Bench bending
TO
category:
Bending and straightening of metal
Bench bending
Next: Bench filing
Flexible is a method of metalworking dimensional processing in which the geometric shape of the workpiece changes as a result of its plastic deformation in a cold or hot state. Parts of complex spatial shapes (clamps, brackets, pipeline elements of complex shapes), as well as products from thin sheet materials for subsequent connection by welding or soldering, are produced by bending. The starting materials for bending are sheets, strips, tapes, rods, pipes made of plastic materials.
During the bending process, forces are applied to the workpiece that cause stresses that exceed the elastic limit of the workpiece material. This causes the onset of plastic deformations, which are irreversible and give the workpiece a new shape. During the bending process, elastic deformations also occur in the workpiece. Therefore, after removing the applied force, a slight elastic restoration of the original shape of the workpiece will occur.
On the outside of the workpiece at the bending point, tensile stresses arise in the fibers; they lengthen and at the same time narrow in the transverse direction, since the volume of the material remains unchanged. On the inside, compressive stresses arise in the fibers; they shorten and at the same time stretch in the transverse direction. In the middle part of the workpiece there is a layer of material in which there is no stress. exist. It is called a neutral line, which retains its original dimensions even after bending. Due to the described phenomena, the cross-section of the workpiece at the bending site is distorted.
Rice. 1. Bending of workpieces: 1 - fixture, 2 - workpiece, 3 - stretched fibers, 4 - neutral line, 5 - compressed fibers, 6 - elastic restoration of the workpiece shape
Bending methods. In metalworking, bending is often performed when the workpiece is cold, and less often when it is hot. Small sheets, strips, pipes and rods are usually cold bent. Bending of large-diameter pipes and rods is carried out by heating the bending area with gas burners or in forges. Bending pipes with fillers is also widely used.
Tools and accessories for bending. When bending, metalworker's steel hammers with a square striker and a flat striking part are used. The equipment used is a bench vice and mandrels that correspond to the shape, size and bending radius. In some cases, simple devices are used.
Pipe bending is carried out using a manual screw press, a manual pipe bending machine, or wooden jaws. The bending area is heated with gas burners or in furnaces. When bending pipes with fillers, plugs are used.
Fine river sand, rosin, and lump chalk are used as auxiliary materials for bending.
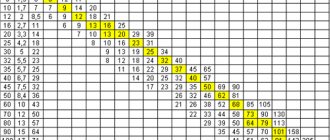
Sequence and methods of performing work during bending. First, determine the dimensions of the workpiece. For this purpose, specially developed tables and nomograms are used, as well as analytical dependencies.
Then the bending method is chosen. In this case, the physical and mechanical properties of the workpiece material, its dimensions, and the required bending radius are taken into account. To reduce cross-sectional distortion at the bending site, fillers are used (fine dried river sand, rosin, high-pressure oil), and pipes are bent in devices equipped with rollers and templates having grooves, the radius of which is equal to the radius of the pipe. For large-diameter pipes made of high-strength material, the bending area is heated with gas burners or in furnaces. The smallest permissible bending radii of workpieces for various bending methods are given in reference books.
Then the workpiece is prepared for bending (for example, the pipe is filled with filler and plugs are hammered into it). The place of the first bend is marked on the prepared workpiece, it is installed in the fixture and bending is performed. After this, the next bending location is marked. When bending on a mandrel, no intermediate markings are made, since the length of the bent section is determined by the dimensions of the mandrel.
After bending is completed, the correctness of its execution is monitored using templates or universal measuring instruments. Then, after knocking out the plugs, the pipes are freed from sand (or, by heating the pipe, rosin is melted).
The quality of bending is largely determined by the correctness of its execution. So, in order to avoid the occurrence of wrinkles when bending a shelf at an angle of 90°, bending is carried out in two steps: first at an angle of 30-40°, and then at an angle of 90°. In order to prevent destruction of the weld when bending welded pipes, it should be located in the neutral layer or on the outside of the bend.
Metal straightening and bending
Editing (straightening)
- is a metalworking operation in which deformed, warped metal blanks or parts are given the correct flat shape. Editing is used after cutting sheet material with scissors, chopping with a chisel and other operations. Straightening is also used to straighten strip and rod material, pipes and wire. Cast iron parts are not straightened, since cast iron is too brittle and can crack during straightening.
