In mechanical engineering, a metal drill is the second most frequently used tool after a cutter, and in the household it confidently shares leadership with a hacksaw and a cutting wheel. Structurally, a drill is a long cylindrical metal rod with two cutting edges at the end and spiral grooves for removing chips. The principle of cutting metal and forming a hole for all types of this tool is almost the same, therefore the main classification of metal drills is based on design features (type of shank, spiral profile, type of cutting edge, etc.). It is quite difficult to determine all the necessary characteristics of a drill by appearance, since the markings that are engraved on the metal of the shank contain information only about the diameter of the tool, the material of manufacture and the manufacturer. Therefore, in order to choose a drill for processing hard, brittle or tough metals and alloys, you need to use the manufacturers’ catalogs. Long-term and short-term storage of drills must be carried out according to certain rules, since tool and high-speed steels are prone to corrosion, and sharpened edges are easily damaged when hitting metal.
Drill design and geometry
Any drill, regardless of its purpose and design features, consists of two main components: the shank and the working part. The first serves to transfer rotation to the tool from the drive or to fix it in a stationary state (on lathes). The working part consists of a number of elements that directly support the drilling process. The geometry of the drill depends on the characteristics of the drilling for which it is intended, as well as the material of the workpiece being processed (various metals, wood, plastics, composites, ceramics).
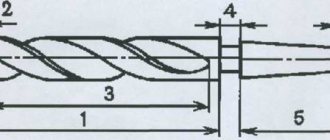
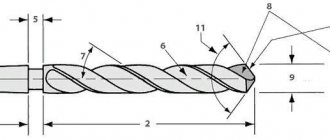
As an example, we take one of the most common types of such tools in industry: a twist drill for metal work with a conical shank (see drawing below). All drill angles shown in the figure correspond to general-purpose metal work. On the left is a side view, and on the right is from the working end (enlarged).
All the main components and geometric parameters of such a drill are listed below with explanations:
- Shank. Serves to secure the tool in the machine spindle or chuck. When drilling metal on lathes, it is fixedly mounted in the tailstock cone.
- Working part. Forms a cylindrical hole (or recess). It consists of a cutting part, the length of which for such metal drills is usually half their diameter, and a guide with grooves for removing chips.
- Morse cone. For installation in spindles and tailstocks of machine tools, a tool with a conical shank is used, and for clamping into jaw and collet chucks, a tool with a cylindrical shank is used.
- Paw. These structural elements are present only on tapered shanks and are designed to knock the tool out of the spindle or arbor.
- Neck. Provides convenient approach and retraction of the grinding tool when processing spiral grooves. It does not perform any operational functions, so it is usually marked with a drill bit (embossed directly on the metal).
- Guide part. Also called calibrating. Relying on the walls of a hole drilled in the metal, it directs the tool along its axis. Includes spiral striped surfaces and flutes for chip evacuation.
- The angle of inclination of the spiral surface. For metal processing it is 18÷30°.
- Chip removal groove. The speed of chip removal depends on its width, inclination and surface quality.
- Diameter of the cutting part. Equal to the distance between the outer edges of the cutting edges.
- Cutting edge. This is the sharp edge between the rake face (chip flute) and the back ground surface.
- Main vertex angle. The angle between the cutting edges has a significant impact on the cutting process and the strength of the drilling tool. For metal work, its standard value is 116÷118°.
- Back surface. To reduce friction in the cutting zone, the rear surface is sharpened at an angle to the cutting edge. To drill metal, its value near the ribbon should be 8÷12°.
- Jumper. A structural part common to both rear surfaces.
- Transverse cutting edge. A sharp edge on the bridge separating the rear surfaces. With proper sharpening, in the middle there is the geometric center of the cutting part, which must coincide with the axis of the tool.
- Ribbon. Two strips slightly protruding above the spiral surfaces, which calibrate the hole and reduce friction against its walls.
The general layout of other types of metal drills is similar to this, although depending on their purpose they may differ in the design of the cutting part and chip removal grooves.
Marking metal before drilling
Before you start drilling metal using different methods, be sure to mark the hole. Using a punch, mark the place on the surface of the product where the slot will be made. In addition to the center punch, a marker can be used. However, this is less convenient, since you will have to constantly monitor the location of the drill at the selected point. The punch makes a small depression at the drilling site. To do this, it is hit with a hammer. The resulting outline will be convenient for further work.
