Основные требования
Сверла, которые предназначены для получения центрирующих отверстий, изготавливаются из . Согласно требованиям нормативного документа, данный материал должен обеспечить следующие параметры твердости рабочей части инструмента с диаметром:
- менее 3,15 мм – 63–65 HRC;
- больше 3,15 мм – 63–66 HRC.
Отдельная категория центровочных сверл, материал изготовления которых содержит кобальт (5%) и ванадий (3%), должны иметь твердость, минимум на одну единицу превышающую вышеприведенные параметры.
Диаметр сверл центровочного типа может иметь отклонения, предельные величины которых также оговорены в нормативном документе:
- для инструмента диаметром свыше 5 мм – +0,15 мм;
- 2,5–5 мм – +0,12 мм;
- 0,8–2,5 мм – +0,1 мм;
- до 0,8 мм – +0,05 мм.
Геометрические размеры центровочноых свёрл
В нормативном документе также перечислены требования к состоянию поверхности сверл, относящихся к центровочному типу: на ней не должно быть трещин, забоин, цветов побежалости и черновин. Допускается, что цвета побежалости могут присутствовать в области канавок – в местах выхода точильного круга.
Указаны в стандарте и критерии отказа центровочного инструмента, который для сверл диаметром до 3,15 мм наступает в случае их поломки, а для инструмента диаметром свыше 4 мм – в случае износа его задней поверхности на величину, оговоренную в соответствующих таблицах.
Разность ширины перьев должна находиться в следующих пределах для сверл диаметром:
- до 3,15 мм – не более семи сотых миллиметра;
- больше 3,15 мм – не более одной десятой мм.
Применение в домашних мастерских
В бытовых условиях комбинированные центровочные сверла применяются преимущественно для проделывания небольших отверстий и выкручивания застрявших крепежных изделий. В домашних мастерских используют конструкции с диаметром 0,8 мм.
Перед применением данного инструмента необходимо произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Чаще всего для затачивания металлорежущих конструкций используются электрические машинки с отверстиями для сверл.
- Определить диаметр сверла. Для этого нужно изучить таблицы размеров, где указывается диаметр для каждого из видов центровочного сверла.
- Поместить изделие в соответствующее отверстие электрической машинки. Процесс заточки производится автоматически, без контроля человека.
- Вынуть инструмент из отверстия машинки и произвести его очистку от лишней стружки и иных видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся показатели скорости реза и точности. Это может привести к избыточному выделению теплоты и быстрому износу изделия.
Также перед началом сверления важно проделать в детали небольшое углубление в 3-5 мм для центровки инструмента.
Рабочая область располагается на проделанном углублении. Процедуру проделывания отверстия нужно производить с легкой подачей и без лишних нажимов. После окончания процедуры инструмент очищается от грязи. Для дальнейшей эксплуатации центровочного сверла его нужно хранить в закрытых ёмкостях (ящиках или футлярах).
Советы по выбору
Выбор центровочного сверла будет зависеть от того, какие размеры отверстия необходимо выполнить
Во внимание также принимается и вес рабочей заготовки, которая закрепляется в металлообрабатывающем станке. Типоразмеры, зависящие от веса заготовки, регламентируются ГОСТом – чем больше масса детали, тем крупнее нужен диаметр сверла
Каждый диаметр сверла имеет 2 варианта исполнения, поэтому его тип выбирают в зависимости от требований к шероховатости стенок отверстия.
Комбинированное центровочное сверло выбирают согласно указанным в конструкторских чертежах требованиям к виду отверстий. Для определения качества инструмента существует ряд позиций, по которым его необходимо проверять.
Соответствие нормам твердости по Роквеллу. Данные центровочного сверла указаны в его технических характеристиках. Качественный инструмент имеет показатель не ниже 63-66 HRC. Превышение этих норм ведет к тому, что сверло будет хрупким и недолговечным. Заниженные нормативы станут причиной того, что инструмент будет очень быстро затупляться.
Соответствие сверла заявленному диаметру. Проверить это можно при помощи микрометра. Измерению подлежит удлиненное рабочее перо сверла – и если его диаметр превышает допустимые нормы погрешности, получить отверстие заданного размера при помощи этого инструмента не получится.
Определяют целостность изделия
Особенно важно это для его режущей части, а также для конусовидной в виде коронки. На инструменте не должно быть трещин или выбоин на месте рабочих поверхностей.
Сверлильный инструмент в процессе эксплуатации постепенно изменяет угол режущих пластин. Это приводит к снижению скорости выполнения реза и избыточному нагреву сверла. Со временем любое сверло требует заточки, которая должна быть выполнена с сохранением угла наклона режущей части.
