Plasma cutters are actively used in metalworking enterprises. They are also sometimes used on the farm: in private homes or garages. With this tool you can quickly obtain metal of the required size, and the quality of the cut is quite high. Hot plasma cuts almost any metal. The main advantage over a grinder is the ability to make curved cuts without the need for finishing. It is worth considering the TOP 10 models that are on the market today.
Plasma cutting and its features
The plasma cutting process is a unique technology for cutting sheet metal, which is applicable for structural, alloy steels, cast iron and non-ferrous metals (copper, aluminum, their alloys). It consists in compressing the plasma arc as it passes through the nozzle.
There are several cutting schemes:
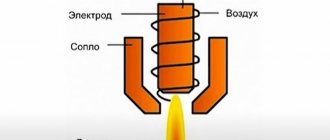
- Plasma arc cutting is a more efficient technology that is used for processing electrically conductive materials. Here, a direct arc is formed when an electric current flows from the electrode to the metal being processed.
Figure 1. Direct arc
- Plasma jet cutting is used for cutting materials that are not electrically conductive. An indirect arc occurs between the cathode and the nozzle - i.e. The workpiece being cut is not included in the electrical circuit.
Figure 2. Indirect arc
Plasma arc cutting is considered one of the most economically effective methods for cutting sheet metal of small and medium thicknesses (up to 50 mm). When working with such material, a CNC plasma machine provides the highest quality and cutting accuracy. However, the error is small even when cutting thicker metal (up to 100 mm or more, depending on the type of equipment).
Plasma gases in the arc are partially dissociated and ionized, and therefore become electrically conductive. The increased energy density and temperature ensure the expansion of the plasma and its movement towards the workpiece at a speed exceeding almost 3 times the speed of sound. The high temperature of the plasma arc (up to 30 thousand K) in combination with high kinetic energy provides an increased cutting speed of metals.
The cutting process begins with the ignition of a pilot arc between the nozzle and the cathode, which causes partial ionization necessary to prepare the space between the plasmatron and the workpiece. It is ignited by supplying increased voltage. When it comes into contact with the material, the power automatically increases and the cutting arc ignites. The thermal energy of the arc melts and partially evaporates the metal. Under the influence of kinetic energy, the molten material is removed from the cutting zone.
Photo 3. Plasma arc cutting process
Principle of operation
The inverter produces direct current. Depending on the model, the mains voltage is 220V or 380V. The former can be used at home, but the latter are three-phase and can only be used in businesses. When used at home, the wiring may fail, resulting in a fire.
During operation of the device, the electric arc is tensioned. Compressed air is supplied to it, and during heating it is transformed into plasma. Its temperature reaches 20,000 degrees, which allows you to quickly cut almost any metal.
Here's how metal is cut with a plasma cutter:
- After switching on, voltage is applied, which allows you to form a special arc for cutting metal. The compressor begins to supply compressed air to the nozzle. When heated, it turns into plasma.
- The worker brings the tool to the workpiece. The arc closes on the metal, thanks to which it is cut. Plasma parameters can be adjusted independently.
- After completing the work, the welder needs to remove the plasma cutter and turn it off. The air will be supplied for a while to cool the tool nozzle faster.
Video - How a plasma cutter works
Design and principle of operation of the equipment
For plasma cutting, a machine is used consisting of the following structural elements:
- Power supply - serves to supply current and voltage to ignite the pilot and cutting arc.
Photo 4. Appearance of the power supply
- Plasma torch is a device that generates plasma. In it, electric current is converted into a plasma arc. Its main structural elements are an electrode (aka cathode) with an insert made of refractory metal, a nozzle and a swirler. Typically, plasma torches are water-cooled. The cathode and nozzle are consumables, the frequency of replacement of which depends on the intensity of work, the type and thickness of the rolled metal being cut.
Photo 5. Appearance of the plasma torch
- Portal system - consists of a portal with longitudinal guides, a mechanism for the transverse movement of the plasma cutter. Movement is ensured by a rack and pinion drive; the portal is also equipped with a dynamic vibration protection system to increase the operational life of the complex and increase the quality of the cut.
Photo 6. Portal design without a desktop
- The coordinate table is a stable basis for laying the processed metal. Depending on the type of equipment, they can have different sizes - the standard width is from 1.5 to 8 m.
