Primary requirements
Drills that are designed to produce centering holes are made from. According to the requirements of the regulatory document, this material must provide the following hardness parameters for the working part of the tool with a diameter:
- less than 3.15 mm – 63–65 HRC;
- more than 3.15 mm – 63–66 HRC.
A separate category of centering drills, the manufacturing material of which contains cobalt (5%) and vanadium (3%), must have a hardness that is at least one unit higher than the above parameters.
The diameter of centering type drills may have deviations, the limit values of which are also specified in the regulatory document:
- for tools with a diameter over 5 mm – +0.15 mm;
- 2.5–5 mm – +0.12 mm;
- 0.8–2.5 mm – +0.1 mm;
- up to 0.8 mm – +0.05 mm.
Geometric dimensions of center drills
The regulatory document also lists the requirements for the condition of the surface of drills belonging to the centering type: there should be no cracks, nicks, tarnished colors or rough spots on it. It is accepted that tarnish colors may be present in the area of the grooves - where the grinding wheel exits.
The standard also specifies criteria for failure of the centering tool, which for drills with a diameter of up to 3.15 mm occurs in the event of their breakage, and for a tool with a diameter of over 4 mm - in the event of wear of its rear surface by the amount specified in the relevant tables.
The difference in the width of the feathers must be within the following limits for drills with a diameter of:
- up to 3.15 mm - no more than seven hundredths of a millimeter;
- more than 3.15 mm – no more than one tenth of a mm.
Use in home workshops
In domestic conditions, combined centering drills are used mainly for making small holes and unscrewing stuck fasteners. In home workshops, designs with a diameter of 0.8 mm are used.
Before using this tool, it is necessary to perform its initial sharpening:
- Buy a tool for sharpening drills. Most often, electric machines with holes for drills are used to sharpen metal-cutting structures.
- Determine the diameter of the drill. To do this, you need to study the size tables, which indicate the diameter for each type of centering drill.
- Place the product in the appropriate hole in the electric machine. The sharpening process is carried out automatically, without human control.
- Remove the tool from the hole in the machine and clean it from excess chips and other types of contaminants.
If the geometry of the tool is disrupted during the sharpening process, the drill’s cutting speed and accuracy will decrease. This can lead to excessive heat generation and rapid wear of the product.
Also, before starting drilling, it is important to make a small recess of 3-5 mm in the part to center the tool.
The working area is located on the made recess. The procedure for making a hole should be done with a light feed and without unnecessary pressure. After the procedure is completed, the instrument is cleaned of dirt. For further use of the centering drill, it must be stored in closed containers (boxes or cases).
Tips for choosing
The choice of center drill will depend on the size of the hole to be made
The weight of the workpiece, which is fixed in the metalworking machine, is also taken into account. Standard sizes depending on the weight of the workpiece are regulated by GOST - the greater the mass of the part, the larger the drill diameter required
Each drill diameter has 2 design options, so its type is selected depending on the requirements for the roughness of the hole walls.
The combined centering drill is selected according to the requirements for the type of holes specified in the design drawings. To determine the quality of a tool, there are a number of items by which it must be checked.
Compliance with Rockwell hardness standards. The centering drill data is indicated in its technical specifications. A high-quality tool has an indicator of at least 63-66 HRC. Exceeding these standards leads to the fact that the drill will be fragile and short-lived. Low standards will cause the tool to become dull very quickly.
The drill corresponds to the declared diameter. You can check this with a micrometer. The elongated working blade of the drill is subject to measurement - and if its diameter exceeds the permissible error standards, it will not be possible to obtain a hole of a given size using this tool.
Determine the integrity of the product
This is especially important for its cutting part, as well as for the cone-shaped crown. There should be no cracks or gouges on the tool where the working surfaces are.
During operation, the drilling tool gradually changes the angle of the cutting inserts. This leads to a decrease in cutting speed and excessive heating of the drill. Over time, any drill requires sharpening, which must be done while maintaining the angle of inclination of the cutting part.
