Metal processing is a rather complex process, since mechanical impact on metal workpieces can cause difficulties. Therefore, such work is carried out in factories using special machines that are equipped with high-precision equipment and cutting tools with increased strength.
But even in everyday life, there may be a need to drill a hole in metal parts and objects. However, when using conventional twist drills, achieving maximum accuracy of the hole being machined is very problematic. To do this, use a core (ring) drill for metal or a bimetallic crown. This drill allows you to make through holes perfectly centered and round using a regular hand-held electric drill.
What does a bimetallic crown for metal look like?
Compared to using a twist drill for metal, working with a metal core bit is more effective, as it allows you to make a hole ten times faster, drilling only the outline. In addition, the annular type of drilling is precise and quiet. It allows you to obtain a hole of large diameter and depth in a minimum time interval. Core drills differ from conventional drills in that they are hollow inside.
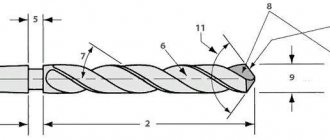
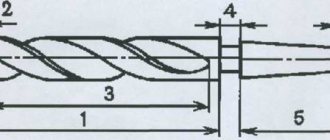
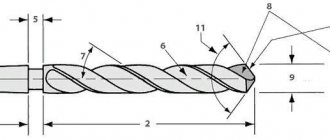
The main parts of a core drill are:
- crown;
- center drill or pilot;
- shank;
- screws used for fastening.
The ring drill is assembled as follows. First, a centering drill is secured inside the shank using a screw. Next, the crown is put on and also screwed. The shank is a replaceable part. It must be selected to match the parameters of an electric drill, a drill chuck or a hammer drill with a hammerless drilling mode.
What are the advantages of using bimetallic crowns for metal?
- Increases drilling speed up to 10 times.
- Possibility to drill holes in the range from 12 to 150 mm.
- There is no need for initial alignment and drilling.
- High level of wear resistance compared to twist drills.
- Low power requirement.
- High efficiency.
- Material consumption is reduced by drilling only around the circumference.
- High quality surface treatment without burr formation.
- No slipping when starting.
- High precision of the machined hole.
- Possibility of subsequent sharpening of drills.
- Lower noise level during operation.
- Less resistance during cutting.
- The core is ejected automatically.
The disadvantages of this tool include the fact that using a core drill does not make it possible to drill a blind hole in the surface.
Bimetallic bits are used when drilling thin-walled sheet metals, structural steel products, as well as high-density materials such as aluminum, titanium alloys and non-ferrous metals.
What are they used for?
Core drills are widely used to make through holes in sheet metal, wood, plastics, drywall, plywood, and chipboard. The simple technology for drilling large diameters, with the minimum possible application of force, has made these drills an indispensable tool not only for the above materials, but also for other types of work. Special purpose drills are used for:
- obtaining holes of the correct shape in concrete and stone building structures;
- drilling ceramic tiles, natural stone, sheet glass and other fragile materials;
- horizontal drilling when laying utilities;
- production of flat circles and cylindrical workpieces without turning.
To do this, in some cases, the design of the drill (drill) provides for lengthening its working part by adding appropriate inserts.
To work with concrete, only diamond-coated or tipped core drills are used. There are 2 groups here:
C1 – the crown can withstand loads during operation up to 5 MPa.
C2 – the crown can withstand loads during operation up to 2.5 MPa.
Based on the equipment you have, you should choose the crown group itself.
How to work with a ring drill for metal?
To drill with a metal crown, you first need to make markings and determine where the center of the future hole will be located. The centering drill is installed at the intended center and drilling is carried out. Next, a special spring retracts the centering drill into the shank, and drilling of the surface with a crown begins. At the end of the work, the spring pushes the resulting metal cylinder out of the crown. The resulting hole has a perfectly round shape and smooth edges without burrs; it does not require additional grinding.
Pros and cons of using core drills
Compared to traditional screw drills, the ring-type tool has significant advantages and disadvantages
| Advantages | Flaws |
| possibility of using a lower power drive for drilling identical diameters | tool cost |
| high quality and low surface roughness inside the holes | difficulty in sharpening, impossibility of sharpening in cases where the cutting part is coated with diamond |
| installation on hand drills, drilling, milling and lathes | |
| simultaneous use in combination with other types of tools | |
| High speed drilling of large holes, increasing productivity | |
| optimal drilling mode at the same speed of movement of the cutting teeth, while at the edge of the twist drill the rotation speed is not the same | |
| low noise level during operation | |
| robust design ensuring safety |
The main disadvantage is the impossibility of obtaining deep blind holes. In addition, they note the higher cost of the tool and the lack of drills with a diameter of less than 12 mm.
