GOST 21474-75
STATE COMMITTEE OF STANDARDS OF THE COUNCIL OF MINISTERS OF THE USSR Moscow
DEVELOPED, INTRODUCED AND PREPARED FOR APPROVAL by the All-Union Scientific Research Institute for Normalization in Mechanical Engineering (VNIINMASH)
And about. Director Gerasimov N.N.
Topic leader and performer V.P. Piven
APPROVED AND ENTERED INTO EFFECT by Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated November 24, 1975 No. 3571
UDC 621 At—408.8(083.74] PO Group
STATE STANDARD OF THE USSR UNION
STRAIGHT AND MESH RIFLES Shape and main dimensions
Straight and diamond knurl. Form and basic dimensions
OST 26B16 n OST 26017
Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated November 24, 1975 No. 3571 established the validity period
from 01.01. 77 until 01.01. 87
Failure to comply with the standard is punishable by law
1. The shape and main dimensions of the corrugations must correspond to those indicated in the drawing.
Corrugation profile in direction A
2. Chamfer - according to GOST 10948-64.
3. The pitch of the corrugations P, mm, should be selected from the rows: straight—0.5; 0.6; 0.8; 1.0; 1.2; 1.6;
mesh—0.5; 0.6; 0.8; 1.0; 1.2; 1.6; 2.0.
An example of a symbol for straight corrugation with a pitch of P = 1.0 mm.
Corrugation straight 1.0 GOST 21474—75
Reproduction prohibited Standards Publishing House, 1976
The same, for mesh corrugation with a pitch of P = 1.0 mm:
Corrugation mesh 1.0 GOST 21474—75
4. The height L, angle a and the dependence of the corrugation pitch on the diameter D and width B of the rolling surface are given in the recommended appendix.
APPENDIX Recommended
HEIGHT hf ANGLE a AND DEPENDENCE OF RIFLE PITCH P ON DIAMETER D AND WIDTH IN THE ROLLING SURFACE
1. Corrugation height h: for steel 0.25–0.7 R;
for non-ferrous metals and alloys 0.25-g 0.5 R.
2. a = "70° for corrugations on steel, i = 90° for non-ferrous metals and alloys.
3. The dependence of the pitch P on the diameter and width of the rolled surface is indicated in table. 1 and 2.
The surface deformation processing process has become widespread in industrial production. The turning knurling method is based on the plastic qualities of the metal. This makes it possible to obtain residual deformation without compromising the integrity of the material. This method makes it possible to simplify processing, reduce the amount of waste, and comply with GOST.
GEAR CUTTER
The cutting gear is held at an angle to the workpiece by an adjustable holder. When it comes into contact with a rotating workpiece, it also begins to rotate, leaving spiral lines on the material. By changing the angle, you can change the pattern of these lines.
Set the rotation speed to 800-1500 rpm (the slower the workpiece rotates, the easier it is to control the result). Place the flat side of the holder on the tool rest and guide the cutting wheel along the radius of the workpiece at center level. To make the pattern shown in the pictures, we tilted the wheel one notch to the left (relative to the tool handle). You can move the tool along the tool rest to increase the width of the pattern. Such a wheel works not only on end surfaces, but also on those formed by longitudinal fibers.
SPIRAL CONETS
The pattern is created using a high-speed steel head that rotates freely in the handle of this tool. The kit includes a spherical and teardrop heads that create different patterns on convex, concave and flat surfaces, as well as a cylindrical head that is only suitable for flat or convex surfaces.
The photo shows a spherical head. Set the rotation speed to 800-1200 rpm, turn on the machine and, holding the tool horizontally at an angle to the turning axis, touch the surface at the level of the center of the workpiece. Holding the cutter firmly against the workpiece, move it slowly and evenly from the center to the edges to apply the design in one pass. Do not make backward movements. You can further decorate the applied design by making thin grooves inside and outside the ring with the tip of the cutter.
Purpose and types of files
- Flat. They are good for cleaning even parts of workpieces.
- Tool with square section. They are convenient for fitting parts with internal square or polygonal holes.
- Semicircular. Suitable for grinding concave surfaces with large diameters.
- Round. They will help to expand the hole of a small radius, and, if necessary, give it a different shape, for example, make an oval or ellipse.
- Triangular assistants are used for working with parts with sharp corners up to 60°.