In metalworking and especially in toolmaking, the correction of bent and warped products with great accuracy (up to tenths of a millimeter), after mechanical or heat treatment, is often called straightening the product.
Editing can be manual or machine.
When manually straightening sheet blanks and parts, steel or cast iron leveling plates or anvils, steel hammers weighing 400 - 600 g, copper, lead, brass, wooden, bakelite hammers are used.
Machine leveling is carried out on manual and driven three-rollers, on driven pneumatic hammers and on presses. This manual covers only manual editing used in training workshops.
Straightening is carried out by striking with steel hammers or hammers made of soft material in certain places, proportioning the force of the blows to the size of the convexity and the thickness of the straightened product. The surface of the leveling plate, as well as the hammer heads, must be even, smooth and well ground. When manually straightening, it is more convenient to use hammers with. round, and not with a square striker, since incorrect blows or distortions of a hammer with a square striker may leave notches or even holes on the surface of the sheet. The hammer head should lie flat on the sheet, without distortion. The hammer should be held by the end of the handle and only the hand should be used to strike.
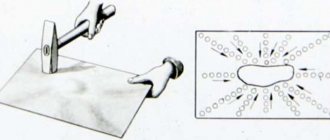
Techniques for editing sheet material are as follows. Having laid the deformed sheet on the slab with the bulges up, if possible, trace the bulges with a graphite pencil or chalk. After this, frequent but not strong blows are applied along the straight edges of the sheet towards the convexity. The material, under the influence of blows, will stretch, release the tightened middle and gradually level out the bulge. As you approach the bulge, the blows should be applied weaker, but more often.
After each blow you need to check what effect it has on the sheet
It should be remembered that incorrect blows can render the sheet unusable. Under no circumstances should you hit the bulges directly, as the bulges will increase rather than decrease.
Thus, the essence of the process of straightening sheet parts is the gradual stretching of straight sections of the sheet due to some thinning of the material in these places.
Bending
is a method of metal forming by pressure, in which a workpiece or part thereof is given a curved shape.
Bench bending is performed with hammers (preferably with soft strikers) in a vice, on a plate or using special devices. Thin sheet metal is bent with mallets, wire products with a diameter of up to 3 mm are bent with pliers or round nose pliers. Only plastic material is subject to bending.
Bending parts is one of the most common metalworking operations. The production of flexible parts is possible both manually using support tools and mandrels, and on bending machines (presses).
The essence of bending is that one part of the workpiece is bent relative to the other at a given angle. This happens as follows. A workpiece lying freely on two supports is subjected to a bending force, which causes bending stresses in the workpiece. If these stresses do not exceed the elastic limit of the material, the deformation obtained by the workpiece is elastic and, upon removal of the load, the workpiece takes on its original form (straightens).
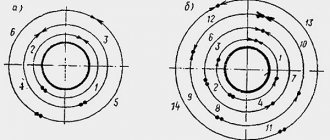
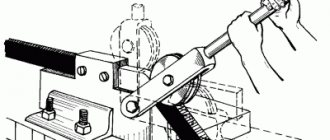
| Pipe bending Hot pipe bending. In hot bending with filler, the pipe is annealed, marked, and then one end is closed with a wooden plug. To prevent crushing and the appearance of cracks during bending, the pipe is filled with fine, dry sand. After filling with sand, the second end of the pipe is clogged with a plug, which should have holes for the release of gases formed when the pipe bends are heated. The radius of curvature when bending pipes is taken to be at least three pipe diameters, and the length of the heated part depends on the bending angle and pipe diameter. Thin-walled pipes with a diameter of more than 30 mm are bent only in a heated state with fillers. After bending is completed, the plugs are knocked out and sand is poured out. Poor, loose filling of the pipe with sand, insufficient or uneven heating before bending lead to the formation of folds or tears. Cold bending of pipes is performed using various devices. The simplest device for bending pipes with a diameter of up to 10-15 mm in a free state is a plate with holes, in which pins are installed in appropriate places to serve as stops during bending. Pipes of small diameters (up to 40 mm) with large radii of curvature are cold bent using simple hand tools with a fixed mandrel (Fig. 87). The bending mandrel is attached to the workbench