Welding or filler wire is supplied in reels. This is convenient for industrial lines: the reel is installed on the feeder and the rod is automatically sent to the welding zone. An alternative is manual material feeding, which is common outside of mass production.
The filler rod itself can be different: solid, hollow or with special inclusions. The metals from which it is made also have a wide range: aluminum, brass and others. When choosing this parameter, welders pay attention first of all: the composition of the additive must be identical to the metals being welded.
Types of welding wire
When carrying out welding work, the following types of wire are used:
- powder _ In demand when working with carbon steel, which will subsequently be subject to heat treatment;
- aluminum _ It is used when welding workpieces made of the same material. The content of silicon, manganese, magnesium and other inclusions is allowed);
- stainless steel Suitable for working with stainless metals: steel containing chromium or nickel;
- copper-plated - for working with high and medium alloy steel;
- steel _ Designed for welding medium and low alloy steel.
Wire for stainless steel
This filler material is used in cases where steel containing chromium or nickel is welded in an inert environment. Main advantages:
- the result is a high quality seam;
- there are no cracks on the surface of the welded joint;
- the seam is resistant to corrosion;
- a small amount of splashes;
- arc stability.
Stainless steel welding wire has an important advantage: it creates a weld with an increased service life. It is made from high-alloy steel, in which the content of nickel, chromium and other similar inclusions is high. They minimize the likelihood of rust formation or the onset of corrosion processes.
Wire can be solid or cored. The first is used for working in an inert environment or submerged arc. Shielding gases are necessary to prevent the penetration of atmospheric oxygen, which could oxidize the stainless steel during the thermal joining process. Of course, this will negatively affect the quality of the weld.
Powder consumables are a thin-walled tube into which flux and additional elements for gas formation are poured. Their advantage is that an inert environment is not required. I form the protective shell with such filler materials myself. They are usually called self-protective.
During operation, the consumable passes through the current-carrying tip. Because of this, its diameter may decrease slightly, which ultimately reduces the quality of the welded joint. Therefore, wire is usually divided into normal and high-precision. The diameter varies over a wide range of values: from 0.13 to 6 millimeters. The key parameter influencing the choice of filler wire for welding stainless steel workpieces is the matching of the material of the parts and consumables.
The best manufacturers
Today, even the most picky buyer knows which company’s product is best to buy. In our case, the “Name” of the manufacturer is also of great importance. Moreover, there are quite a lot of manufacturers on the modern market and this somewhat complicates the choice. We are only interested in quality products, so we will get to know the best manufacturers from different countries.
Russia
Leopard
Filler materials of this brand have been produced by Barsweld since 2008. In terms of the characteristics of the final product, they will compete with any European manufacturer. The company's assortment includes various types of consumables, including: stainless, aluminum, copper, copper-plated, powder. Modern equipment from Europe ensures high final quality of the product.
CHZSM
In 2012, the production of filler rods began at the Cherepovets Welding Materials Plant. Today it is one of the leaders among domestic manufacturers, equipped with the most modern equipment and highly qualified personnel. The range of brands and diameters is quite wide.
Svarmontazhstroy (SMS)
Russian company from Dolgoprudny in the Moscow region. Produces solid wire at world standards. The product is in high demand among shipbuilders, mechanical engineering enterprises and engine manufacturers, energy complex enterprises, etc. The quality control and management system is based on compliance with the provisions of the international standard ISO 9001:2015. There are two options in the range: copper-plated and Ultra (without coating, with improved surface characteristics).
Sudislavsky Welding Materials Plant
Production is launched in the Sudislavsky district of the Kostroma region. The main activity is the production of electrodes. In 2011, the plant commissioned a technological line for the production of two types of wire:
- copper-plated, polished with graphite coating, with a diameter from 0.8 to 1.6 mm for work in a gas environment;
- copper-plated for different grades of steel, with a diameter from 2.0 to 5.0 mm, for welding with flux.