VT-metall offers services:
Precision can be increased by pre-drilling. Notches are made on the surface of the workpiece with a chisel, designed to guide the tool towards the hole.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
If it is necessary to produce several holes in workpieces, a template is used. Thus, several sheets of metal are drilled at once, which are connected with a clamp.
A jig is used to make precise holes that must be angled. This is a small strip with templates for holes located on it. Such devices are used in various industries.
Currently, several types of conductors are used, for example:
- universal;
- fastened;
- turning;
- sliding;
- overhead.
Types of drills for metal
The main classification of drilling tools is carried out according to their design, since it is directly related to the purpose of a particular type of metal drill. In addition, within the design types, varieties are distinguished according to the type of material for which the given tool is intended for processing (the so-called cutting groups). There is no strict classification for them, but usually the following types are distinguished based on the type of working part:
- spiral;
- feathers;
- centering;
- special.
Among special drills, the largest group is a tool for deep drilling in metal workpieces. Separate subgroups also include products for drilling large diameter holes and stepped cylindrical profiles. It happens that a modern prefabricated tool has such a complex or innovative design that it is classified into several types at once.
Spiral shape
A traditional, widespread type of drilling tool is a twist drill, in which the formation of a cylindrical hole in the metal is carried out by two symmetrical cutting edges. In this case, the removal of the resulting chips passes through spiral grooves, the initial part of which is the front surfaces that form these edges. By design, these products can be monolithic or prefabricated, with a replaceable head or mechanical fastening of cutting inserts. To reduce friction and increase the speed of chip removal, the spiral part is polished and coated with wear-resistant materials.
Step form
Step drills are used to produce shallow-depth holes with fixed step geometry. Such a tool allows you to form two or more cylindrical surfaces in one pass and is most often used in automated processing. By design, modern step drills, as a rule, are a monolithic block that repeats the configuration of the future hole, with rows of cutting plates and straight grooves. The first ones drill an initial hole in the metal of the workpiece, and the ones following them are reaming holes. The biggest problem with this tool is chip removal during machining. Therefore, their use is limited to highly specialized areas.
Core drills
A core drill is a hollow tool with a ring arrangement of six or twelve cutting surfaces and a corresponding number of chip removal grooves. It is used for through drilling of large diameter holes in metal. During operation, the cutting edges only cut a ring around the middle of the future hole, and the central part of the metal simply falls out (or is knocked out) after passing through. This tool is classified as a drilling tool, rather, according to an established tradition, since in its operating principle it is much closer to cutters.
Auger drills
When drilling holes in metal to depths that are multiples of 30–40 diameters, elongated drills of a special design with a spiral groove in the form of an auger are used. This solution greatly improves chip removal and allows continuous drilling of metal to the full depth of the hole without periodic withdrawal of the tool. Auger drills differ from conventional spiral drills in the large angles of inclination of the grooves (up to 65°) and their triangular profile. In addition, they have an increased core diameter and a special sharpening of the front surface.
Feather drills
Feather drills are used to make holes in metal covered with casting crust and scale. Structurally, this is the simplest drilling tool, because it has straight grooves and a cutting part in the form of a plate. Its disadvantages are a direct consequence of its simplicity of design and low cost. During the process of drilling metal, feather drills have poor chip removal and tend to move away from the axis of the hole. A plate protruding forward reduces the strength of the entire product, which does not allow working at high feeds, and also requires frequent regrinding. This is a highly specialized tool of increased rigidity, which is used when working with castings and forgings.
What steel are metal drills made of and which is better?
To choose high-quality drills that can last a long time and maintain sharpness despite repeated use, it is important to know what types of steel such a tool is made from and what their differences are. The best metal drills are made from high-speed steel HSS (a common abbreviation) with the addition of a number of impurities. The price of the instrument and the properties described above depend on their type and quantity.
High speed steel is characterized by its high hardness, ability to resist fracture and tolerance of temperature resulting from drilling speed. The material is doped with special impurities, which is indicated in the marking.
For example:
- P - reports that tungsten is present in the alloy.
- F is an indicator of the presence of vanadium.
- M - indicates the addition of molybdenum.
Sometimes manufacturers list the type of steel as a special benefit of their products. What can such a marking tell us? Let's look at popular options.
Drill bits made of HSS-E steel
5-8% cobalt is added to this high-speed steel. This technological solution allows them to drill into stainless steel with a tensile strength of up to 1200 N/mm2. Designed for particularly astringent and difficult materials when heated. Instead of the letter E, they may be designated Co.