Photo 7. Automatic cutting complex with cutting table
- Numerical control system is a computerized system for automatic control of equipment drives. Includes a working console (for entering playback programs and controlling operating modes), an operator console (for visual monitoring of the work process) and a controller (for controlling moving equipment).
Photo 8. Appearance of the CNC system
The main operating parameters of the process are current strength, cutting speed, gap between the cutter nozzle and the workpiece, and the type of gas used. Air is considered the most accessible and simple plasma-forming gas, but it is optimal only for cutting carbon and stainless steels. Also, when using it, slight discoloration and nitriding of the edge is observed, which somewhat complicates subsequent machining due to an increase in hardness.
An equally important parameter is gas pressure. Choosing the optimal value ensures a long service life of the plasma torch consumables and high cut quality. However, when operating at elevated pressure, the service life of the cathode is reduced, and problems are observed at the beginning of the cutting process. Lower values lead to insufficient cooling of the plasma cutter, which can cause double arcing and even destruction of the nozzle.
The controller is responsible for moving the technological equipment of the portal system. But first, you need to load the control program developed by the technologist into the CNC system. The use of numerical control provides the ability to reproduce contours of any complexity.
The development of control programs is carried out for cutting both single workpieces and entire sets of parts of different sizes and shapes. Cutting cards are developed on a PC using special software. Initially, each part is drawn taking into account all allowances, then the blanks are laid out on a virtual sheet of metal of certain dimensions in special software. Thanks to this, rolled metal is used as rationally as possible and the amount of waste is minimized.
What it is?
A plasma torch is a device for generating plasma - an ionized gas with quasi-neutral properties used for processing metals. Its design uses electric current and plasma-forming gas to generate and stabilize a plasma jet.
Figure 1. Plasmatrons for hand-held devices and CNC units
Design
Structurally, plasma torches for cutting sheet metal and metal workpieces consist of the following components:
- nozzle;
- electrode;
- element for swirling the air flow (swirler);
- fluoroplastic body;
- nozzle nut;
- insulating sleeve;
- electrode assembly;
- casing
Figure 2. Standard plasma torch design
Device
Purpose of the main elements of the plasma torch:
- Nozzle – is the tip of the cutter, used to form the shape of the plasma jet. Typically made of copper, the design is determined by the type of plasma cutting machine.
Photo 3. Appearance of the nozzle
- Electrode (cathode) – used to ignite and maintain the plasma arc. It is made from refractory metal and has a zirconium or hafnium insert. Selected depending on the equipment and material being cut.
Photo 4. Appearance of the cathode
- Swirler (diffuser) - necessary to increase pressure and slow down the plasma flow during the cutting process.
Photo 5. Swirlers
Operating principle
The principle of operation of plasma torches is to supply a plasma-forming gas into the discharge chamber (here it is ionized) and to carry the plasma jet beyond the gap between the nozzle and the cathode to the surface of the metal being cut.
Figure 6. Design diagram of a water-cooled plasmatron
The plasma cutting process begins with the ignition of a pilot arc between the cathode and the nozzle as a result of applying high voltage. It serves to create the main (cutting) arc when touching a metal workpiece.
A small hole in the nozzle forms a directional plasma jet flowing at a speed of up to 3 km/second. In this case, the jet temperature reaches 5000-30000 °C. The targeted effect of plasma provides instant heating of the metal until it melts and blows it out of the cutting zone.
To obtain a part of a given size and shape, the plasma torch is directed along a specific contour. When cutting, it is important to maintain a constant gap between the material being cut and the nozzle, which allows you to obtain smooth edges with a minimum amount of slag and scale.
Photo 7. The process of cutting blanks of complex configuration using a numerically controlled machine
Scope of application, pros and cons of plasma cutting
Plasmatrons are widely used in the following industries:
- heavy engineering;
- automobile, aircraft, shipbuilding;
- metallurgy;
- metalworking factories and companies;
- enterprises and companies producing metal structures;
- construction industry.
Plasma metal cutting technology has many advantages:
- High cutting speed – 5-10 times higher compared to oxy-fuel cutting.
- Fast burning of material - the burning time of a steel sheet with a thickness of 15 mm is within 2 seconds.
- Minimum heat affected zone – eliminates the possibility of workpiece deformation, which is especially important when cutting thin sheet metal.