Additional requirements according to GOST for CA
Don't forget about the GOST rules:
- It is recommended to store tools in boxes or insulated boxes. There are no requirements for temperature, light, or humidity, since tool steel is a durable and chemically inert material. The only point is to minimize the contact of the spare part with water, as this will lead to corrosion (water may begin to react with iron, which will lead to rust).
- Parts can be transported by any transport of the choice of the owner of the spare parts - water, air, road, rail. For transportation, spare parts should be packed in boxes or insulated packaging that will protect the spare parts from contact with water. There are no requirements regarding the purchase/sale of parts, with the exception of labeling - it must be applied to each package of the product, the information must be reliable. Do the sale of goods in accordance with current Russian legislation.
Tricks at work
If it was not possible to remove the pin fragment with an extractor, then it was removed using a tap. To do this, I drilled out the hole drilled along the axis of the stud a little more and restored the thread with a tap. If the diameter of the hole drilled along the axis of the stud was chosen correctly, then when the tap passes, the remnants of the threaded part of the old stud are chipped and removed. The main thing is to correctly calculate the diameter of the hole. This is easy to do if you know the diameter and pitch of the thread. So, for example, for a thread M8×1.5 mm, you need to subtract the pitch value from the diameter of the thread (8 - 1.5 = 6.5 mm) and reduce it by another 0.5...0 .6 mm. That is, the drill should have a diameter of approximately 6 mm so that when drilling it does not affect the ridges and valleys of the thread on the stud piece and leaves a minimum of metal that the tap can easily crumble and remove. We could go on and on about various examples of “inappropriate” use of a center drill – there are many of them. My advice to home craftsmen: get this useful tool in your workshop and you won’t regret it. It is not so difficult to purchase such drills in specialized tool stores and on the market; they are on sale quite often.
Features of different types of drill sharpening
The correctness of the chosen method depends on an accurate assessment of the wear of individual elements. The ones that suffer the most wear are:
- back or front surface;
- jumper;
- set angles;
- chamfered.
Depending on the degree of wear of one of the parameters or several simultaneously, a type of sharpening is selected that can eliminate these shortcomings.
To achieve a high-quality drilling result, it is necessary to correctly select the diameter of the drill and the shape of the cutting edge. To maintain it in working condition and give it the required shape, you should choose the right method (type) of sharpening.
The types used are designated by accepted abbreviations and are divided into the following categories:
- NP - involves consistent grinding of the transverse edge. This allows you to reduce its length, thereby reducing the magnitude of external loads and increasing the period of normal operation of the drill.
- NPL - this type involves processing the transverse edge and ribbon. Which leads to a decrease in the transverse size of the ribbon. This processing helps to obtain the required clearance angle. This reduces the friction force of the cutting edge on the metal surface;
- DP - belongs to the category of double sharpening. Correct application allows you to get one transverse and four additional cutting edges.
- DPL - this processing of metal drills involves sequential sharpening of the ribbon. As a result, better conditions are created for heat removal, reliability and durability are increased.
All types of processing are aimed at creating optimal conditions during drilling. Descriptions of the rules and characteristics of sharpening are established by the relevant standards. All parameters for sharpening a drill for metal are summarized in a single table. It shows the geometry of the cutting edge shapes used for various cutting conditions. The listed types of sharpening allow for high-quality restoration of the parameters of the cutting part of a tool with a diameter of up to 100 mm.
When applying the listed methods, it is very important to take into account the parameters of the metal from which the tool is made. This is necessary for the correct selection of a sharpening tool (grinding wheel)
For example, for high-quality restoration of drills made of high-speed steel, experts advise using an electrocorundum grinding wheel. If the drill is made of carbide materials, it is advisable to process it with a diamond-coated wheel. The operation of restoring parameters leads to significant heating of the part, especially its cutting edge. Therefore, this process must be carried out in stages using coolant.
Particular attention should be paid to restoring the basic parameters of the drill in a home workshop. It is necessary to ensure high quality of the following indicators:
- the same length of edges and ribbon (measurement can be made with an existing measuring tool);
- sharpness of both edges (check is carried out visually);
- values of both angles (front and back).
To simplify the latter task, many craftsmen make their own templates that provide the required sharpening angle. Exact observance of these parameters and correct pointing of the jumper significantly increases the service life of the drill.