- There are files with a rhombic shape. The angle between the working planes of such a tool is smaller than that of triangular “colleagues in the workshop”. They are used to process parts inside sharp corners. For example, for sharpening a fine-tooth hacksaw.
Advantages of a file
It is easy to use and cheap to purchase. If you use a power tool, for example, for sharpening, such a device will be difficult to use.
A tool sharpening machine will provide precise angles and high quality work, but it costs a lot of money.
Purchasing such a machine for rare use is not practical. A file can be used to process parts in hard-to-reach places. For example, holes of varying complexity.
Exterior surfaces with many angles and curves. Its performance does not depend on the availability of electricity. The file is relatively safe. Does not scatter chips, does not throw sparks, does not have dangerous rotating elements.
A file, unlike an electric tool, removes a small layer. Therefore, it is more difficult for them to spoil the workpiece. If precise fitting of two parts is required, a fine-tooth file should be used. Another classification of files is based on the density of the cuts.
Guess the riddle:
My new girlfriends are shiny and light, And they frolic with me on the ice, And they are not afraid of the frost. Show answer>>
My white brother lives in the ice and eats sea fish, and I love bee honey and wild berries. Show answer>>
My first syllable is rightfully reputed to be the most agile of all - He is very quick on hand, foot and in action; My second syllable is the fruit of the circle of decisions - Her with the diameter of legal relations. My third syllable is an abstractly named man, No skin color, no surname, no rank. Putting them together, you form a creature, Which you would sooner die than kiss. Show answer>>
How does the process itself happen?
Rolling can be done on any lathe with a powerful tool holder. This type of equipment ensures fast and most accurate transfer of the desired pattern onto the part.
Preparatory work
Preparation begins directly with the installation of knurling in the tool holder. The process itself is similar to fastening the cutter - the holder is completely fixed with bolts, the overhang of the working part is minimal. Before starting work, the rollers are cleaned with a special brush. This is necessary to remove metal dust.
Important! The tool must be installed strictly in the center. There is no need to leave an allowance for knurling
The size and shape of the part does not change after corrugation
There is no need to leave an allowance for knurling. The size and shape of the part does not change after corrugation.
Direct knurling
The part is mounted in a three-jaw chuck. The roller is located parallel to the surface being processed. The optimal spindle speed is from 40 to 100 rpm.
With a manual cross feed, the tool is brought to the workpiece, lightly touching it. Next, the knurling is pressed into the surface of the part by 0.5-0.8 mm (must be marked on the cross-feed dial). Afterwards, the tool is fed longitudinally at a speed of 1-2 mm/rev. The roller can be fed automatically or manually.
When the tool passes the specified length, it is necessary to go deeper again by 0.5-0.8 mm and turn on the longitudinal feed in the opposite direction. First you need to make sure that the teeth of the tool fit into the notches already made.
The number of approaches depends on the material being processed. In most cases, it is necessary to run the video 4-7 times. Sometimes the desired pattern is obtained the first or second time.
Reference! After each pass, the workpiece is lubricated with spindle or machine oil, this ensures better surface quality.
Final revisions and verification
You can check the correctness and quality of knurling only by eye. If the corrugation is uniform and without defects, the part can be removed.
Safety precautions
To avoid injury, it is necessary to firmly secure the knurling in the tool holder. When the tool is pressed strongly, non-rigid parts may be pressed out. For such products it is better to use more passes. The edges of the product must have chamfers of sufficient size so that burrs do not remain.
Long parts are fixed at the rear center. The quill overhang should be minimal.
Rolling is used to form a grooved surface on a part. The operation is performed on a lathe with minimal time, so this method is advisable to use in mass production. The knurling pitch is selected depending on the material, size, and purpose of the products.
Scope of application
Rolling taps can be used when processing workpieces made from the following materials:
- Ferrous and non-ferrous metals.
- Aluminum, copper or zinc.
- Lead alloys.
- Stainless or low carbon steel.
- Bronze with a predominance of copper.
Knurl taps are used when working with through or blind holes. Thanks to the special shape of the working part, the cross-sectional area when the part comes into contact with the tool is significantly increased, which eliminates the possibility of jamming. To extend the service life, the surface of such products can be coated with a protective layer. The most commonly used technologies for this purpose are nitriding and oxidation. The greatest efficiency of chipless rolling taps is ensured when they are used on metalworking machines equipped with self-centering chucks.