HSS-E steel drill
Drills made of steel HSS-TiAIN
They have a three-layer coating (titanium-aluminum-nitride). This increases their heat resistance to a temperature of 900 degrees and allows them to be used on steel with a strength of 1100 N/mm2. They have an increased service life, 5 times longer than other types.
Drill made of HSS-TiAIN steel.
Drills made of HSS-TiN steel
The marking indicates that the outer layer is sprayed with titanium nitride. This adds strength and increases heat resistance up to 600 degrees. Suitable for making holes in cast iron, aluminium, carbon and alloy steel with a tensile strength of 1100 N/mm2.
Drill made of HSS-TiN steel.
Drill bits made of HSS-G steel
Suitable for cast iron and various types of steel with a tensile strength of 900 N/mm2. The cutting part in them is polished using cubic boron nitride. This gives resistance to radial runout and abrasion resistance. Drills made of this steel are the most common.
Drill made of HSS-G steel.
Steel drill bits HSS-R
This is a high-speed steel with the lowest durability. It can also be indicated simply without the letter R, which will mean conventional heat treatment (hardening) and roller rolling. Suitable for creating holes in mild steel and cast iron.
Drill made of HSS-R steel.
Carbide drills
This type of material only touches the tip of the drill. It is designed to withstand very high temperature loads and is abrasion resistant. This HHS is used for drills designed to work with titanium alloys, heat-resistant steels and stainless steel.
Carbide drills.
For long service life and working with particularly hard metals, it is better to choose HSS-E and HSS-TiAIN drills. To drill holes in regular carbon steel and not overpay, HHS-R or slightly better HSS-G is enough.
Shank types
In accordance with early Soviet GOSTs, which are still in force, two types of shanks were provided for metal drilling tools: cylindrical and conical (Morse). In 1990, GOST 28706-90 was adopted, which duplicated the regulation of ISP 9766-89 for cylindrical shanks with flats. This type of shank is intended for prefabricated metal drills, in which the flat prevents them from turning in the equipment during operation. Now this solution is widely used for modular tools, and where the drill is directly fixed in the spindle, products with a Morse taper are still used.
Marking of drills according to GOST
The rules for marking drills are regulated by GOST 2034-80. According to this document, markings are not applied to drilling tools with a diameter of less than two millimeters. All information about them must be indicated on the packaging label. For drills with a thickness of over two and up to three millimeters, the marking of a metal drill contains only the diameter value and steel grade (thus they can be distinguished from a tool up to two millimeters). For diameters over three millimeters, the manufacturer must indicate its size, its trademark, metal grade and accuracy class as part of the marking. The grade of the metal from which the tool is made can be indicated both in the form of the GOST designation of steel (for example, R6M7K6), and the international abbreviation generally accepted for high-speed steels (HSS) with the addition of the designation of the main alloying metal (Co, Ni, Ti, etc.) ( see photo below). Foreign manufacturers mark their products in a similar way, so you can distinguish Russian drills from imported ones only by the trademark.
Color designation
In their catalogs, all leading manufacturers of drilling tools use color markings to designate products, provided for by the international standard ISO 513. In accordance with this regulatory document, all tool materials are divided into six groups, each of which is intended for processing certain types of metals, alloys and polymer materials.
| Group | Color | Processed metals and plastics |
| P | Blue | Certain types of carbon, alloy and tool steels. Steels for castings. Some grades of corrosion-resistant steels. |
| M | Yellow | Austenitic corrosion-resistant steels. Certain types of non-magnetic and wear-resistant steels. |
| K | Red | Various brands of cast iron. |
| N | Green | Non-ferrous metals and their alloys. Thermoplastics and duroplasts. |
| S | Golden | Heat-resistant alloys based on nickel, cobalt, titanium and iron. |
| H | Grey | Hardened steels of high hardness. |
In addition, each cutting group is divided into application groups, which are designated by a number in the range from 1 to 40. Groups with a higher index have higher strength, and those with a lower index have greater hardness and wear resistance.
Drill manufacturing technology
Structurally, a twist drill consists of two main components: the working part and the shank. The first is made of high-speed steel or hard alloys, and the second is made of carbon tool steel. The production of twist drills for metal includes the following enlarged stages:
- Preparation of components. Cylindrical blanks for both parts are cut on bar machines and then cleaned of burrs, surface oxides and contaminants.