However, there are certain types of drills, the specifics of which significantly complicate the sharpening process. Problems with sharpening a twist or step drill are associated with the complex geometry of their design. Therefore, sharpening of such tools is carried out on special machines using developed equipment.
Sharpening step drills for metal is particularly difficult. Such sharpening can only be carried out using special tools and extensive experience. However, it should be noted that the majority of such tools cannot be re-sharpened at all.
Neither method is applicable to diamond-coated drills or other hard bits.
Factory and home use of CA
Centering drills are in demand in many branches of human activity. They are used in factories involved in such areas as mechanical engineering, the production of high-precision equipment and tools, and furniture manufacturing. They are installed in private workshops, on the territory of workshops of small enterprises, and at service stations. The use of CS allows you to obtain an accurate perpendicular hole without bevels, with the help of which parts of complex structures will be fastened.
In addition, drills are often used by ordinary people in everyday life when they want to do some simple work. For example, with the help of such a tool it is easy to make a hole in damaged furniture, which can later be used to repair the product. Another example: CA can be used for drilling printed circuit boards - the drill will enter this surface exactly at an angle of 90 degrees, which will ensure high quality and precision processing. In everyday life, compact small drills are usually used, and the drill must be compatible with them (check this detail with the store salesperson).
Main parameters, technical characteristics by type
It is important for anyone who is choosing a centering drill to read its detailed description, because this is a very precise tool used by professionals. General standards for centering drills can be found in GOST 14952-75, which indicates their marking rules, standard sizes, as well as requirements for drills
General standards for centering drills can be found in GOST 14952-75, which specifies their marking rules, standard sizes, and requirements for drills.
Center drill type
There are four main types of this type of drill:
- Type A - for creating centering holes in which the cone angle is 60°, and there is no safety cone.
- Type B - for creating centering holes in which the cone angle is 60°, and also has a safety cone with an angle of 120°.
- Type C - for creating centering holes in which the cone angle is 75°, and there is no safety cone.
- Type R – for creating centering holes with an arc-shaped surface.
The centering drill, according to GOST 14952-75, must have a working diameter of 0.5 - 10 millimeters. In all the above four types, there are two design options, the choice of which depends on the required roughness of the hole walls.
Technical specifications
Centering drills for metal, in addition to their type (A, B, C, R) and the diameter of the working part, differ in a number of parameters (they are described in the same GOST 14952-75). Their design can be one-sided or two-sided. They are usually made from materials such as alloy steel, carbon steel, high speed steel or alloy. The length ranges from 21 to 108 millimeters, the seat diameter is from 3.15 to 31.5 mm, the length of the working part of such a drill is from 1.0 to 9.2 millimeters, and the hardness of the working part varies from 63 to 66 HRC.
Selecting a center drill
Note that when choosing a centering drill, you must pay attention to the diameter. There is one significant difference with “regular” drills.
The diameter of a conventional drill is determined by the thickness of its shank, and in the case of a centering drill, it is determined by the thickness of the cutting part of the drill.
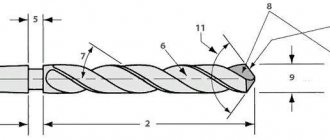
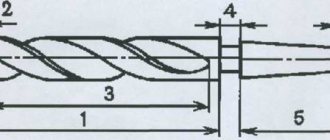
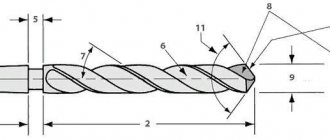
Design Features
Centering drills are manufactured in accordance with GOST 14952-75 and are divided into 3 main parts:
- The center is a working area with a smaller diameter. This part of the cutting fixture is designed to directly drill into a metal surface.
- The base is the second work area. It increases the diameter of the hole made.
- The fixation area is the area through which the cutting device is attached to the metal-cutting tool.
Download GOST 14952-75
When drilling a hole, the working area with a smaller diameter conical part is located on a conical recess in the part. If the master does not first make a conical recess, the cutting device will lose support and will slide. When making a hole, the drill enters the part, forming a large amount of metal shavings, which are removed using special grooves in the form of spirals. This operating principle of the cutting tool eliminates the possibility of deviations. The resulting hole strictly corresponds to the developed drawing.