Types
O-rings Often used when the mating part is plastic. The rings provide easy connection, but the tabs make it difficult to separate the components. Linear Knurling Used with mating plastic parts, linear knurling provides greater curl to the components. Diamond knurling A hybrid of annular rings and linear knurling with a diamond shape. It is used to better grip components and is the most common type used for everyday items. Direct knurling
What is a file and what is it for?
A file is a universal metalworking tool. Allows you to solve a whole range of problems.
- Cleaning parts from rust.
- Removing dirt and paint from the surface of parts.
- Bringing the workpiece to the required size.
- Tool sharpening.
- Cleaning power contacts of electrical equipment from carbon deposits.
- Surface grinding.
What is such a tool? This is a small piece of metal with notches. At one end there is a shank for a handle made of wood or plastic.
When making files, they are guided by GOST 1465–59. It regulates the use of a certain type of metal in the production of these products:
- alloyed chromium steel (grade ШХ 15 or 13Х);
- improved unalloyed steel (grade U10A or U13A).
For high-quality processing of metal parts, there are metal files. Types of notches allow you to solve a wide range of problems. This includes processing not only high-strength alloys, but also working with ceramics, plastic, wood, rubber or leather. The requirements for precision and cleanliness of processing are also different.
Which notch to choose
- Simple (single). Suitable for processing soft metals or plastics. Such material is easily removed and can quickly clog the space between the notches. But not in this case.
- File with cross or double cut. Used for working with parts made of hard alloys. For example, cast iron, bronze.
- Rasp, dot notch. Based on the type of tooth, such a tool is called a rasp or hog file. It is always large in size (250–350 mm). Has a large notch. The shape is classified as semicircular, round or flat. Good for working with rubber, leather, wood. Not suitable for precision machining and grinding.
- There is an arc type of file notches. Used for processing wooden parts.
GOST 1465–59 regulates six numbers of notches:
- Large. These are No. 0 and 1. Used for rough surface treatment. Such a tool, also called a bastard file, removes a layer 0.05–0.1 mm thick in one pass. Not suitable for precision machining.
- Notches No. 2 and 3 allow you to work more accurately. Removes a layer of 0.02–0.06 mm. The processing accuracy will correspond to this parameter.
- Finish adjustment of the size is possible with notches No. 4 and 5. An accuracy of 0.01–0.005 mm is possible here. This is how much material is removed from the workpiece in one pass of the tool.
Now you can see that you can do quite a lot of work with this tool. It is unpretentious and versatile. Indispensable where a power tool is “powerless” and is always ready to help out a master in a difficult situation.
How to make a file handle
The handle of the tool should be comfortable. It’s easy to make with your own hands from wood. The sequence is:
- Plan or turn the handle on a lathe. Each master selects the size and shape individually. It should fit well in the locksmith's hand. The wood is taken dried, of medium density, non-fragile. The best option is pine.
- Finally, place a metal ring where the file shank will be inserted. It can be made by cutting 1 cm from a tube of suitable diameter. Without it, when placing the handle on the shank, the handle will crack.
- Drill a hole along the axis of the handle from the side of the ring to a depth equal to ¾ of the length of the file shank. The drill bit should have a diameter of ½ of the average shank thickness.
- When inserting the handle, make sure that the axes of the two parts coincide.
Often it is necessary to process shaped surfaces with curves and sharp internal corners. To perform each of these works, select the appropriate tool, produced in accordance with GOST.
What tools are needed?
The devices are made primarily of tool steel. The tool consists of a holder to which rollers are attached. Depending on the size of the teeth on the roller, a fine, medium and large pattern is obtained.
Knurling rollers
Used to obtain a corrugated surface on a part. The roller is attached to a holder, which is inserted into the tool holder. Rollers can be single-sided or double-sided. To obtain a straight pattern, one roller is used. If mesh corrugation is required, a double-sided tool with the opposite direction of the pattern is used.
Important! The width and diameter of the roller are selected based on the size of the part.
Serrated
Used to form teeth on cylindrical parts. In most cases, the tool provides the required surface parameters in one pass.
Universal
They are used to form corrugations on handles, screws, as well as to form marks and notches on cylindrical products.