on both sides with brackets. The bending pipe is inserted between the bending mandrel and the clamp, clamped and bent by hand along the groove-shaped recess of the bending mandrel. Rice. 87. Devices for bending pipes in a cold state: 1 - plate, 2 - movable roller, 3 - handle, 4 - bracket, 5 - pipe, 6 - template roller, 7 - clamp Bending of copper and brass pipes. Copper or brass pipes to be cold bent are filled with molten rosin. After bending, rosin is melted starting from the ends of the pipe to avoid rupture. Copper pipes to be cold bent are annealed at 600-700 °C and cooled in water. The filler when bending copper pipes in a cold state is rosin, and in a heated state it is sand. Brass pipes to be cold bent are annealed at 600-700 °C and cooled in air. The fillers are the same as when bending copper pipes. Before bending, duralumin pipes are annealed at 350–400 °C and cooled in air. Bending pipes into a ring produced on a three-roller bending machine without filler. Pipes that are free from dents, bulges, and folds are considered to be properly bent. When bending pipes, the following conditions must be observed:
Flaring (rolling) of pipes consists of expanding (rolling) the ends of the pipes from the inside with a special tool (rolling). To do this, the rolling device is clamped in a bench vice. The pipe is inserted into a hole of the appropriate diameter, and then the end of the pipe is flared to the required size by striking a mandrel with a hammer. |
Editing (straightening)
- is a metalworking operation in which deformed, warped metal blanks or parts are given the correct flat shape. Editing is used after cutting sheet material with scissors, chopping with a chisel and other operations. Straightening is also used to straighten strip and rod material, pipes and wire. Cast iron parts are not straightened, since cast iron is too brittle and can crack during straightening.
In metalworking and especially in toolmaking, the correction of bent and warped products with great accuracy (up to tenths of a millimeter), after mechanical or heat treatment, is often called straightening the product.
Editing can be manual or machine.
When manually straightening sheet blanks and parts, steel or cast iron leveling plates or anvils, steel hammers weighing 400 - 600 g, copper, lead, brass, wooden, bakelite hammers are used.
Machine leveling is carried out on manual and driven three-rollers, on driven pneumatic hammers and on presses. This manual covers only manual editing used in training workshops.
Straightening is carried out by striking with steel hammers or hammers made of soft material in certain places, proportioning the force of the blows to the size of the convexity and the thickness of the straightened product. The surface of the leveling plate, as well as the hammer heads, must be even, smooth and well ground. When manually straightening, it is more convenient to use hammers with. round, and not with a square striker, since incorrect blows or distortions of a hammer with a square striker may leave notches or even holes on the surface of the sheet. The hammer head should lie flat on the sheet, without distortion. The hammer should be held by the end of the handle and only the hand should be used to strike.
Techniques for editing sheet material are as follows. Having laid the deformed sheet on the slab with the bulges up, if possible, trace the bulges with a graphite pencil or chalk. After this, frequent but not strong blows are applied along the straight edges of the sheet towards the convexity. The material, under the influence of blows, will stretch, release the tightened middle and gradually level out the bulge. As you approach the bulge, the blows should be applied weaker, but more often.
After each blow you need to check what effect it has on the sheet
It should be remembered that incorrect blows can render the sheet unusable. Under no circumstances should you hit the bulges directly, as the bulges will increase rather than decrease.
Thus, the essence of the process of straightening sheet parts is the gradual stretching of straight sections of the sheet due to some thinning of the material in these places.
Bending
is a method of metal forming by pressure, in which a workpiece or part thereof is given a curved shape.
Bench bending is performed with hammers (preferably with soft strikers) in a vice, on a plate or using special devices. Thin sheet metal is bent with mallets, wire products with a diameter of up to 3 mm are bent with pliers or round nose pliers. Only plastic material is subject to bending.
Bending parts is one of the most common metalworking operations. The production of flexible parts is possible both manually using support tools and mandrels, and on bending machines (presses).