The company's products are in high demand
China
Rods made in China are in high demand due to their decent quality and budget price. There are a significant number of Chinese manufacturers on the market. Let's get to know some of them.
DEKA
The company produces and supplies the market with inexpensive and high-quality welding consumables of its own production. Her product is intended for semi-automatic and argon devices.
Farina
The company is engaged in the production of wire for joining parts made of low-alloy and carbon steels. The material is in demand in various industries. The consumable from Farina is characterized by its low cost, stable thickness, and fast ignition of the arc. To preserve the working qualities of the goods during long-term transportation, sealed packaging is used.
Sweden
ESAB
The world leader in the production of welding materials is of Swedish origin. Its products are in high demand among welders around the world. The range of brands is extremely wide. Polished wire from ESAB is in particular demand. The company owns more than two dozen factories in Europe, Asia, and America.
Elga
Swedish company. On the market since 1938. The range includes all types of filler materials. The company's products are used mainly for the assembly of critical structures. The plant's equipment is the most modern. There is a research center and laboratory where new technical solutions are developed.
Italy
Quattro Element
The manufacturer is known for reliable and high-quality products and a wide range of products, including stainless, flux-cored, aluminum and copper-plated filler rods. According to welders, some of them are the best in the world.
Novofil SRL
The company is rightfully considered one of the world leaders in the production of wire for working with low-alloy, low-carbon aluminum products. Copper and bronze coated materials are produced. The product quality is consistently high.
USA
Lincoln Electric
Products for semi-automatic welding from this American company guarantee a stable arc and high productivity. They are in high demand among craftsmen all over the world.
Hobart Brothers
Solid, powder and aluminum filler rods from the American company Hobart Brothers are in high demand. The promotion of their products on the world market is carried out exclusively by company managers in sales offices around the world.
Copper-clad wire
The material has the same set of advantages as wire for welding stainless steel. Plus, it also helps reduce tip consumption, regardless of the brand of welding machine. The main purpose is to join high-alloy and carbon steels in a protected environment.
The consumable is supplied to the consumer market wound on a plastic cassette. Thanks to ease of use, the productivity of specialists increases. The standard thickness of copper-plated wire is 0.6; 0.8 and 1 mm. It simplifies the re-ignition of the welding arc and maintains the stability of its combustion in different modes.
A classic example of such a consumable material is SV-08G2S wire, which contains 1% silicon, 2% manganese and 0.8% carbon. Another option is esab brand welding wire, designed to work with a wide range of steels, including tool, marine, stamped; stainless steel, aluminum and even cast iron.
How to choose the diameter
The diameter of the welding wire should be selected based on the thicknesses being welded. The standard range includes the following standard sizes: 0.6 mm; 0.8 mm; 1.0 mm; 1.2 mm; 1.6 mm. For powder electrodes this range is increased to 6 mm.
For welding parts with a thickness of 3-5 mm, wire with a diameter of up to 1.2-2 mm is suitable. For thin-walled products it is better to use 0.8-1 mm electrodes. This will protect you from through burns. Remember that the hole diameter of the welding tip must match the size of the wire.
The second selection criterion is the current value set during welding. To compare diameters and current, you need to familiarize yourself with the corresponding tables.
Steel wire
It is used in most areas of human production activity. It is characterized by a large number of indicators, the main of which are the cross-sectional diameter, strength and composition of the material used in manufacturing. There are many types of steel wire: reinforced, spring welding, barbed and others. The marking of the material intended for welding contains the abbreviation “St”. Available in different diameters: from 0.3 mm to 12 mm.
There are more than fifty different brands of products, which can be divided into three groups:
- For steel with low carbon content. As an example: Sv-10G2, Sv-08, Sv-YUGL.
- For welding low and medium alloyed workpieces. Wire brands Sv-08G2S, Sv-18HS, Sv-08GS and others are suitable.