Standard balls
They are made mainly of hard alloys or hardened steel. Ball knurls are additionally equipped with a spring, which ensures uniform pressure on the part. You can adjust the force of pressure of the ball on the surface using a special screw. Balls are used for processing non-rigid parts.
Thread rolling
Produced by extruding metal from a workpiece. Special knurling rollers are used as a tool. Their profile and pitch correspond to the future thread. The rollers are secured into the tailstock quill, or held by the handles manually, as when working with dies.
Convenient hand tool for knurling
Metal handles of metalworking tools, gauge handles, and other parts (mostly cylindrical) often have a corrugated surface. This was done on purpose so that the instrument fits comfortably in the hands.
It is not difficult to roll such notches on parts and workpieces at home. To do this, you can use a homemade hand tool, which is designed for rolling grooves.
To make this device you will need a piece of round pipe, a steel plate, a square rod, a strip of metal, and also knurling rollers (three pieces). The author uses welding to connect parts.
Main stages of work
The first step is to cut two pieces of rectangular plate and drill two holes in them for the bolts.
Then you will need to make a triangular cutout in each of the blanks using an angle grinder or drill. The author welds two more pieces of metal along the edges of the two plates (you can also use pieces of a square rod).
Between two steel plates, the author installs two knurling rollers with notches, and secures them with bolts and nuts.
Tool assembly
At the next stage, it will be necessary to cut a piece of a round pipe and a blank of round steel that would fit into this pipe. You will also need a small piece of a hairpin, from which the master will make another part.
Next, a seat is made from small pieces of metal for the third knurling roller, which must be welded to a steel rod. On the other side of the round timber, using a grinder, a slot is made for the pin.
Then the remaining parts are made. All workpieces are welded together. At the last stage, a wooden handle is made. It can be coated with varnish or mineral oil.
Rolling process, types and purpose
Shaping during the rolling procedure is performed without producing chips. It consists in the fact that a tool (roller, cutter, etc.) is pressed into the body of the material and, due to surface deformation, a corresponding profile is obtained. As we can see, knurling is a cold method of processing the surface layer of a part in a process in which a mesh, threads, marks, notches and other roughness are formed without violating GOST.
This allows the surface of a number of parts (handles, handles, screw heads) of machines and devices to have roughness in the form of a certain corrugated pattern for ease of use. At the moment, two main types of turning knurling are practiced:
- formative;
- strengthening;
The first option is used in shaping teeth on wheels and shafts, threads on products, and applying scales on devices. Hardening rolling of the surface of the material is used to increase strength and wear resistance. During lathe rolling, a hardening is formed on the surface of the workpiece, which helps to improve the performance properties of the material, and GOST is maintained. In this way, plastic deformation of shafts, bushings, axles and other products is performed.
The turning knurling procedure is carried out quickly, and taking into account the additional properties obtained, the production of such parts in mass production becomes economically profitable. The turning knurling method is used for crafts due to increased requirements for the performance characteristics of equipment: strength, high productivity, speed, accuracy and other qualities. This method is used only on crafts with a pre-prepared surface.
Types of knurling rollers for corrugation
Hardening of the surface layer is required to improve the performance characteristics of parts, as required by GOST. After turning, they are less sensitive to damage from fatigue, wear resistance and anti-corrosion abilities increase, microcracks and risks are removed. The workpiece acquires the desired size and shape. Lathes are most often used to perform this type of work.
Design and parameters of knurling rollers
Knurling rollers are cylindrical disks made of alloy steel grades, on the surface of which there is a certain type of thread or ring-type turns. The dimensions of the knurling roller depend on the following factors:
- type of rolled thread (single or multi-start);
- rolling method (tangential, axial, radial);
- applied thread rolling equipment (semi-automatic, automatic, head).
The tangential rolling method is highly productive and is performed by feeding two rollers, each of them having its own peripheral speed, at the same speed or in special centers. There are cylindrical and backed knurling rollers. The latter, in addition to intake and calibrating elements, also have a discharging element, which speeds up the cutting process and makes it possible to process 2 workpieces simultaneously or apply it on both sides. The axial rolling method is used when it is necessary to roll threads onto a workpiece of large length. The most common knurling method is radial. In this case, cylindrical rollers are used for rolling external and internal threads. They must comply with the requirements of GOST 9539-72. Most often, products with mounting holes of 45, 54, 63 or 80 mm are used.