- Improved cut quality - the plasma jet minimizes the amount of scale and slag, so additional edge processing is usually not required.
- High precision - the minimum cutting width and the use of special automation devices make it possible to obtain workpieces with the most accurate configuration and dimensions.
- Versatility - this method is used for figured and straight cutting of steels of any grade, non-ferrous metals, as well as their alloys.
- Possibility of automation - you can buy either a manual device or a more productive CNC machine.
- Easy to maintain and operate.
Unlike air-arc cutting, where operating parameters are determined by the rate of air flow per minute and the type of gas used, the stability of the cutting process with a plasma jet and the quality of the cut depend on the correct choice of plasma-forming gas, current strength, and maintaining a constant gap between the nozzle and the material being processed.
Photo 8. The process of cutting parts with a manual plasma cutter
Advantages of the device
Plasma cutters or CNC plasma machines have the following advantages:
- High quality of cut - due to the use of high-quality plasma torches and the correct choice of plasma-forming gas, a small cut width, minimal angular deviation and clean edges without sagging and scale are ensured.
- Technological flexibility - suitable for straight and shaped cutting of various metals and alloys.
- Increased cutting speed - depending on the metal grade and thickness, it can reach up to 6 m/min.
- The minimal heat-affected zone, the directional effect of the plasma arc, makes it possible to cut blanks from thin sheet metal without thermal deformation.
- The low cost of the process is relevant when working with rolled sheets up to 50 mm thick.
- Short burn time, unlike air-oxygen cutting, which requires long preheating.
Photo 9. Automated cutting of sheet metal
Operating procedure
Initially, you need to prepare the plasma cutter for work - depending on the type, it operates on a 220 or 360 V network. The preparation sequence is as follows:
- The device is installed in a place where there is good air access, and it should not be exposed to splashes of molten metal during operation.
- The equipment must be operated in a ventilated area equipped in accordance with fire safety regulations. The device must be protected from accidental ingress of moisture - for this purpose it is often even equipped with a moisture-oil separator to prevent them from entering the plasma torch structure, which leads to a decrease in the service life of consumables.
- It is advisable to also prepare the rolled metal to be cut - paint coating and corrosion lead to increased smoke emission, but do not affect the quality of the cut.
- Periodically it is necessary to check the integrity and cleanliness of the electrode and nozzle. The frequency depends on the intensity of use - for example, with constant operation, they may require replacement after an 8-hour work shift.
A high-quality cut without sagging and scale is possible only if the current strength is chosen correctly. It is selected taking into account the type of metal being cut and thickness. Dependence of current strength for cutting workpieces 1 mm thick from the following materials:
- Structural steel and cast iron - 4 A.
- Non-ferrous metals and their alloys – 6 A.
The cutting speed also affects the quality of the cut. It can reach 0.2-2 m/minute and depends on the thickness, type of material, and set current strength. In automated equipment, the speed is set by the program, but in a manual process, the cutter is responsible for this.
Before starting work, you need to blow out the plasmatron to remove foreign particles and condensate - to do this, press the ignition button and wait about half a minute. Then you can ignite the pilot arc; it burns for up to 2 seconds, after which the working plasma arc ignites.
An important point when plasma cutting is to maintain a constant distance between the nozzle and the metal being processed (usually 1.6-3 mm) - this affects the stability of the working arc and the quality of the cut. However, there are special guides for hand-held cutters on sale, which greatly facilitate the work process and increase productivity.
Photo 9. Guide device for maintaining a constant gap between the nozzle and the workpiece.
During operation, the cutter nozzle should be located perpendicular to the metal being cut or at a slight angle (deviation up to 10-50°) when cutting materials with a thickness of up to 25% of the maximum allowable for specific equipment. This technique will minimize the risk of deformation of thin-sheet workpieces.
Plasma cutting techniques
CNC plasma cutting machines can be equipped with various additional functionality and systems. One of the most useful is automatic height control, since the gap between the nozzle and the material being processed affects the bevel of the edges. As the distance increases, the bevel angle also increases, and as the distance decreases, the service life of the electrode and nozzle decreases. Cutting while maintaining a constant height has a positive effect on the quality of edges and the service life of consumables.
The speed of movement of the plasma torch during operation should ensure that the cutting angle of the lower edge from the upper edge is no more than 3-5°.