- For connecting structures made of high-alloy steel: Sv-12Х13, Sv-08Х14GNT.
In some cases, the surface of the steel wire is coated with a thin layer of copper. This is done to protect the metal from oxidation and improve its electrical conductivity.
Steel wire is used when working with inert gases or submerged arcs. This is the consumable material most suitable for argon welding. Chromium, manganese, nickel, titanium, tungsten or molybdenum are used as alloying elements in manufacturing. Thanks to the first three components, it is possible to join stainless steel with a high carbon content.
Certification, GOST
Mechanical characteristics and physical and chemical indicators must comply with GOST 2246-70 . Many manufacturers include the letter “P” in the designation, which tells the consumer about the condition of the surface.
Polished welding wire SV-08G2S (1.4 mm; 15 kg; K 300) LEZ. Photo VseInstruments.ru
Aluminum wire
Used when working with aluminum alloys in which the silicon content does not exceed 3%, and copper - from 3 to 5%. Products manufactured for semi-automatic welding machines are made of aluminum, which has a positive effect on seam formation:
- gives additional strength;
- exactly matches the color of the blanks;
- has the same corrosion resistance as any other aluminum alloy.
Most often used in automotive production and shipbuilding. In third place in demand are organizations where welded structures interact with water. Characterized by excellent ductility and low weight; Most often used in gas welding. Suitable for joining other non-ferrous metals.
In practice, there are no metal parts or structures that consist of pure aluminum. Additional inclusions are always used to improve certain characteristics. This statement is also true for the welding wire itself, although often the amount of additives is measured to not exceed one percent. For example, only 0.2% titanium allows a specialist to make a fine-grained seam, which is extremely necessary when performing precision work.
However, according to GOST, pure aluminum wire is defined as a separate category. In addition to it, there are alloys with magnesium, copper or silicon. In addition to the provisions of the state standard, there are technical conditions that regulate the production of other alloys: with chromium, as well as with silicon and magnesium.
An important condition for a high-quality connection is the correspondence of the composition of the workpieces and the consumable material. Only magnesium, which actively evaporates at high temperatures, can be considered as an exception. Its composition in the additive can be 10-20% greater than the nominal value.
Recommendations for use
Welding wire is not immediately put into operation; it can be stored for some time in certain conditions. Using a material whose corrosion protection is provided by a process lubricant is not effective enough.
European manufacturers have created ASC coating - a natural coating that does not contain polluting elements. Improved corrosion resistance is an important factor when selecting wire.
Reference. Information about the rate of wire consumption and its calculation will allow you to competently prepare for work.
Flux Cored Welding Wire
Flux-cored welding wire is in demand when working with carbon, medium-carbon and low-alloy steel. For a high-quality result, the absence of a gaseous environment is important. This wire is also called fleece wire. This is due to the fact that the additive is not completely metal, but is filled inside with powder - fleece. Its content is approximately 15-40 percent of the total mass. The property of the material depends on the specific value.
The main advantage of the consumable is the high quality of the welded joint, ease of slag removal, and a highly stable electric arc during the welding process. Depending on the characteristics of the filler, it is customary to divide cored wire into five groups:
- rutile-fluorite. Designed for low alloy steel;
- organic rutile perfectly connects low-carbon metals;
- rutile is designed for steel with a medium amount of carbon;
- fluorite-carbonate is used when working with low-alloy and low-carbon metals, which are used in the creation of critical structures;
- fluorite is an intermediate link between the previous type of wire and rutile-fluorite.
Quite often, flux-cored wire is confused with steel. For example, some manufacturers call the esab brand steel, while others call it powder. This situation misleads buyers. It would be fair to separate flux additives into a separate group. And this would be fair, since flux greatly increases the capabilities of a semi-automatic device. And another very important advantage is that the powder consumable is the key to a higher quality welded joint compared to conventional metal wire.