The material for the manufacture of rolling tools is steel, which contains chromium, vanadium, molybdenum and other refractory elements: Kh12M, Kh6VF, Kh12F1, 6Kh6V3MFS, R18, R6M5, R18. In this case, the surface hardness should be within 58÷61 HRC. The knurling roller can withstand pressure up to 1400 MPa, while the manufacturing accuracy is 0.1 mm.
The main parameters of the product are as follows:
- diameter of the external thread profile, indicated in mm;
- internal diameter along the depressions;
- profile angle in degrees;
- width;
- groove dimensions - width and depth;
- thread pitch and length.
“On-pass” knurling technology
Special technique for forming long threads over 250 mm. Features of this method include axial feeding of the workpiece, as well as the formation of a lifting angle at the rollers along the screw line relative to the knurling contour. If we talk about the machines used, then the optimal one would be a unit with an inclined spindle, the design of which will allow the use of roller segments with ring threading. The screw configuration will also be varied - left and right, single and multi-start profiles with strict adherence to a certain pitch are possible. The maximum rolling diameter of this type of thread reaches 200 mm with a pitch of 16 mm. In practice, threaded rods with trapezoidal or metric profiles are often made in this way. To achieve high processing speeds, the machines are equipped with a special transmission, the outboard bearings of which are forcibly lubricated by a built-in mechanism. This allows you to achieve a rotation speed of about 600 rpm.
Quality control
To ensure that the workpiece has been processed correctly, it is necessary to use thread templates. With their help, the thread pitch is checked.
But for a comprehensive assessment, a thread gauge is used. For convenience, it is installed in a rack and adjusted according to a standard or template, then the movement of the part itself is checked.
You can also use the simplest and most commonly used method. Take a nut or bolt and scroll it over the completed part.
If scuffing is noticeable on the thread as you move, or more effort needs to be applied, then you have made an error in your work. Now you already know how to use a lathe to make various nuts, bolts or threaded connections.
It is important to remember that such parts require great care and tenderness with each pass, and even quality control. It’s better to spend more time on work than to ruin several pieces later
Etymology
Knurling conditions
and
rolled
from earlier
Knur
"Knot in a tree" and miniature
-le
, from Middle English
Knaur
or
Knarre
Knot in a tree;
twisted stone; rock. It comes from Old English cnearra
but the vowel in Middle English may have been influenced by Old Norse
Knǫrr
"Trader ship", known as
closer
in Old English.
Modern gnarled
is a reverse formation of
gnarled
which is itself first attested in Shakespeare's works and appears to be a variant of
knurled
.
Features of the rolling process
View gallery The technology refers to varieties of transverse knurling, but in this case the emphasis is on the use of rollers in relation to cylindrical workpieces. The method also focuses on the principles of extruding a screw profile, which allows for a softer thread formation, adhering to the technical specifications down to the smallest dimensional parameters. The features of the thread rolling process include the following:
- No destruction of the internal structure of the metal workpiece. This also applies to corrosion-resistant, heat-resistant and special types of steel. It is the soft deformation effect that eliminates unwanted processes of excess pressure on the metal.
- The outer layers of the workpiece are strengthened, and the load capacity of the element increases.
To these advantages it is worth adding the characteristics of the screw profile itself. Due to the sliding of the knurling, the relief surface acquires optimal hardness and roughness with a microstructure favorable for contact with the texture of adjacent surfaces.
Knurling with holders and cylindrical heads
This equipment is used in combination with a cylindrical non-driven tool. Universal metal-cutting units can be used as operating equipment. For example, as a machine for rolling threads with holders and cylindrical heads, lathes, turning-turret and spindle automatic machines can be used. The main technological feature of the use of the equipment itself can be called the completeness and high accuracy of the process. The same heads provide finishing capabilities that support high demands on thread runout, alignment and stability. That is, after applying this operation, there is no longer a need for special modifications. But along with the advantages of using holders and heads for knurling, there are also disadvantages, which include low productivity, which excludes the possibility of using the method in large-scale production format.
Our turning equipment
- Leadwell F-1 turning center
More details
- Leadwell T-6 turning center
More details
- Dual spindle horizontal lathe
More details
- Screw-cutting lathe 1V625M with digital display
More details
- High Precision CNC Horizontal Lathe Center with Live Tool SMEC SL2000M
More details
- Interested in other types of equipment?