- Welding. Two parts made of different metals are welded using resistance butt welding. After this, excess metal is removed from the welds, and the workpieces are straightened to give them an accurate cylindrical shape.
- Turning. The workpieces are centered and ground to the exact size. At the same stage, the ends are trimmed, the shank cone is sharpened, and the end of the cone is ground for the foot (for a tool with a cylindrical shank, the last two operations are absent).
- Milling. The foot (for tapered shanks), spiral grooves and flanks are milled. After this, the workpiece is subjected to heat treatment, followed by cleaning in a sandblasting machine.
- Grinding. The grooves of the spirals are ground and polished. After this, the shank and working part are subjected to grinding (with finishing of the reverse cone).
- Drill sharpening.
The housings of prefabricated drilling tools, in which the cutting part is made of carbide plates with brazed or mechanical fastening, are quite complex products, since their manufacture requires complex milling and turning. Therefore, they are usually made on CNC machines or machining centers.
How do HSS drills differ from carbide models?
First of all, HSS drills differ from carbide drills in their material manufacturing technology.
- High-speed steel is produced by adding tungsten, chromium, molybdenum and other components to carbon steel. The material of HSS drills is highly durable.
- Carbide is a composite material made using powder metallurgy technology. It consists of micron-sized particles. The main component is tungsten carbide. Additional ones include titanium carbide, tantalum carbide, etc.
Carbide tools from HSS drills are characterized by higher hardness and heat resistance. However, hard alloys have lower strength. They are afraid of vibrations and force loads. This does not allow the use of carbide drills for intermittent machining of workpieces at high speeds.
Due to the complex manufacturing technology, carbide tools are expensive. Prices for drills made of high-speed steel are much lower.
Drill 19.0x198 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200190 RUR 2,203
Add to cart
Drill 19.5x198 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200195 RUR 2,415
Add to cart
Drill 20.0x205 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200200 RUR 2,556
Add to cart
Drill 22.0x205 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200220 RUR 3,772
Add to cart
Drill 24.0x205 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200240 RUR 4,864
Add to cart
Drill 25.0x205 mm c/x according to met. machined under ?13 HSS-R RUKO art. 200250 RUB 5,200
Add to cart
Metal drill size chart
State standards, rules for the manufacture of spiral and centering drills for metal, include tables of size ranges for different designs and directions of rotation of the spiral. Each standard size has a unique digital code designation. For example, if the diameter of a drill with a cylindrical shank is 3.1 mm, it has an N1 design and a right-handed spiral, then its total length should be 65 mm, the length of the working part should be 36 mm, and the code designation of such a product will be 2300-7517. The size tables for metal drills with a tapered shank include a diameter range from 5 to 80 mm, and for tools with a cylindrical shank - from 0.25 to 20 mm. At the same time, for thin drills with a diameter of up to 1 mm, only version N1 with a right-hand spiral is provided.
Manufacturing materials and coatings
The main materials for the manufacture of working parts of monolithic drilling tools are high-speed steels and hard alloys.
Steels with tungsten or tungsten-molybdenum alloys are most often used as high-speed cutters. The latter are also used in a version with the addition of cobalt. Hard alloys, which are produced by powder metallurgy methods, are more durable, stronger and heat-resistant than high-speed steels. They usually contain several refractory metals such as tungsten, titanium, cobalt and tantalum. Some products designed to perform several technological operations in one tool installation (for example, a combination drill) may include components made from different tool materials. To improve the performance of metal drills, their surfaces are subjected to additional processing or coated with hard metal compounds. The most common processing methods that increase the strength and wear resistance of tools are cyanidation and sulfidation. And for protective coatings, titanium carbonitride (TiCN), including alloyed aluminum (TiAlN), is usually used.
Metal drilling devices
Various methods of drilling metal involve the use of cutting fluids. In most cases, they are used to reduce friction and equalize the temperature of the surface being processed and the tool. Good quality coolant will not cause corrosion, it is completely safe to use, it has no odor, and fully performs its function.
As a lubricant for drilling metal workpieces at home, you can take:
- Technical Vaseline - used primarily for drilling soft materials.
- Soap solution - used for aluminum parts.
- Turpentine with alcohol is used for silumin.
- A mixture of various oils is applied for processing steels (tool or alloy).
