Welding technology and methods
There are several welding methods for uneven workpieces. Choosing the right method will depend on how large the area needs to be welded and what shape the seam should be.
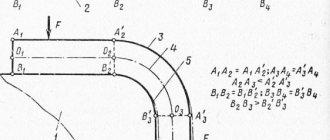
To weld pipes with a diameter of more than 30 cm, a circular reverse-stage method will be required. Here, each small section is welded clockwise, but these welded sections will appear in the reverse order, counterclockwise. That is, at the beginning of the first section the second will end, etc.
Reverse-step welding method for circumferential seams over 300 mm
More practical than reverse-stage ring welding would be multilayer welding. The principle here is that the ends and beginnings of adjacent layers overlap each other. And with each subsequent weld, the welding direction should be reversed. The size of each welded section on the ring part here does not exceed 25 mm.
Multilayer welding of circumferential seams
There is also a method of ring welding crosswise. It is usually used for pipes with a diameter of more than 1000 mm. Here the welds are divided into separate sections, usually four or more. Each section is divided into two more. This results in at least eight points at which the part needs to be welded. They are not numbered in order, but crosswise. And to maximize the effect, it is better for two welders to work here at once.
Cross welding of circumferential seams over 1000 mm
In addition to the correct method, you will also need to choose a suitable electrode. For example, when gas-protective electrodes are used, the seam should be made counterclockwise, without hesitation. To do this, one electrode will have to rest on the part itself that is being welded.
What is better to use?
For welding, a variety of industrial units, automatic and manual welding machines are used. In factories, welded pipes are created through spotting equipment, which creates a smooth connection element. The latter is tested in accordance with state standards, which creates the required performance characteristics. When working at pipeline installation sites, semi-automatic machines are most often used. Options with gas-protective electrodes are especially popular.
Electrical appliances must be cooked using direct current. It is recommended to use no-load current with a voltage of no more than 75 volts. The amount of welding current will vary depending on the thickness of the metal. The extended range option will be the best help.
Equipment for welding circumferential seams
In order to improve the quality of welding and reduce the number of defects, as well as eliminate the human factor, installations for welding circumferential seams were created. A typical design of any installation includes:
- A mechanism that rotates the torch relative to the parts to be joined.
- Rotator with tailstock.
- A clamping head with which the part is held in the installation.
- Power supply with burner.
- Remote Control.
- Splash and radiation protection.
- Timer.
- Automatic shutdown included in the automation system. It sometimes includes the functions of centering parts to be welded, cleaning seams, etc.
- Frame.
- Several roller bearings.
- Welding quality monitoring system.
The final configuration and technical characteristics will depend on what specific tasks the installation will perform. For example, if production is large, then installations may have several workstations at once to reduce product processing time.
For example, we have our own installations for welding gas cylinders, expansion tanks, receivers, food containers, cardan shafts, water heaters, etc. Therefore, such welding machines are most often used in the field of instrument making, the food industry, tank construction, as well as in construction, for example , power plants.
Where can I order equipment and consumables?
To order professional equipment or consumables, we recommend contacting the Intera online store. This is a professional company that has been engaged in core activities for a long period of time. The interaction is accompanied by:
- Nice prices and discounts for customers;
- Fast and friendly service;
- A good assortment with constant updating of positions;
- Professional support and assistance.
To buy equipment for welding circumferential seams in the Intera store, leave a request online or call the numbers listed on the website. You can also visit our offline store at the address: Rostov-on-Don, st. Taganrogskaya, 144 .
Welding defects
As a rule, defects in welding seams arise due to non-compliance with welding technological standards, poor-quality electrodes, the occurrence of stray currents and the entry of atomic air particles into the weld pool.
All weld defects are compiled into a single standard, which sets technical requirements for welding joints.
The standard also regulates the control of welding seams, which includes technical testing and sound flaw detection.