The strength of the weld largely depends on the correct choice of consumables. Experienced welders often recommend that beginners opt for universal materials. And this recommendation is quite fair, but not always. For example, without inert gases the result will be mediocre.
Scope, purpose
Some welds belong to the category of critical (there is a category of especially critical) connections. Such seams are monitored for a variety of defects. To obtain satisfactory results, it is necessary to ensure stable operating parameters of the equipment throughout the entire length of the weld. This is achieved by using consumables with a copper-plated or polished surface.
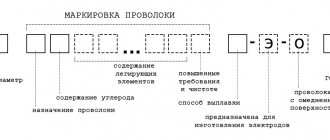
Welding wire marking
To choose the right additive, you need to know in advance what type of work you plan to perform. The fact is that each type of wire is designed for a specific job. Cutting metal is unlikely to be possible with consumables designed for semi-automatic welding.
Plus, the consumables differ in diameter, which is selected depending on the thickness of the workpiece. The thicker the parts being welded, the larger the diameter of the additive should be. And it varies over a wide range of values: from 0.8 to 12 mm. Most often, welders require relatively thin rods - about 3 millimeters.
When planning to weld two titanium workpieces, it is logical to assume that a specialist uses the appropriate titanium welding wire. It is important to know its composition. After all, various additives are often added to the wire; The level of alloying also varies. The quality of the weld depends on the compatibility of the base material and the additive. The more homogeneous their composition, the better for the final result.
All information is “hardwired” into the labeling. To determine what a particular symbol means, it is enough to consider a simple example. The abbreviation “Sv-06Х19Н9Т” denotes one of the most popular types of additive. The first two letters “Св” indicate that the material is intended only for welding - cutting or other types of work cannot be performed with it. That is, the first two letters indicate the type of consumable. In addition to welding wire, there are surfacing wires (“Np”) and flux-cored wires (“Pp”).
The next two numbers indicate the percentage of carbon. 06 is six hundredths of a percent (0.06%) of the total mass of the material. Below is information about the inclusions and their shares. The letter “X” informs that the additive contains chromium, and its amount is “19” - 19%. The additive contains 9% nickel (“N”), but how much titanium (“T”) is not indicated. The fact is that if the amount of inclusion is less than 1%, then such data is not included in the labeling. That is, there is less than one percent titanium in the wire.
It remains to remember what certain symbols mean that are used in wire markings:
- G – manganese;
- D – copper;
- M – molybdenum;
- C – silicon;
- C – zirconium;
- F – vanadium;
- Yu – aluminum.
Tools
0 votes
+
Vote for!
—
Vote against!
In everyday life, welding work is not often required, unlike in the industrial sector, where welding is an integral part of the process. However, when the need arises to cook something, the question also arises of how to do it, using what unit, what consumables are needed. The choice of welding method and consumables directly depends on what materials need to be welded together. For example, to weld refractory and non-ferrous metals, you have to use welding wire, but not just what kind, but a different type is selected for each case. Often the question of how to choose a wire for welding confuses a novice welder or a craftsman who has recently used the machine. In this article we will talk about what kind of welding wire there is and how to select it for certain cases.
- Welding wire marking
- Types of welding wire
- Welding filler wire
- Flux Cored Wire for Welding
- Steel Welding Wire
- Aluminum Welding Wire
- Wire for welding stainless steel
- Copper Welding Wire
- Wire for welding cast iron and nickel alloys
- Titanium Welding Wire
- Welding wire diameter
Welding wire marking
For welding wire, the most important thing is the chemical composition; it is this that determines the choice. You can recognize it by reading the markings on a domestically produced product, which complies with GOST 2246-70 , or foreign markings according to AWS .