When developing control programs, the technologist is recommended to adhere to the following requirements to ensure minimal deformations:
- The holes are cut first.
- Cutting blanks starts from one edge, sequentially moving from one part to another in the direction of the opposite edge.
- When developing cards for cutting a set of workpieces, combined cuts are used, in which the cutting line cuts 2 parts at once.
- Long blanks are located closer to the edge of the sheet, from which cutting will begin, and short ones - closer to the middle and the opposite edge.
- Cutting workpieces more than 3 m long and more than 0.5 m wide is performed from the corner, and starts from the long edge.
- The parts that occupy most of the sheet are cut out first.
Photo 10. The process of cutting out a part
Types of plasma welding machine
Due to its high popularity on the market, the device was refined and improved from year to year. For this reason, many models and varieties of the unit have appeared.
There are several parameters by which this tool is classified.
According to combustion methods, they are usually divided into:
- Direct action devices. This is the most popular model, because here the functioning process occurs with the help of electrodes. And the plasma arc is created directly in the gaps from the electrode to the part being welded.
- Devices of indirect action. A less common type that has the ability to regulate plasma action. This procedure occurs by regulating the supply of gases.
Based on capacity indicators, we can distinguish:
- A tool that operates at low current levels. A current of up to twenty-five Amperes is used here.
- A unit that operates at medium power (up to one hundred and fifty Amperes).
- Devices operating at high power levels. These are professional welding units that use a current exceeding one hundred and fifty Amperes.
Application of settings
Due to high technological flexibility and productivity, CNC machines for plasma cutting are used mainly by large and medium-sized factories for the production of industrial equipment, metal structures, etc.
Plasma equipment with numerical control is used for cutting the following metals:
- Carbon steels - usually when cutting sheets up to 40-50 mm, compressed air is used, as well as nitrogen, mixtures based on nitrogen and oxygen.
- Low-carbon - for thicknesses up to 40 mm, compressed air is most effective, but when cutting rolled metal with a thickness of more than 20 mm, nitrogen and nitrogen-hydrogen mixtures can be used.
- Stainless steel - nitrogen is used (up to 20 mm), mixtures of nitrogen and hydrogen (up to 50 mm). Compressed air may be used.
- Steels with a high content of alloying elements - for thicknesses of 50-60 mm, air plasma cutting is used; for thicker sheets, nitrogen-oxygen mixtures are recommended.
- Copper and its alloys – compressed air is suitable for processing rolled metal of small and medium thicknesses. When used, a burr is formed on the edges, but excess metal is easily removed from the surface. Nitrogen is suitable for cutting workpieces with a thickness of 5 to 15 mm. Brass is cut with the same gases, but at higher speeds (up to 20-25%). It should also be taken into account that copper has high thermal conductivity and heat capacity, so work requires a more powerful arc than for processing steel.
- Aluminum and alloys based on it - compressed air is usually used exclusively for separation cutting with the obligatory subsequent machining of parts. At the same time, high-quality cuts are possible only when cutting products up to 30 mm thick at an operating current of up to 200 A. Also, for cutting sheets up to 20 mm, nitrogen can be used, from 20 to 100 mm mixtures of nitrogen and hydrogen, more than 100 mm - argon-hydrogen mixtures .
Photo 11. Cutting blanks from aluminum sheet
Types of plasma cutters
Plasma torches for plasma cutting of metals are produced in different modifications according to the type of cutting, arc ignition, and with different operating parameters.
Plasma cutters by cutting type
Based on the type of cutting, a distinction is made between manual machines and automatic CNC machines. It all depends on the work being performed and the maximum thickness of the metal being cut.
Plasma cutters for manual cutting
Plasmatrons for manual cutting are used in various industries - from small auto repair shops to industrial enterprises. The cutting process involves manually operating the cutter – i.e. The cutter independently regulates the cutting speed.
Photo 10. Manual plasma cutting
The manual cutting process does not provide as much precision and productivity as the automatic one. However, the devices are more compact, which makes them possible to transport. Inverter devices can even be carried manually, since their weight does not exceed 15-20 kg.
Plasma cutters for automatic cutting
Plasmatrons for automatic cutting differ in design - it depends on the type of equipment on which the device will be installed. The automatic cutting process is characterized by increased productivity; it is usually performed on a special table on which sheets of the metal to be cut are laid. There are also portable machines for cutting small workpieces. They are controlled by CNC (computer numerical control), which minimizes the human factor.