According to this standard, defects in welded joints are divided into six groups:
- cracked seams, cracks;
- craters and holes, fistulas that are formed by the process of sparking and cavities in the weld pool;
- solid inclusions – electrode scale, metal spasms;
- unwelded areas, lack of metal connection;
- seam shape that does not meet the welding technology.
These defects stand out as the main ones.
Welding seams are permanent connections of metals, therefore increased demands are placed on the production of welded seams.
Compliance with all standards and technology will allow you to lay high-quality and reliable seams of any category.
Cleaning welds after welding
After laying the weld, it is necessary to clean the seam in order to remove slag and scale. Cleaning weld seams is carried out in three stages:
Cleaning the area around the seam. It is necessary to clean the entire surface of the metal around the seam, since during the welding process scale or droplets of hot metal could get onto the surface of the metal. They need to be beaten off with a chisel or hammer. After this, you can treat the surface with an antioxidant compound.
Welding chamfers
When joining thick pipe blanks, the formed seam should be made thicker than the part itself . To form a connection with the specified geometric parameters, it is necessary to cut the edges by chamfering. After this, the electrode will be provided with access for high-quality welding of the seam to the full depth.
The main chamfer parameters are:
- Gap b. the distance between the workpieces is up to 2-3 mm.
- Blunt C. The part of the edge that is not beveled. it is left in place to reduce the likelihood of burning through the root of the seam..
- Bevel angle β. With double-sided cutting, the acute angle takes values of 15-30°, with one-sided cutting, up to 45°.
- Cutting angle α. An obtuse angle is equal to twice the bevel angle and provides proper access to the root of the weld for welding equipment.
Chamfer options.
If the dullness value is small or non-existent, then burn-through is prevented by such methods as:
- the use of linings that prevent the flow of molten metal;
- flux pad welding;
- pre-cooking;
- execution of the lock.
Technologists should pay special attention to the correct calculation and compliance with the optimal cutting parameters . This allows you to reduce labor intensity, use materials sparingly and maintain cost control.
When preparing butt joints, the type of chamfer depends on the thickness of the parts:
- 3-25mm: one-sided chamfer;
- 26-60mm: double-sided;
The following boundaries are set for corners:
- 3-20mm: one-sided;
- 21-50 mm: double-sided.
Based on the geometric shape of the cross-sectional profile, the following types of cutting are distinguished:
- regular bevel, profile is a trapezoid,
- X-shaped, two bevels are made towards each other in such a way that the cross-sectional profile of the double-sided cut visually resembles the outline of the letter X;
- U-shaped, the cross-sectional profile is curvilinear and resembles the outline of the letter U.
GOST for pipe welding recommends using a U-shaped groove for large workpiece thicknesses , in order to reduce the cross-sectional area of the seam and, therefore, reduce material consumption and increase work speed.
The cutting shape is chosen based on the thickness of the pipes:
- 3-25mm: X-shaped or V-shaped;
- 26-60mm - U-shaped;
- more than 60 mm - special forms.
They are:
- ledges;
- complex curvilinear profiles designed to maintain access of the electrode to the root of the seam and reduce the cross-sectional area.
The following methods are used for cutting:
- Gas cutting . Characterized by low accuracy and insufficient surface quality. Requires additional processing by mechanical means.
- Machining . Planing or milling gives sufficient surface cleanliness and shape. Slotting also requires finishing machining.
When cutting the edges of large diameter pipes, special trimming machines are used. During repair work on heating lines, cutting is often done manually using grinders.
What does a welding joint consist of?
The welding joint consists of the following elements:
- The weld itself is the area where the parts meet.
- Fusion zone.
- The heat-affected zone of a welding machine is an area of metal where thermal changes are noticeable as a result of the effects of welding.
- Base metal - the remaining area of metal parts that are connected by welding.
The terms “welded joint” and “weld seam” are sometimes confused.
The permanent connection of two or more metal elements is called a welded joint. A seam is the area where two metal parts meet. In turn, the welded joint is part of a welded structure - a metal structure consisting of several elements welded into one. When welding in several layers, the root seam is also isolated - this is the very first welding layer, located deeper than the others. When performing it, the impact should be maximum and, if possible, continuous.