Since the production of welding wire in the CIS countries is very well established, we will first look at the designations on domestically produced products. First, let's decipher the letter designations:
Example: SV-08G2S means
- SV – welded wire;
- 08 – mass fraction of alloyed elements in the wire composition. In this case, the wire contains 0.08% carbon;
- G – contains manganese;
- 2 – no more than 2% of the element indicated before the number. In this case, no more than 2% manganese;
- C – contains silicon. In this case, there is no number after the designation “C”, this means that the silicon content is less than 1%, but more than 0.5%.
Example: SV-06Х21Н7БТ means Welding wire, which contains 0.06% carbon, 21% chromium, 7% nickel, alloyed with niobium and titanium.
Example: SV-08Х19Н10МЗБ means Welded wire, which contains 0.08% carbon, 19% chromium, 10% nickel, 3% molybdenum, alloyed with niobium.
Sometimes in markings according to modern standards, aluminum is designated by the letter “A”.
Example: SV-A97 is a welding wire consisting of 99.97% aluminum.
Example: SV-AK5 is a welding wire consisting of 95% aluminum and 5% silicon.
To order a particular wire, you must accurately indicate the marking. Unfortunately, international standards are not as easy to read as GOST standards, so if you haven’t found the required domestically produced wire, contact a specialist so that he can select a foreign analogue for you.
Types of welding wire
In total, there are about 77 brands of domestically produced welded wire, which can be divided into 3 main categories:
Thus, the wire is divided according to the area of application: one is used for low-alloy steels, the other for carbon steels, and the third for welding non-ferrous metals or submerged arc welding.
For example, the SV-08G2S wire considered above is alloyed, since it contains more than 2.5% alloying metals: 2% manganese and more than 0.5% silicon.
Welding filler wire
Welding wire is a so-called filler material. In the process of welding two elements, the wire is brought to the seam and melts along with the edges of the metals, filling the seam. Thus, the filler wire serves as a material that makes up for losses due to metal spatter during welding. In addition to wire, filler rods and tapes can be used as filler material.
The main requirement when choosing a filler wire is that it must have the same chemical composition as possible as that of the materials being welded . For example, you need to pay attention to the carbon content. The plasticity of the seam depends on the amount of this element. Sulfur and phosphorus are considered negative impurities. To ensure a high-quality, reliable weld and long service life of the product, the composition of the filler wire should be as close as possible to the composition of the metals being welded.
The second requirement is that the melting temperature of the filler wire should be slightly lower or the same as that of the metals being welded . Pay attention to when the wire begins to melt; if this happens later than the metals being welded, then there is an extremely high probability that the metal on the elements being welded will burn through. And of course, it is important that the melting occurs evenly, then the seam will be neat (without defects) and more durable. If the melting temperature is chosen incorrectly, this threatens the appearance of cracks in the weld, high slagging of the seam, spattering of the metal edges, and, worst of all, the presence of hidden cavities inside the weld.
General requirements for filler wire:
- The thickness of the filler wire must correspond to the thickness of the elements being welded.
- The wire must be clean, free of scale, rust, traces of oil or paint, or other contaminants.
- The wire should melt evenly without spattering.
- The resulting weld should be smooth, without cracks or pores in the metal.
Most often, filler wire is used when welding in a shielding gas environment, which provides a clean and reliable weld, protecting the weld pool from oxygen. Argon, helium, carbon dioxide or mixtures of argon and carbon dioxide can be used as shielding gases.
Wire for argon arc welding of non-ferrous metals should have a similar composition. For example, for welding aluminum, wire SV-97, SV-A85, SV-AMts or its foreign analogues ER 1100 (OK Autrod 1070 (OK Autrod 18.01)) is used. These materials are resistant to chemical and atmospheric influences; two weldings are used for products made of pure aluminum or its ductile alloys (AD1, AMts).
Wire for semi-automatic welding of low-alloy steels is the market leader in welding consumables, since the vast majority of steel products belong to this category. The most common filler wire is the already known SV-08G2S, which is produced both in the usual version - without coating, and copper-plated - with anti-corrosion protection. The use of wire with anti-corrosion copper-plated protection makes the product of higher quality, the arc burns more steadily during the welding process, and the copper tip is consumed more slowly.