Easy rolling of grooves on pipes - REMS groovers!
Briefly about the technology of rolling grooves on pipes.
Modern requirements for the installation of pipeline systems have led to the creation of detachable coupling connections using grooves. Such a connection can withstand pressures that sometimes exceed those of welded and flanged connections. The greater the pressure of the liquid in the pipe on the cuff, the more reliably it seals the connection. Weldless pipelines are used in many high-tech industries, for the transfer of chemical fluids and in recycling systems. A special place is given to them when installing fire sprinkler systems.
GOST R 55430-20136. "Detachable pipeline connections"
establishes requirements to ensure industrial safety during the operation of detachable connections of process pipelines. This standard provides a unified approach to the design, installation and repair of grooved-rolling connections.
The main advantages of the groove joint are:
1. Detachable - easy installation and dismantling. 2. The absence of welding allows work to be carried out in fire and explosive areas. 3. The permissible pressure in the pipeline can reach 50-60 bar. 4. Withstands significant linear expansion. 5. They tolerate and dampen vibration very well.
To obtain a grooved-rolling connection, you will need to roll grooves on the pipes being connected, a collar and a fastening clamp.
For fast and high-quality rolling of grooves, REMS offers two types of grooving machines - electric machines fully equipped for rolling (Rems Collum RG and Magnum RG) and grooving machines (Rems) requiring the use of an additional drive. Rems Amigo and Rems Amigo 2 Compact thread-cutting dies are used as a drive.
Depending on the pipe material, various roller-counter roller rolling sets are used. The knurling rollers are made of particularly strong special steel and have an extremely long service life. The optimal roller/counter roller diameter ratio and large mesh notch guarantee reliable pipe rotation and precise groove rolling. The kits are available for ordinary steel pipes, with Cu marking for copper pipes, with INOX marking for stainless steel pipes, for aluminum and PVC pipes.
Rems groovers roll grooves on steel pipes with a diameter of 1 - 12 "(25 - 300 mm), on stainless pipes with a diameter of 2 - 12" and copper pipes with a diameter of 54 - 159 mm, aluminum pipes and PVC pipes with a diameter of 2 - 12 ".
The Rems Magnum RG groove roller can be easily converted into a thread-cutting machine using a special kit. The complete set includes a universal automatic threading head, BSPT 1/2″-3/4″(R/L) and BSPT 1″-2″(R) threading dies, pipe cutter, deburring device, feed lever, automatic cooling pump and lubricants, oil bath, chip tray. The ultra-stable Hercules XL 12″ support will help you perform high-quality groove rolling or thread cutting. It allows easy movement and rotation in all directions for pipes up to 324 mm in diameter.
Today, the most famous manufacturers of groove couplings (fastening clamp + cuff) are the companies VICTAULIC (USA) and DINANSI (Slovakia).
Source
Knurling of grooved surfaces
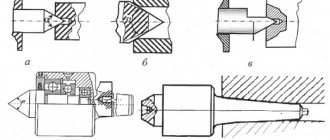
Types of knurling. The knurling, which is done on surfaces covered by the hand, can be straight (Fig. 217, a) and oblique - mesh (Fig. 217, b). Step S (Fig. 217, c) of direct knurling is done regardless of the material of the part, 0.5-1.2 mm. The pitch of oblique - mesh knurling on parts made of brass and aluminum is 0.6-1.2 mm, and on steel parts - 0.6-1.6 mm. The harder the material of the part and the larger its diameter, the larger the knurling pitch should be.
Fig. 217 Straight (a) and oblique-mesh - (b) knurling and their pitch (S)
Rollers for rolling. The roller for obtaining straight knurling is shown in Fig. 218, a. To obtain oblique - mesh knurling, it is necessary to have two rollers - with left (Fig. 218, b) and with right (Fig. 218, c) notches. The diameter of the rollers is usually taken to be about 20-25 mm, width - 10 mm. The angle α between the sides of the notch (Fig. 218, d) should be taken sharper for rolling hard materials (for example, for machine-made steel α = 70°) and more obtuse if the material of the rolled part is soft (for brass α = 90°).
Rice. 218. Rollers for straight (a) and oblique-mesh knurling - (b, c) knurling and the angle of their notch (d)
Rollers for rolling are made of steel grades U10A, U12A, KhVG, 5KhNM. Rollers made of high-chromium steel grade XE12 work very well.