Photo 11. Automatic plasma cutting
Main advantages:
- high cutting speed;
- increased accuracy and quality of cut;
- automated adjustment of operating parameters (current strength, gas pressure, distance between the nozzle and the workpiece) taking into account the thickness and grade of the metal.
Plasma cutters by type of gas used
Plasmatrons work with different gases - inert, reducing, chemically active and mixtures thereof. They are selected depending on the grade of metal being processed:
- Compressed air – ferrous metals and copper up to 60 mm thick, aluminum up to 70 mm.
- Nitrogen – aluminum and copper up to 20 mm thick, low-carbon low-alloy steels up to 30 mm, with a high content of alloying elements up to 75 mm, brass up to 90 mm, titanium of unlimited thickness.
- Hydrogen nitric – copper, aluminum and their alloys up to 100 mm thick.
- A mixture based on nitrogen and argon - highly alloyed materials up to 50 mm thick.
- Argon and hydrogen – high-alloy steels, aluminum and copper alloys up to 100 mm thick.
Plasma cutters based on arc ignition type
Produced with direct and indirect action arc. A direct arc is excited as a result of the flow of electric current between the cathode (non-consumable electrode) and the anode, which is a metal workpiece. An indirect arc is ignited between the cathode and the nozzle, but such devices are used much less frequently.
Figure 12. Schemes of direct and indirect plasma torches
Plasma cutters by cooling type
Cooling of plasma torches can be of the following types:
- Water - mainly professional modifications are equipped that work continuously for a long time. The circulation of liquid in them is ensured by a special pump.
- Air – equipped with semi-professional and household models. The internal elements of the burners are cooled by the passage of compressed air or gas through the channels. Such devices have a lower duty cycle and require breaks during operation.
Types of machines
Plasma equipment with numerical control is produced in several types:
- Portable – installations of relatively small size, on which you can cut rolled metal of limited dimensions. Typically, the width of their working area is 1.5-3 m. If desired, such devices can be moved within the workshop or to another production site or facility.
Photo 12. Portable plasma cutting device
- Stationary – powerful automated lines with a coordinate table width of up to 8 m. They are installed permanently, movement is possible only with prior dismantling using special lifting equipment.
Photo 13. Stationary machine
Classification of plasma cutters
Before choosing a plasma cutter, it is worth talking about different types of equipment suitable for solving certain problems.
Plasma cutting equipment, depending on the scope of application, is divided into:
- Transformer - capable of cutting sheet metals up to 4 cm thick.
- Inverter , more economical, but at the same time more efficient (its efficiency is 30% higher than that of a transformer), with which you can cut metal up to 3 cm thick. The advantages of inverter equipment for plasma cutting are compactness, allowing it to be used in hard-to-reach places, as well as stable arc burning.
How to choose a plasma cutter depending on the type of cutting? The equipment must be suitable for the type of task at hand. There are two types of equipment:
- For manual cutting – suitable for cutting workpieces of small thickness (0.1–1 cm). Such equipment is used in domestic conditions or in small workshops for the manufacture of doors, gates, wickets, barbecues, and is also suitable for cutouts for locks and hinges, bent boxes, etc. More expensive devices can work with workpieces 1–3 cm thick. The advantages of manual plasma cutters include mobility and ease of use.
- For automatic cutting - in these devices, the cutting heads move on portal or cantilever brackets. Control is carried out by CNC. Cutting can be carried out with 2–4 heads simultaneously. Such equipment is used for cutting workpieces with dimensions from 1x1 to 3x30 m. Sufficient space is required for their installation; it is difficult to transport automatic equipment for plasma cutting.
Plasma cutting equipment is powered by air that is saturated with ions in an electric arc and converted into plasma.
VT-metall offers services:
When thinking about which plasma cutter is best to choose, you should familiarize yourself with the types and features of equipment depending on the type of gas used:
- Equipment operating on compressed air is considered household and semi-professional. Its advantages include low cost, inexpensive maintenance (nozzles and a compressor are required, you don’t have to buy other expensive parts), ease of operation (you only need to adjust the current), and versatility. Small plasma cutters are capable of cutting workpieces no more than 1 cm thick, while more powerful ones are suitable for working with parts 1.2–2.5 cm thick.