Дополнительные требования по ГОСТ к ЦС
Не забывайте о правилах ГОСТ:
- Хранить инструменты рекомендуется в ящиках или изолированных коробках. Требований по температуре, освещенности, влажности нет, поскольку инструментальная сталь является прочным и химически инертным материалом. Единственный момент — минимизируйте контакт запчасти с водой, поскольку это приведет к коррозии (вода может начать реагировать с железом, что и приведет к ржавчине).
- Транспортировать детали можно любым транспортом по выбору собственника запчастей — водным, воздушным, автомобильным, железнодорожным. Для перевозки следует упаковать запчасти в коробки или изолированные упаковки, которые защитят запчасти от контакта с водой. Требований относительно купли/продажи деталей нет за исключением маркировки — она должна наноситься на каждую упаковку товара, сведения должны быть достоверными. Продажу товаров делайте в соответствии с актуальным российским законодательством.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Фабричное и домашнее использование ЦС
Центровочные сверла востребованы во многих отраслях человеческой деятельности. Их применяют на заводах, задействованных в таких сферах, как машиностроение, производство высокоточной техники и инструментов, изготовление мебели. Их ставят в частных мастерских, на территории цехов малых предприятий, на станциях технического обслуживания. Применение ЦС позволяет получить точное перпендикулярное отверстие без скосов, с помощью которого будут скрепляться части сложных конструкций.
Помимо этого сверла часто применяют обычные люди в быту, когда хотят выполнить какую-либо несложную работу. Скажем, с помощью такого инструмента легко сделать отверстие в поврежденной мебели, которые в дальнейшем можно будет использовать для починки изделия. Другой пример: ЦС можно применять для сверления печатных плат — сверло войдет эту поверхность ровно под углом 90 градусов, что обеспечит высокое качество и точность обработки. В быту обычно применяются компактные маленькие сверла, а дрель должна быть совместима с ними (уточните эту тонкость у продавца в магазине).
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы. Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.
Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами
Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
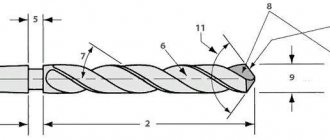
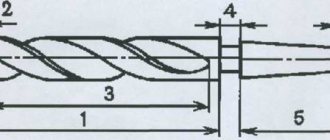
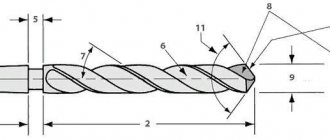
Особенности конструкции
Центровочные сверла изготавливаются в соответствии с ГОСТ 14952-75 и делятся на 3 главных части:
- Центр – рабочая область с меньшей величиной диаметра. Эта часть режущего приспособления предназначена для непосредственного сверления металлической поверхности.
- Основание – вторая рабочая область. Она увеличивает диаметр проделанного отверстия.
- Область фиксации – зона, с помощью которой режущее приспособление присоединяется к металлорежущему инструменту.
Скачать ГОСТ 14952-75
При сверлении отверстия рабочая зона с меньшей величиной диаметра конической частью располагается на коническом углублении в детали. Если мастер предварительно не сделает коническое углубление, то режущее приспособление потеряет опору и будет скользить. Во время проделывания отверстия сверло входит в деталь, образуя большое количество металлической стружки, удаляемой при помощи особых канавок в виде спиралей. Подобный принцип работы режущего инструмента исключает возможность возникновения отклонений. Полученное отверстие строго соответствует разработанному чертежу.
Все центровочные сверла имеет двухстороннюю конструкцию. Все рабочие области расположены на 1 уровне с 2 сторон инструмента.
Каждая сторона может применяться в равной степени. Благодаря такой конструкции, режущий инструмент обладает высокой прочностью и практически не требует дополнительной заточки. Также центровочные сверла входят в группу инструментов комбинированного типа: они могут проделывать отверстия в деталях, изготовленных из разных материалов (чугун, железо, бронза, металлокерамические сплавы и легированные стали). Выделяют следующие виды комбинированных центровочных сверл:
- Категория A: отсутствует предохранительный конус. Конусность сторон сверла равняется 60°.
- Категория B: обладают режущей поверхностью, образующей предохранительный конус с углом разворота, равняющимся 120°.
- Категория C: не имеют режущей поверхности и используются для создания отверстий с углом разворота, равняющимся 75°.
- Категория D: применяются для проделывания отверстий, обладающих овальной формой.
Каждая категория сверл изготавливается в 2 различных вариациях. Первый тип обладает диаметром наконечника рабочей области до 0,8 мм, второй тип – более 0,8 мм.
Перед началом применения режущего инструмента мастер обязан определить вид комбинированного центровочного сверла, потому что от его параметров зависит степень шероховатости стенок проделываемого отверстия. Определить разновидность инструмента можно при помощи маркировки, находящейся на его основании.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.
Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.
Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.
Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.
Фотография №5: левостороннее сверло по металлу
Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.
Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.
Фотография №7: сборные перовые сверла с пластинами
Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.
Фотография №8: твердосплавные сверла с пластинами
Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана. Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.
Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.
В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.