Sometimes a fairly universal lubricant composition is used, which is made from a mixture of laundry soap (200 g) and motor oil (20 g), followed by boiling to an emulsion.
There are industrial coolants. Their use makes it possible to increase the speed of work with different types of metal. Working with stainless steel is 30% faster. With cast iron the growth is even higher – 40%.
How to choose a drill for the metal being processed
When choosing a drill for metal work, first of all you need to familiarize yourself with the color markings of the ISO 513 standard, which all manufacturers of drilling tools adhere to. It should be understood that such markings are not applied to the product itself, but are present only in its catalog description. You can, of course, rely on the advice of a consultant in a tool store, but this method is only suitable if you need to select a drill bit for a drill designed to work with ordinary structural steel. If you have to drill hard or tough metals or require high-quality custom work, then it is better to follow the recommendations of professionals. The figure below shows an example of the use of color coding from the Mitsubishi catalog.
It must also be remembered that the parameters of the drilling process depend both on the characteristics of the drill and on the power and rotation speed of the drive. Therefore, it is better not to use drill bits for a screwdriver with a drill, as this will most likely lead to their damage. And the rotation speed of the screwdriver is clearly not enough for drilling metal with conventional drill bits.
Drilling mode
To drill metal correctly, you need to select the desired rotation speed of the drill. The force applied to the drill also plays an important role. It is guided along its axis and ensures the depth of the cutting tool with each revolution. The correctly selected mode is easily determined by the chips. If the effort and speed are not exceeded, then it is long and beautiful.
There are simple rules for correctly selecting a drilling mode. The harder the metal that needs to be processed, the lower the number of revolutions the drill should have. This principle also works when selecting the diameter of the drill. The thicker the drill, the lower the cutting speed.
Dependence of drill rotation speed on its diameter:
- 5 mm – from 1200 to 1500 rpm;
- 10 mm – 700 rpm;
- 15 mm – no more than 400 rpm.
You also need to monitor the force applied to the drill. The deeper the immersion into the metal, the less pressure on the tool is necessary. Ideally, the pressure on the drill should gradually decrease during the drilling process.
Drills used in machine tools
On drilling machines in which the spindle mounting hole is made under a Morse taper, drills for metal processing are installed directly into the spindle. And to fix them, it has a special through groove for wedging the foot. The same drills are also used in universal machines (drilling and milling, etc.), in which the spindle mounting hole is made for a metric cone or one of its modern varieties. Only in this case are they inserted into transition mandrels with the appropriate cone. In general, metal drills used on machine tools do not differ from those used when drilling with hand tools. The only type of drilling tool intended only for machine tool use is a drill with a through channel designed to supply coolant to the processing zone (see figure below).
Final Recommendations for Drilling in Metal
In conclusion, it is important to note the need to comply with safety regulations, as well as to prevent defects and accelerated wear of tools. Let's give some useful tips:
- Before starting drilling, always check that all parts of the tool and workpiece are secure.
- Clothing should be comfortable and not have parts that could get caught in the rotating parts of the machine. The use of safety glasses is mandatory.
- Contact with the workpiece should only occur when the drill is rotating. Otherwise, it will quickly become dull.
- The reverse movement of the drill when removing it from the hole should occur with the drill turned on at low speed.
The best manufacturers
Among Russian manufacturers of drilling tools for metal work, the products of the Volzhsky Tool Plant (VIZ) and Tomsk Tool Plant have a good price-quality ratio. The tools of the Ukrainian Zaporozhye Tool Plant (ZIZ) belong to this category. The best quality drills are from world-famous manufacturers of cutting tools, such as German Bosch, Hasser and Ruko, Swedish Sandvik, Japanese Mitsubishi, Taiwanese Winstar, etc. But their products have a fairly high price and are intended mainly for professional use. In addition, metal drills are widely available on the market under the trademarks of well-known sellers and manufacturers of power tools. Basically, this is an inexpensive tool, but many products are of very high quality. In this category, users most often refer to Interskol, DeWalt, Hilti, Makita and Metabo.