Roller holders. The holder for the roller used in the formation of straight knurling is shown in Fig. 219, a. Roller 1 is located in slot 2 made in the holder and rotates on axis 3.
Rice. 219. Holder for one (a) and three pairs (b) of rollers
For oblique mesh knurling, you need to have two holders: one with a right roller notch and the other with a left notch. It is better, however, to use a holder with two rollers located one above the other. One roller should have a right and the other a left notch.
In Fig. 219, b shows a universal holder. On the axis 7 there is a cage 6 with three pairs of rollers 4 and 5, the notch of each of which has different steps.
Practice rolling. The knurling is obtained cleanly, without flaws or chipping, if the diameter of the surface prepared for knurling is divided without a remainder by the diameter of the roller. The rolling process is shown in Fig. 220. A holder with one roller is fixed in the tool holder of the machine. The part rotates in the normal direction. The rotation speed of a part made of mild steel should be 20-25 m/min, of a part made of medium hardness - 15-20 m/min.
Rice. 220. Rolling
Knurling to the required depth is obtained after several passes of the roller. The larger the knurling and the harder the material, the more passes must be made. For example, knurling with a pitch of 1.2 mm on a brass part can be obtained in 4-6 passes, and on a steel part - in 6-8 roller passes.
The longitudinal feed of the rollers when rolling parts with a diameter of 10-25 mm should be equal to 1-1.5 mm/rev, and for large diameters - 2-3 mm/rev.
During rolling, the tailstock quill must be extended as little as possible, and the rear center must be pressed tightly against the part, so it must be lubricated more often than usual. The knurling turns out cleaner and smoother if the knurled area is watered with machine oil.
After the rolling is completed, it is necessary to grind chamfers at the ends of the knurled surface - straight (A, see Fig. 217, a) or rounded (B, see Fig. 217, b).
Side mounting mandrel
The mandrel for lateral placement of the wheel must be milled from the side to obtain 2 grooves.
Then the workpiece is drilled for the axle.
A wheel is inserted into it. The second groove is needed so that later you can squeeze out the axle and change the worn roller.
The wheels of lighters have an asymmetrical pattern, so depending on the direction of rotation of the holder, the pattern will be different. The only exception is cantilever knurling. To change the direction of the notches away from it, you need to flip the roller the other way around. This may be necessary to provide greater grip on the knurled surface when it is rotated in a clockwise or counterclockwise direction.
Nuances of use
To perform the procedure, turning equipment is required - a machine. Before you start working, you need to set the speed on the equipment - no more than 100 per minute. Powerful models and professional machines are able to cope with the task at once. At home, you will need to roll the product several times.
There are four types of rolling:
- direct;
- corner;
- cross;
- semicircular.
The first two options involve the use of one knurling roller. To perform cross knurling you will need two pieces.
A special feature of rollers that perform semicircular rolling is a special semicircular groove with a radius where cutting occurs. To ensure that the part does not go beyond the edges during the procedure, the radius of the groove must exceed the radius of curvature of the part by approximately half the knurling pitch.
Other features of using knurling.
- When direct and cross knurling, it is necessary to take into account the dimensions of the chamfers, otherwise burrs will form on the surface.
- When knurling, the diameter of the product increases by an average of 0.5 knurling steps. This must be taken into account when choosing rollers.
- The knurling pitch is calculated based on several parameters: the diameter and characteristics of the material, as well as the length of the surface to be processed. For example, for hard materials it is worth choosing a large pitch. The same applies to parts with large diameter holes.
The thread rolling procedure should be started before finishing the surfaces of the part. This is explained by the occurrence of large stresses caused by the rollers, due to which the dimensions of the elements may change.
- Almost any machine equipped with a high-power tool holder will be suitable for the task.
- Before carrying out the procedure, the rollers should be thoroughly cleaned with a brush so as not to damage the surface of the material being processed.
Knurling is a complex process, before which it is necessary to take care of the preparation of tools, materials and assembly of the structure. To begin the procedure, you will need to install the roller into the holder. The following types are distinguished:
- floating head holder;
- one- or two-sided;
- U-shaped;
- V-shaped.
Universal models of machines make it possible to work with a pair of rollers at once, due to which it is possible to achieve a cross pattern. Other devices allow you to change the depth of the grooves, expanding the capabilities of the equipment.