All centering drills have a double-sided design. All work areas are located on the 1st level on 2 sides of the tool.
Each side can be applied equally. Thanks to this design, the cutting tool is highly durable and practically does not require additional sharpening. Also, centering drills are included in the group of combined type tools: they can make holes in parts made of different materials (cast iron, iron, bronze, metal-ceramic alloys and alloy steels). The following types of combined centering drills are distinguished:
- Category A: no safety cone. The taper of the drill sides is 60°.
- Category B: have a cutting surface that forms a safety cone with a rotation angle of 120°.
- Category C: do not have a cutting surface and are used to create holes with a rotation angle of 75°.
- Category D: used for making oval-shaped holes.
Each category of drills is manufactured in 2 different variations. The first type has a working area tip diameter of up to 0.8 mm, the second type – more than 0.8 mm.
Before using a cutting tool, the master must determine the type of combined centering drill, because the degree of roughness of the walls of the hole being made depends on its parameters. You can determine the type of instrument using the markings located on its base.
Marking and metal from which the center drill is made
Centering drills are also marked according to GOST 14952-75. As mentioned above, they have a letter in their designation (A, B, C or R).
A centering drill according to GOST 14952-75 is marked “A” and “B” if it is intended to create a hole at an angle of 60 degrees. The difference here is the presence of a safety cone (letter “B”) or its absence (letter “A”). The marking “C” is used for drills that make holes at an angle of 75 degrees (there is no safety cone), and the letter R is used for drills that make holes with arc-shaped walls.
For example, consider a centering drill with a diameter of 1.0 mm.
If the drill is type “A” and made in the first version, then it will be marked 2317-0101 GOST 14952-75, and if in the second version, then 2317-0001 GOST 14952-75. Here “2317” denotes the specific design characteristics of the drill necessary for its operation, and 0101 is the serial number of the standard size according to factory tables.
Instruments belonging to group “B” are marked differently (in particular, if they are made in the first version, then as “2317-0113”, and if in the second - “2317-00-12”). Type "C" drills are designated as "2317-0124" (in the first version) and as "2317-0022" (in the second version), and group R as "2317-0027". And let us remind you once again that this is all true if the drill diameter is 1 mm.
GOST 14952 75 also assumes that such tools will be made of R6M5 tool steel, its foreign analogue HSS or R9 high-speed steel. However, the steel grade may not be indicated in the marking of centering drills.
We choose metal drills depending on their type and purpose
When choosing a drill for metal, the master, first of all, looks at its appearance.
Twist drills
The most popular type. These simple, cheap drills are designed to make blind and through holes of certain diameters. The working part is a cylindrical rod with two cutting edges. The grooves serve to remove chips.
Photo No. 1: twist drills for metal
Cone drills
The working parts are shaped like cones. In everyday life, such metal drills are rarely used. They are best suited for special machines and two-handed drills. They are used to make holes with diameters from 6 to 60 mm.
Photo No. 2: cone drill for metal
How to choose a step drill for metal
Tapered metal step drills are best suited for making holes in thin sheets. These tools look like this.
Photo No. 3: step drill for metal
As you can see, when making holes of different diameters in thin sheet metal, the tool does not need to be changed.
Center drills for metal
Centering drills for metal are designed for making centering holes in workpieces. They are necessary for fixing products on various special machines.
Photo No. 4: centering drills for metal
Left hand drills
Left hand metal drill bits are specifically designed for drilling out bolts and screws with broken heads. This cannot be done using ordinary drills. The bolt or screw will turn.
Photo No. 5: left-handed metal drill
Core drills for metal
Core drills or annular cutters are used to quickly drill large diameter holes (from 15 to 100 mm) in metal workpieces. The operating principle of such tools is based on core milling. It uses 4–12 times less energy than using conventional drills.
Photo No. 6: core drills for metal
These drills are designed for installation on drilling, milling and turning machines. For manual work, use special tools with QuickIN Plus type clamps.