The filler wire welding process uses flux. Substances called “fluxes” make it possible to make the structure of the weld as ideal as possible, thereby protecting the metal in the weld area from premature destruction. Thanks to fluxes, the surface of the metal in the welding zone is even and smooth, and the degree of extensibility of the metal in the weld zone is high. All this makes the product more reliable and durable.
The following are used as flux:
- Boric acid.
- Borax.
- Silicon oxides.
- Sulfur.
Most often, filler wire is sold in coils. Before use, it must be straightened and cut into pieces of the required length. If the wire will not be used for a long time, it must be protected by wrapping the coil with special waterproof paper.
Flux Cored Wire for Welding
To improve the welding process in field conditions or open spaces, so-called flux-cored wire is used. This makes it possible to make high-quality seams, while spending less time and effort on mechanizing the process and cleaning the material from splashes. This type of wire is divided into two subtypes: gas-shielding flux-cored wire and self-shielding flux-cored wire.
Flux-cored gas shielding wire is intended for semi-automatic and automatic welding of low-alloy and carbon steels in a protective gas environment: carbon dioxide or its mixtures with argon.
Due to its high penetration, this wire can be used for welding fillet, lap and butt joints in almost one pass. The advantages of flux cored gas shielding wire are low level of spattering, slag crust is easily separated, high resistance to porosity and unwanted slag inclusions, stable jet transfer.
Flux cored gas shielding wires are divided into the following types:
New types of such wire make it possible to achieve an ideal weld shape, low spatter, high weld speed, high deposition rate and low smoke if used for welding in protective mixtures with a high content of argon.
Flux cored self-shielding wire is also called flux-cored wire or simply self-shielding. Its core contains all the necessary slag-forming, protective and deoxidizing additives. As a result, there is no need to use bottled gas. This greatly simplifies the task, since there are many problems and dangers associated with the use of gas. Cored wire allows you to avoid a number of hassles with storing, certifying gas cylinders, refilling them and moving them from place to place.
If during conventional semi-automatic welding a protective pool was formed using a gas flow that came out of the torch nozzle, then wire for welding without gas allows you to create protection in a different way - during the welding process, the flux located in the wire core evaporates and forms a protective bubble directly at the welding site . It cannot be washed off by a stream of air, so such wires are used for welding outdoors in strong winds.
Advantages of cored self-shielding wire:
- Open arc. This allows the operator to monitor what is happening and redirect the deposited metal.
- Guaranteed perfect seam composition.
- You can weld in any position.
- The equipment is compact, there is no need to use gas cylinders, as well as equipment for supplying gas and flux.
- A special coating of the wire with lubricant makes it possible to withstand the mechanical pressure of the rollers that feed the material into the welding zone.
For open arc surfacing, wires with a diameter of 2.0 – 3.0 mm are used, and for submerged arc surfacing, wires with a diameter of 3.6 mm are used. For welding large-sized products, wire with a diameter of 5.0 mm is used.
The welding technology using self-shielding wire does not differ from the technology using solid welding filler wire. The only limitation is that the semi-automatic welding machine must have a No Gas mode.
Steel Welding Wire
Copper-plated wire SV-08G2S is used for welding pipelines, boilers, structural steel products, as well as containers that will be under high pressure during operation. It has also proven itself well when working with thin metal and welding in any position. The tensile strength of this wire is in the range of 900 – 1350 MPa.
The table below shows the grades of welding wire that can be used for welding steel under gas protection conditions - argon, carbon dioxide or a mixture of these gases.
Table 1. Wire for welding steel in shielding gases.
Aluminum Welding Wire
For welding aluminum and its alloys, wire is used consisting of pure aluminum or with the addition of magnesium and silicon, depending on the composition of the alloy being welded. Most often, products are made of aluminum (99%), aluminum-magnesium alloy (4.8 - 6% magnesium and the rest aluminum) and aluminum-silicon alloy (95% aluminum and 5% silicon). For each of them, its own wire is selected, this can be easily seen from the table.