Rules for storing drills
At workplaces of industrial enterprises, drills are stored in tool cabinets and bedside tables made of sheet metal, installed in the immediate vicinity of the machine, as well as on racks in special tool storage rooms. Drilling tools must be placed in a certain order (by type and diameter) in the appropriate compartments, cases or cases. Laying should ensure the safety of cutting edges, as well as working and seating surfaces. Before storing the drilling tool, clean it of metal dust and contaminants, and if not used for a long time, lubricate it with lithol or technical petroleum jelly. In order to prevent corrosion, it is prohibited to place acid-containing or other aggressive liquids near the tool storage areas. In home workshops, tools should be stored in compliance with the same rules. Only instead of bedside tables and cabinets, it is much more convenient to use plastic pencil cases and special stands (see video below).
When drilling deep holes in metal, it is recommended to pour a small amount of oil on the surface of the tool. I-20 is usually used in production, but not everyone has the opportunity to purchase this particular brand. What kind of oil can be used at home instead of industrial oil? Please share your thoughts and recommendations on this issue in the comments.
How to make the right hole
To drill a hole in metal, you first need to securely secure the workpiece. If the part has good mass, it is often enough to simply place it on a flat surface. Its own weight will not allow it to “slither” from side to side.
Parts of small dimensions and light mass must be clamped in a vice. If you first mark the future center of the hole according to the applied markings, then this notch will allow you to confidently start when working. The drill installed in it will no longer move to the side.
Through hole
From the lips of some masters you can hear the word “passage”. Because the drill completely penetrates the workpiece in its movement. In fact, this is the easiest operation. But special attention needs to be paid to the final stage.
When leaving the workpiece, the drill can not only damage the surface of the workbench, but also break itself from the impact. To avoid this, you need to do the following. Either place the part above the through hole in the workbench, or place a wooden spacer under it.
Also, a sharp exit from the part creates a hart (burr) on its reverse side. To prevent this from happening, it is necessary to reduce the drill speed at the final stage to the very minimum. This technique will help if you need to make a through hole in the metal, when the part cannot be dismantled and clamped in a vice. That is, drilling occurs at its location.
Blind hole
To ensure that the drill does not go right through the part, but stops at the required depth, two methods are used. A special stop is attached to the drill, positioning it at a given distance from the cutting edge. The device usually has the form of a sleeve.
Or the drill has a movable pin in the chuck area. It is clamped with a screw so that its end creates an emphasis on the workpiece. Not allowing the drill to penetrate deeper than the measured distance.
If a machine is used to drill a blind hole in metal, it usually has a ruler. Knowing the required depth, the operator stops the mechanism at the right moment. There are machines in which such an operation is fully automated. And the most serious inconvenience in such work is that it is periodically necessary to remove chips from the hole.
Complex holes
To make a half hole located on the edge of the workpiece, you will need a spacer. Moreover, it must be made of the same material as the part being processed. The workpiece and the gasket are connected by their edges and clamped in a vice. Having positioned the center of the drill in the right place exactly between them, make a through hole.
In order to drill a tangential hole in a cylindrical part, you must first mill the site. And only then do the drilling. This preparation must be done in all cases where you need to make a hole at an angle.
To achieve a shouldered passage, it is easiest to drill through the piece first with the smallest drill bit. Then the hole is expanded to a given depth with drills of other diameters. From smallest to largest. A wooden plug is driven into the hollow part before drilling.
Large diameter hole
Let's look at how to drill a large hole in metal. First you need to choose the right drill. For passages up to a maximum diameter of 40 mm, a cone drill with a stepped surface is well suited. For holes up to 100 mm in diameter, you will need either a hollow bimetallic bit or an annular cutter with carbide teeth and a center drill.
For such an operation you will need a powerful tool capable of operating at the lowest speeds. And the thicker the metal being processed, the more difficult it will be to drill it with a drill. Experts recommend that if the workpiece thickness exceeds 12 mm, immediately look for an opportunity to perform the work on the machine.
deep hole
Theoretically, this is considered a hole whose length exceeds its diameter by 5 times. But in practice, a deep passage is called a passage from which chips must be periodically removed. And to maintain the integrity of the drill, you have to cool and lubricate the surface.
The following are used as cutting fluids (coolants):
- industrial oils;
- synthetic emulsions;
- technical petroleum jelly;
- laundry soap;
- castor oil half and half with kerosene;
- turpentine diluted with alcohol.
When performing work with a twist drill, it is necessary to periodically feed coolant into its channels. You will have to frequently pull the drill out of the hole to clear it of chips. Moreover, it is better not to stop the rotation, otherwise the drill may jam.
The operation is carried out in stages. First, a small diameter twist drill is used. Then deepening is carried out with drills of greater thickness.