- Powerful plasma cutting machines used in large enterprises producing large volumes of products operate on argon, oxygen, nitrogen or mixtures thereof. Such settings must be adjusted before cutting, but their speed is higher, the cutting itself is more accurate, and they can be used to perform complex processing of workpieces. When working with such equipment, you will have to regularly purchase compressed gas cylinders.
Depending on the method of exciting the electric arc, plasma cutters are divided into:
- Contact . This type of ignition is equipped with household inverter installations. To initiate the arc, it is necessary to touch the workpiece with the plasma cutter nozzle. The advantages of the equipment include the simple design of the burner and, as a result, rare breakdowns; the disadvantages are the appearance of scale on the nozzle.
- Pneumatic . The arc occurs when gas is supplied, without contact with the workpiece. A plasma cutter is optimal for making small cuts in different parts of a part. The advantages of the equipment are savings in nozzle life, increased productivity.
- High-frequency (HF) , in which the electric arc is activated by a high-frequency pulse that occurs between the cathode and anode located in the nozzle. The arc becomes cutting when the torch approaches the workpiece. This type of ignition leaves no electrical traces at the start of the cut.
How to choose a plasma cutter depending on the type of cooling? It could be:
- Air – used in household and semi-professional equipment. The heat from the burner goes into the surrounding air. Oxygen or inert gas is used to cool the internal channels. Inside the case there is a fan that blows air over the transformer and rectifier unit. It is necessary to take breaks during operation, otherwise the nozzle may melt.
- Liquid – used in industrial equipment. To cool the plasma cutter, distilled water mixed with ethyl alcohol is used. It circulates in special channels into which it is pumped. There is no need for interruptions when operating the equipment, so large orders are carried out with its help.
Finally, plasma cutters differ depending on the electrical requirements. For household models, a voltage of 220 V is sufficient, for professional ones - at least 380 V. A regular network may not be able to withstand installations with a power of more than 4.5 kW. Therefore, before choosing a plasma cutter, you need to make sure that the network can handle the load. It should also be taken into account that in addition to the installation itself, electricity is required for the operation of the compressor.
Cost of CNC machines
Prices for CNC plasma machines vary widely. It all depends on the type and technical characteristics of the equipment, functionality, and overall dimensions of the working area.
The cost of a full-fledged automatic line starts from 1.5 million rubles. However, for most machines, the price is determined upon request, taking into account the individual needs of the customer, the expected types of work, installation configuration and other parameters.
Additionally, the total price may include costs for auxiliary equipment (compressors, ventilation system), as well as services such as installation, commissioning, personnel training, maintenance, etc.
By what characteristics to choose
For a high-quality and correct selection, you should consider those characteristics that will greatly affect the operation of the entire unit. This list includes:
- Power supplies. Here you have the opportunity to choose a tool with a transformer and inverter type of power supply.
- Methods of electrical connections. You can choose a device with contact and non-contact types.
- Types of ignitions. There are models on the market with contact-type ignitions, pneumatic and high-frequency.
- Types of cooling system. There are air or liquid cooling systems.
- Type of welding. You have the opportunity to choose a device that works using conventional and non-consumable electrodes.
- Type of control. There are automatic and manual controls.
- Indicators of service life.
- Price.
Of course, it is worth understanding that the choice of such a tool should be based on the purpose and scope of application.
Equipment Manufacturers
Today, plasma CNCs are produced by both foreign and domestic manufacturers. There are cars on sale in different price categories, but what costs more is not always of higher quality.
The domestic manufacturer PURM develops and produces CNC plasma machines taking into account the harsh Russian operating conditions. Equipment of this brand is successfully used by enterprises in central Russia and even in the Far North.
Photo 14. Equipment of the domestic manufacturer PURM
The company is engaged not only in the manufacture of installations, but also in the supply of spare parts, consumables, and components. If desired, you can order installation supervision, commissioning, and post-warranty service.
Plasma Welding Machine Manufacturers
There are a lot of high-quality and not so good brands on the market.
To avoid purchasing a low-quality product, pay attention to:
- ESAB - Sweden.
- Blueveld - Italy.
- Telvin - Italy.
- Grovers - Russia.
- Fubag – Germany.
- Aurora - China.
- FoxWeld - Italy.
How to choose a CNC machine?