Purpose of the operation
Knurling of corrugations ensures the formation of various patterns on the surface of metal products - marks, notches, meshes, etc. The operation is intended for:
- eliminating cracks, irregularities and other defects;
- increasing the resistance of the part to corrosion;
- improving the performance characteristics of the product.
Kinds
Metalworking involves the use of two types of knurling in lathes.
Shape-forming. Used when it is necessary to form teeth and threads. Mostly cylindrical parts are processed. Knurling is also used to apply notches to measuring instruments, which will later become measurement scales. In many industries, knurling is also known as gear rolling.
Strengthening. Using this technique, it is possible to increase the wear resistance of the product, thus extending its service life. Knurling also increases the strength characteristics of the processed element. During the processing process, cold hardening is applied to the surface of the material, thereby improving the performance properties. Hardening knurling is mainly used in the manufacture of fasteners, shafts or bushings.
The following types of rollers are distinguished.
Rolling. Elements are used to form relief on the surface. To achieve the desired result, it is necessary to install the roller into the holder, which will then be mounted into the tool holder. Knurling rollers are further divided into single- and double-sided. The former are in demand when forming a straight pattern, the latter are necessary for mesh corrugation.
Other meanings of this word:
- Control groove, a line on the surface for precise placement of parts to be joined
- Inspection line for parts
- Line on the scale
- Line on the instrument scale
- Mark on the blank
- Mark on the workpiece
- Mark on the metal surface.
- Notch on the blank
- Notch on the workpiece
- Notch on metal
- Mark on the wall of the vessel
- Marking on the workpiece
- Scribble mark on metal
- A thin line-notch on the metal..
- Line on a blank
- Line on the blank
Knurling with dies
View gallery
This technology, on the contrary, is successfully used in hardware production for the serial production of fasteners with normal accuracy. The use of flat dies is characterized by high productivity, while requiring the connection of equipment that is simple in design. This ensures both the reliability of the working process and versatility in the manufacture of parts of different standard sizes. For example, the range of diameters for thread rolling in this case will be 1.7-33 mm. The maximum thread length will be 100 mm, and the pitch distance is within 0.3-3 mm. One of the negative aspects of using dies is the low hardness of parts, since the equipment only works with materials whose tensile strength does not exceed 900 MPa. On the other hand, dies of special modifications make it possible to perform knurling on self-tapping screws and screws in one threaded pass.
Models of thread rolling equipment, main parameters
Let's consider the popular equipment and their brief description intended for thread rolling:
- "PEE-WEE." Among competitive equipment they are economical and reliable. The components and installation as a whole are made in Germany. Rolling pressure indicators are 5-60 tons. All series of technical equipment are equipped with automatic loading of workpieces that do not require human intervention and can work with profiles of considerable length. The equipment passport can be found on the World Wide Web.
- "PROFIROLL". The machines are made in Germany. They are marked by the elementary nature of the control system. They are easy to maintain and have a long service life. The passport of any equipment model is presented on the website. The thread rolling machine specializes in the production of self-tapping screws. The productivity of the device is more than 100 units per minute. The quality of manufactured self-tapping screws is not lost at high production rates. The model is characterized by its simplicity in control and reliability in operation. It is worth noting that this model of equipment is not very cheap, but quickly pays for itself, since construction products are in demand. The technical passport can be downloaded electronically.
- "ARM-40C". A unit for fittings used on construction sites all over the world. Its effectiveness is explained by the compact design parameters and the versatility of the conditions of use, that is, it can be used both directly on construction sites and on the floor slab. The device passport is presented on the World Wide Web.
- "KOMAND SNSH 12". The thread rolling machine is designed to create threaded rods using the thread rolling method. The productivity of the unit for hairpins is 3-120 sec/product and operates in automatic mode. Main advantages: CNC machine with the ability to program up to 40 variations of parts, configuration is carried out by staff - one person, quick payback of the equipment. Also an important positive side of the unit is adaptation to the technical needs of the customer.
Thread rolling machine PEE-WEE Thread rolling machine PROFIROLL
The cost of the machine is considered a barrier for the buyer. The initial price of a thread rolling system often becomes a problem for the consumer, since the cost of the unit exceeds the price of screw cutting equipment. But this drawback is easily overcome by technical and economic parameters, which require rolling of the threaded connection in the long term.