel parts. | . |
| Nickel Corundum. | N3-00-02 | Contact pads for electrical equipment. Anti-corrosion and heat-resistant coatings to protect steel parts. | . |
| Nickel Zinc Corundum | N7-00-14 | Filling cavities, burnouts, narrow and through defects in products operating at temperatures from 800 to 1200 ° C. Restoration of bearing seats. | . |
| Lead Corundum. | P1-00-01 | Anti-corrosion protection in acidic environments. Sealing of threaded connections, elimination of through porosity and microcracks. | . |
| Tin Corundum | T2-00-05 | Protective electrically conductive coating for contact pads of electrical equipment. | Increased spraying distance. |
| Alloy POS63 Corundum | TP-63-25 | Protective electrically conductive coating for contact pads of electrical equipment. | Increased spraying distance. |
| Aluminium oxide . | K-00-04-16 | Cleaning and abrasive surface preparation of steel and cast iron for metal coating. | . |
Optional equipment
|
|
|
|
|
To allow you to ask questions about the use of DYMET technology, a QUESTIONS section has been created. We invite specialists to share their experience and give advice on the use of DIMET. If you have interesting photographs demonstrating the use of DYMET, you can post them on the forum in the QUESTIONS section or send them to [email protected] or , and they will be posted on the website in the APPLICATIONS section with your comments and a link to your company.
(special list)
Powder materials from a special list are used in special cases.
| Main components | Brand | Purpose | Peculiarities |
| Aluminum Corundum | A-30-01 | Anti-corrosion protective coatings. Elimination of defects in aluminum parts. Coating of parts for oxidation. | Possible sedimentation inside the nozzle insert. |
| Aluminum Corundum | A-10-01 | Restoring the shape of aluminum parts. Creation of a diffusion protective layer on steel parts operating at 800 - 1000o C. | Possible sedimentation inside the nozzle insert. |
| Aluminum Corundum | A-10-04 | Sublayer for applying copper and nickel coatings to ceramics. | Increased wear of the nozzle insert. |
| Aluminum | A-10-00 | Coatings with limited layer thickness. Reflective coatings on glass with increased corrosion resistance. | Possible sedimentation inside the nozzle insert. |
| Aluminum Zinc | A-20-10 | Mirror coatings on glass. Sublayer on glass for applying other types of coatings. | Possible sedimentation inside the nozzle insert. |
| Copper Zinc | S-03-10 | Electrically conductive coatings on glass and for soldering to the glass surface. It is recommended to apply A-20-10 over an undercoat. | Possible sedimentation inside the nozzle insert. |
| Copper | S-01-00 | Coatings with limited layer thickness. | Application on rough surfaces. |
| Babbitt B-83 | B83-100-40 | Elimination of local defects in plain bearings. | Requires nozzle block SBB-03. |
| Aluminium oxide | K-00-04-02 | Abrasive preparation of the surface of thin-walled metal and ceramic products for applying metal coatings. | Increased wear of the nozzle insert. |