Drilling process
Example of work: 3 holes for the lock tongue in a metal profile pipe.
Material processing when using annular drills can be carried out dry or wet. Dry drilling is used in domestic conditions, in the absence of the technical ability to supply cutting fluid and drilling holes with a diameter of up to 25 mm. This processing method is more labor-intensive, requires more time and entails faster wear of the cutting edge.
What should you consider when choosing a crown for metal?
When choosing a core drill, you need to take into account the following parameters.
- Crown diameter. When choosing a core drill for metal, you need to consider what size hole you need to drill. Depending on the required diameter, the appropriate crown is selected.
- The material from which the core drill is made. Metal crowns can be made of high-speed steel with a special coating, carbide or with brazed carbide plates. Therefore, when choosing a core drill, it is necessary to take into account the type of surface being machined in order to increase the tool’s resistance to wear.
- Availability of a centering drill (pilot). As a rule, a centering drill is already included when purchasing a crown. But there is also the possibility of purchasing each part separately. However, it should be noted that using a center drill helps to carry out the drilling process more accurately.
- Features of the set. For use at home, it may be enough to have one crown of the required diameter. If you plan to carry out a wide range of work, you need to worry about additional equipment in advance and purchase a set.
As you can see, using core drills, despite their high cost, has a number of advantages. In our online store you can purchase metal crowns of various diameters from well-known manufacturers.
Ring tool device
Drills of this type can be made from a single metal blank or in the form of a composite structure of several elements:
- hollow working crown cylindrical crown with cutting edge;
- guide pilot drill;
- shank for mounting in the drive;
- connecting adapter screws.
This tool consists of:
- The working part is a thin-walled crown, the edge of which is coated with diamond coating or sharpened teeth.
- The body is a transition element that connects the working part with the shank, which is fixed directly into the drill or drilling machine through a standard chuck.
- The crown body is made of steel grades 20, 30, 36.
- Shank.
Collapsible version of the drill
Collapsible drill bit for concrete
In order to assemble a tool from individual elements, a pilot drill is inserted into the shank and its position is fixed with screws. After this, the assembled pair is secured in the crown body on a screw thread.
Advantages and disadvantages of the tool
The metal crown cutter in question is characterized by the presence of quite a large number of advantages. They look like this:
- The design of the product is designed in such a way that cutting is carried out along the contour. This point also determines the need to use powerful equipment.
- Core drills and annular cutters for metal are used to obtain a surface with the required roughness index. This cannot always be achieved using a conventional drill.
- You can install metal milling equipment on a wide variety of equipment. Examples include drills and milling machines.
- A similar design option is used for multi-tool processing.
- It can remove quite a large amount of material in one pass. This moment significantly increases the cutting speed.
- To obtain metal shavings requires less energy.
- Increased productivity is ensured by the use of high-speed steel in the manufacture of the cutting edge. It is resistant to heat.
- The required accuracy and cutting speed are ensured.
- During operation, a minimal amount of noise is generated. This can also be called a significant advantage of such a tool.
High productivity is also ensured by the arrangement of a large number of teeth on the working surface.
The crown-type equipment of milling machines has only one drawback - high cost. Difficulties arising during manufacturing increase cost and reduce maintainability. In this case, surface sharpening can only be done using special equipment.
Design features
The possibility of using the product to produce holes is due to its design features. The crown consists of the following elements:
- Working crown. It is she who is involved in the direct mechanical processing of the surface.
- The pilot drill is designed to directly remove chips at the time of processing, as well as centering the tool.
- Shank. The product is fastened using a special element that is designed for increased axial load. Due to this, the product is suitable for machines with different parameters.
- Connecting screw. This structural element can be used to fix the product.
An annular cutter has a cutting element that resembles a carbide crown. In this case, the teeth may be located with an uneven pitch. The state standard determines the possibility of using material whose hardness reaches 68 units on the HRC scale. This ensures high wear resistance.
The use of special alloys also eliminates the possibility of excessive surface heating. This effect causes surface deformation. During the drilling process, it is recommended to add coolant to the cutting zone.
Common cylindrical crown designs are today used to produce holes in the range from 12 to 150 mm. Moreover, the depth can also vary over a fairly wide range, the maximum being 50 mm.