Feather prefabricated drills
Spade drills are excellent for machining cast iron, structural steel and hard forgings. These tools are used to make shaped and stepped holes of large diameters. Feather prefabricated drills consist of holders to which pentagonal cutting inserts of various sizes are attached. They have special grooves to remove chips.
Photo No. 7: prefabricated feather drills with plates
Carbide drills
Carbide drills are made using particularly durable materials. There are the following types of such instruments.
- Monolithic.
- Welded.
- With special plates.
Photo No. 8: carbide drills with inserts
Such tools are purchased for processing workpieces made of heat-resistant steels and titanium alloys. Next, we’ll tell you how to choose a high-quality twist drill for metal.
Application area
Centering drills for metal allow you to make holes in large quantities, which is why they are widely used in industrial enterprises. In the industrial sector, these tools are used to carry out operations for centering and metalworking parts on lathes, milling or drilling machines. They speed up the production process and reduce the cost of additional equipment. In addition, these tools are used in furniture factories, machine shops, engineering factories and car repair shops. Due to their perpendicular drilling, they have become frequently used in the woodworking sector.
Also, these metal-cutting tools are actively used in domestic conditions. They are used for drilling small diameter holes. The popularity of these drills in everyday life is due to their low price (their cost varies from 28 to 486 rubles) and ease of use. Also, centering drills, due to their high structural strength, are used at home to drill out stuck screws or self-tapping screws.
Nowadays, tools for creating centering holes are beginning to be introduced in the construction sector. Many craftsmen use them during countersinking - a procedure for processing the hole of a part to create countersunk heads to which fasteners of various building structures (rivets, screws and bolts) are attached.
Recommendations for choosing a center drill
There are no universal centering drills. A centering drill must be selected based on a number of factors.
Let's list them:
- Firstly, you need to take into account the material with which you will be working, as well as the diameter and length of the working part, drill material, taper and type of centering hole.
- Secondly, if you plan to center the part before drilling it, the centering drill should be selected smaller in diameter than the size of the hole after final drilling. And vice versa, if you need to drill out a tightly stuck screw that cannot be removed with a screwdriver, then the drill must be selected with a diameter similar (or larger) to the screw that needs to be drilled.
- Many people use center drills to drill holes for threads. In this case, you need to select the diameter of the drill so that it is smaller than the diameter of the thread. Otherwise, it simply won’t be possible to cut it.
- It is also necessary to take into account the requirements for the roughness of the hole walls, since centering drills are available in two types.
Drill selection parameters according to GOST
Having looked at the GOST for a self-centering drill, it becomes obvious that you need to pay attention to a number of characteristics, such as:
- Appearance. It's simple: the instrument should never have scratches, dents or any externally noticeable mechanical defects.
- Accuracy. We look carefully at this indicator, because it determines what the tolerances for deviations in the diameter of the drilled holes will be. For example, if the diameter of the working area of the centering drill is less than 8 millimeters, then the deviation should not be higher than 0.05 millimeters.
- Hardness. If this parameter is deviated, the drill will not last long. If it is low, then the drill will not be resistant enough during operation, and if it is too high, then the drill will be fragile. The hardness should be between 63 and 66 HRC, according to the Rockwell hardness scale.
- Length. This parameter is responsible for the performance of the drill. It must be selected based on the length of the workpiece.
Design and technological requirements
The center drill includes three zones:
- the centering itself, which has a smaller diameter and is therefore easier to penetrate into the metal;
- the main one, which samples the material while simultaneously increasing the quality of the generatrix;
- support, which ensures centering of the tool when it is deepened into the workpiece.
The transition from one part of the drill to the next is performed very smoothly, along a parabolic curve, which eliminates the occurrence of stress concentrators during power supply. A distinctive feature of all versions of centering drills is their relatively short length. This, on the one hand, makes it easier to install the drill into the seat, and, on the other, increases the rigidity of the equipment, which is essential when processing steels with increased hardness. In addition, centering drills are always double-sided, so the overall tool life increases. The diameter of the shank of such a drill is unified with the seats of metal-cutting equipment and the chucks of electric drills.