To choose the right CNC plasma machine, you need to decide on the following points:
- Types of work - only straight cutting or with the possibility of cutting out parts of complex configurations.
- Maximum dimensions of sheet metal - the dimensions of the working area of the coordinate table depend on this.
- Maximum Material Thickness – Determines the wattage rating of the power source and the type of cutting gas used.
Photo 15. Cutting out a single part
One of the main characteristics of the equipment is the on-time (or duty cycle). This parameter determines the intensity of operation, namely the time period during which the machine can operate without interruptions for cooling.
PV is indicated as a percentage - if the on-time is 80%, this means that during a 10-minute operating cycle the installation can operate for 8 minutes at maximum loads. If this norm is exceeded, it may overheat and fail. However, most industrial CNC plasma cutters have a 100% duty cycle and are therefore designed for continuous operation throughout the entire work shift.
An equally important characteristic of the installations is the current supplied by the power source - it is this that determines the maximum thickness of the processed metal.
Plasma cutter device
A modern plasma cutter, regardless of its size, consists of several elements that are required:
- burners;
- power supply;
- ground cable;
- compressor/compressed air cylinder.
It is also possible to supplement the device with additional components to make work more convenient. These include a display, various protection systems and much more.
Major machine breakdowns
When operating CNC plasma machines, there are no particular problems with their performance. However, there are several factors that can contribute to the equipment not functioning properly:
- A short circuit in the electrical network can cause the main control boards to burn out.
- Voltage fluctuations, if they exceed the range established by the manufacturer, can also lead to failure of electrical components.
- Physical wear of mechanisms or excessive exceeding of the established service life of parts.
Photo 16. Cutting thin sheet metal
Any malfunctions in the operation of the plasma cutter can be eliminated in a short time, but it is better to perform timely maintenance, change parts with high wear and consumables. This will ensure its stable operation, high productivity and cutting quality.
Pros and cons of a plasma welding machine
Experts have studied this instrument inside and out. Therefore, they identified several advantages, including:
- Fast and high-quality welding and cutting process.
- Compatible with many types of metals.
- Ensuring high precision work.
- Low danger.
- Quite easy to use.
And the list of disadvantages includes:
- Inability to work with metals that have a thickness of more than one hundred millimeters.
- Inability to connect two burners to one unit.
- High demands on the availability of powerful and stable electrical networks.
What consumables are needed?
For plasma cutting machine
On plasma it is necessary to change nozzles, electrodes, protective screens, and casings. And on the laser there are only lenses and a nozzle.
For laser machine
But when working on a laser machine, it is necessary to change the lens and nozzle every two weeks. The lens costs 700 rubles, the nozzle costs 900 rubles.
The maximum monthly payment for consumables for a laser machine will be 3,200 rubles.
So let's summarize.
How is laser cutting different from plasma cutting?
Let's first look at the operating principle of plasma and laser equipment.
In simple words, metal melting during plasma cutting occurs due to the arc. That is, under the influence of air.
In the case of laser cutting, plasma cutting melts the metal due to a focused laser beam.
Buy the best manual cutting machine and don’t go wrong
The choice of a manual plasma cutting machine is complete , and you have taken into account all the above recommendations. This approach allows you to quite clearly formulate your requirements for equipment, but at the very end of the road you will need to answer the question - which manufacturer to give preference to.
In our opinion, the determining factor is the budget in which you intend to implement this project. After all, no matter how “best of the best” the equipment is, if its cost is not acceptable at the moment, the choice will be determined by this indicator. Now, if we give a brief overview of the plasma cutting equipment market, it is definitely formed and there are undisputed leaders with a half-century history and hundreds of unique patented technologies. Without beating around the bush, the leaders in this segment represented on the Russian market are Hypertherm and Kjellberg - companies that are located in the upper price segment and deservedly have a reputation for companies producing equipment of the highest quality and reliability.
Equipment in the mid-price segment includes other European companies that have a foothold in the Russian market and can meet the requirements that we reflected at the beginning of our review. Additionally, you can pay attention to domestic developments in the field of plasma cutting, which do not claim to be unique and “highly advanced”, but nevertheless find application in various industries. In any case, the choice is yours, since only you can make the best decision, and only you will be fully responsible for it. We just tried to make the choice of this product easier in some way. We wish you good luck and all the best.