Welding a fixed vertical joint
The weld is performed in two steps. The perimeter of the joint is conventionally divided by the vertical center line into two sections, each of which has three characteristic positions:
- ceiling (positions 1-3);
- vertical (positions 4-8);
- lower (positions 9-11).
Each section is welded from the ceiling position. Welding is carried out only with a short arc:
lmin=0.5 de, mm, where de is the diameter of the electrode.
Finish the seam in the lower position.
Welding of each section begins with a displacement of 10-20 mm from the vertical axial. The area where the seams overlap—the “lock” connection—depends on the diameter of the pipe and can be from 20 to 40 mm. The larger the pipe diameter, the longer the “lock”
The initial section of the seam is performed in the ceiling position “at an angle back” (pos. 1,2). When switching to a vertical position (positions 3-7), welding is carried out at a “forward angle”. Upon reaching position 8, the electrode is oriented at a right angle, and, having moved to the lower position, welding is again carried out at a “backwards angle”.
Before welding the second section, you need to clean the initial and final sections of the seam with a smooth transition to the gap or to the previous bead. Welding of the second section should be performed in the same way as the first.
For the root seam, an electrode with a diameter of 3 mm is used. The current strength in the ceiling position is 80-95 A. In the vertical position, it is recommended to reduce the current to 75-90 A. When welding in the lower position, the current is increased to 85-100 A.
When welding pipes with high-quality formation of the weld root without underwelding, penetration is achieved by constantly feeding the electrode into the gap. By achieving penetration inside the pipe, it is possible to obtain a seam with a convex surface, which requires subsequent mechanical stripping in the ceiling position.
Filling of pipe grooves with a wall thickness of more than 8 mm occurs unevenly. As a rule, the bottom position lags behind. To level the filling of the groove, it is necessary to additionally fuse beads in the upper part of the groove. The penultimate layers should leave an unfilled groove to a depth of no more than 2 mm.
The facing seam is welded in one or more passes.
The penultimate roller is finished so that the groove remains unfilled to a depth of 0.5-2 mm, and the base metal along the edges of the groove is melted to a width of 1/2 the diameter of the electrode.
When welding pipes with a diameter of less than 150 mm and a wall thickness of less than 6 mm, as well as in installation conditions when the power source is remote from the work site, welding is carried out at the same value of the welding current. It is recommended to select the current mode for the ceiling position, the current in which is sufficient for the lower position. When welding on the rise from the ceiling to the vertical position, to avoid excessive penetration, you should resort to intermittent formation of the seam. With this method, the arc burning process is periodically interrupted at one of the edges.
Depending on the thickness of the pipe wall, the gap and the bluntness of the edges, it is recommended to perform “strokes” welding in one of the following ways:
| 1. The arc is constantly lit on one of the edges, and interrupted after the formation of the bath - on the other. The pause between the break and ignition should be so short that the weld metal does not have time to completely crystallize and the slag does not have time to cool. |
| 2. If the metal is thick, the arc is ignited and interrupted at the same edge. It is not recommended to light an arc in the place where it just broke. Without breaking the arc, you cannot move the electrode forward during the cutting, and then return to the seam again. |
About the use of electric welding
When joining pipes with a wall thickness of 3 mm or more, electric welding is usually used. During the installation of main pipelines, one of two schemes is used for this:
- pipes are routed to their future location, after which they are connected using modern butt joint machines;
- Single pipe products are welded into sections at specialized bases, after which the prepared structures are transported to the route, where they are connected into a continuous network.
In practice, the second method is more often used.
The calibrated ends of single pipes, ready for welding, are centered using clamps, clamps and other assembly devices. After checking such an assembly, the joints are grabbed in three places. If work is carried out with pipes of large diameters, such tacks are placed at a distance of 35-40 cm from each other (then their number can increase). Domestic specialists, as a rule, use multilayer welding in such cases - this has a positive effect on both the structure and the density of the seam.