The essence of bending is that one part of the workpiece is bent relative to the other at a given angle. This happens as follows. A workpiece lying freely on two supports is subjected to a bending force, which causes bending stresses in the workpiece. If these stresses do not exceed the elastic limit of the material, the deformation obtained by the workpiece is elastic and, upon removal of the load, the workpiece takes on its original form (straightens).
| Pipe bending Hot pipe bending. In hot bending with filler, the pipe is annealed, marked, and then one end is closed with a wooden plug. To prevent crushing and the appearance of cracks during bending, the pipe is filled with fine, dry sand. After filling with sand, the second end of the pipe is clogged with a plug, which should have holes for the release of gases formed when the pipe bends are heated. The radius of curvature when bending pipes is taken to be at least three pipe diameters, and the length of the heated part depends on the bending angle and pipe diameter. Thin-walled pipes with a diameter of more than 30 mm are bent only in a heated state with fillers. After bending is completed, the plugs are knocked out and sand is poured out. Poor, loose filling of the pipe with sand, insufficient or uneven heating before bending lead to the formation of folds or tears. Cold bending of pipes is performed using various devices. The simplest device for bending pipes with a diameter of up to 10-15 mm in a free state is a plate with holes, in which pins are installed in appropriate places to serve as stops during bending. Pipes of small diameters (up to 40 mm) with large radii of curvature are cold bent using simple hand tools with a fixed mandrel (Fig. 87). The bending mandrel is attached to the workbench on both sides with brackets. The bending pipe is inserted between the bending mandrel and the clamp, clamped and bent by hand along the groove-shaped recess of the bending mandrel. Rice. 87. Devices for bending pipes in a cold state: 1 - plate, 2 - movable roller, 3 - handle, 4 - bracket, 5 - pipe, 6 - template roller, 7 - clamp Bending of copper and brass pipes. Copper or brass pipes to be cold bent are filled with molten rosin. After bending, rosin is melted starting from the ends of the pipe to avoid rupture. Copper pipes to be cold bent are annealed at 600-700 °C and cooled in water. The filler when bending copper pipes in a cold state is rosin, and in a heated state it is sand. Brass pipes to be cold bent are annealed at 600-700 °C and cooled in air. The fillers are the same as when bending copper pipes. Before bending, duralumin pipes are annealed at 350–400 °C and cooled in air. Bending pipes into a ring produced on a three-roller bending machine without filler. Pipes that are free from dents, bulges, and folds are considered to be properly bent. When bending pipes, the following conditions must be observed:
Flaring (rolling) of pipes consists of expanding (rolling) the ends of the pipes from the inside with a special tool (rolling). To do this, the rolling device is clamped in a bench vice. The pipe is inserted into a hole of the appropriate diameter, and then the end of the pipe is flared to the required size by striking a mandrel with a hammer. |
1.6. Hole machining
Holes in the metal body for fasteners (bolts, studs, screws), as well as for subsequent processing (drilling, countersinking, reaming, threading and boring) are achieved by drilling. Standard drills made of high-speed steel with a diameter of 0.3 - 80 mm are used as a tool for drilling. According to the design and nature of the work performed, drills are divided into feather, spiral, centering, drills for deep holes, etc.
Feathers
-(flat) are easy to manufacture, durable, but do not provide high accuracy and cleanliness of the hole. Used for drilling shallow holes.
Spiral -
perfect in design, easily remove chips through screw channels, low friction force on the hole wall, do not require additional processing of the hole, allow a large number of regrinds.
Drills are made with cylindrical (up to d=12 mm), conical (6 - 60 mm) shanks. Drills are made of high-speed steel grades P18, P9, U10-U12 (small drills) and with hard surfacing of carbide plates.
Reaming
designed to increase the diameter of the hole in workpieces and is used when processing holes with a diameter of over 30 mm. First, drill a hole with a diameter of (0.2 - 0.3) D, and then drill this hole to a given diameter D.
Countersinking -
used for chamfering holes, producing cylindrical and conical recesses for screw heads and rivets.
Countersinking -
used for boring a hole and preparing it for reaming. Standard high-speed steel countersinks machine holes with a diameter of 3 - 100 mm. A countersink has a larger number of cutting teeth than a drill, so processing with it is more productive than drilling, and the quality of countersinking is higher than with drilling.
Deployment -
used for finishing a pre-drilled hole and obtaining precise geometric shape, dimensions and high purity
surfaces using cylindrical or conical reamers. Standard reamers are used for machining holes with a diameter of 1 - 300 mm in workpieces made of various materials.
For mechanical processing of holes by drilling and countersinking, pneumatic-electric machines and machines are used.