Wire for argon welding of aluminum is used with flux, which can have the following composition: potassium chloride 27 - 33%, lithium chloride 9 - 12%, sodium chloride 42 - 48%, potassium fluoride 12 - 16%.
Table 2. Wire for welding aluminum and its alloys.
Welding of aluminum parts is common in the food industry.
Wire for welding stainless steel
Welding of products made of stainless steel or heat-resistant alloys is carried out using a semi-automatic machine using shielding gas. The welding wire is made of high-alloy heat-resistant steel. Stainless steel welding wire contains silicon and carbon. Silicon ensures the strength of the weld and its quality. Carbon prevents the formation of intercrystalline corrosion.
In addition to silicon and carbon, stainless steel wire may contain chromium and nickel. This wire is more resistant to corrosion. It is used in mechanical engineering, food and light industry, oil industry and shipbuilding.
Table 3. Stainless steel welding wire for welding stainless and heat-resistant steels.
Copper Welding Wire
The use of copper in industry and power engineering is associated with the exceptional properties of copper to resist corrosion in aggressive environments. The purer the metal composition, i.e. The more copper it contains and the fewer impurities, the higher the corrosion resistance. This is why increased demands are placed on copper-based materials and filler wires.
Depending on the amount of impurities, the following grades of copper are distinguished:
Due to the fact that the welds of products made of pure copper must retain the entire complex of physical properties for which this metal is used - thermal conductivity, electrical conductivity, corrosion resistance and density, extremely stringent requirements are imposed on welding wire. And during the welding process, the seam should not become contaminated with impurities.
Welding wire for copper is made of electrolytic copper, and during the welding process a flux of borax 48 - 53%, sodium chloride 32 - 38%, boric acid 10 - 14% can be used.
Table 4. Wire for copper welding.
Wire for welding cast iron and nickel alloys
For welding nickel, wire alloyed with metals such as manganese (no more than 2%), silicon (no more than 0.8%), magnesium (no more than 0.3%) and titanium (no more than 0.1%) is well suited. Manganese is necessary for deoxidation and binding of sulfur, silicon makes the metal more fluid, magnesium binds those sulfur residues that remain after manganese. It is advisable to choose the diameter of the wire for welding nickel equal to half the thickness of the metal of the products being welded.
Cast iron is a difficult metal to weld, since there is a high probability of cracks appearing in the weld. The way out of the situation was to use wires coated with non-ferrous alloys for welding, or preheat the workpieces before welding and use flux-cored wires.
Table 5. Wire for welding cast iron and nickel alloys.
Titanium Welding Wire
To weld titanium, cold-drawn sheet metal wire is used. The composition should be as close as possible to the composition of the base material. Most often this is filler flux-cored wire of the PPT-1 and PPT-3 brands. The titanium welding technology itself involves the use of argon arc welding and a non-consumable tungsten electrode. Wire consumption is 1.2 - 1.5 m per linear meter of seam.
Welding wire diameter
The diameter of the filler wire is selected depending on the thickness of the metal in the workpieces being welded. So if the thickness of the product is 3 - 5 mm, then take a wire of 2 mm, if the thickness is 5 - 16 mm, then use a wire with a diameter of 3 - 4 mm. For thicker sheets 7 - 25 mm, you can use 7 mm thick wire.
For semi-automatic welding machines, wire is produced in the following diameters: 0.6 mm, 0.8 mm, 1 mm, 1.2 mm, 1.6 mm.
Wire for welding with electrodes and filler rods – 1.6 – 5 mm.
The widest range of welding wires in the flux-cored wire category is 0.6 - 6 mm.
In addition to the thickness of the product, the required diameter of the welding wire is also influenced by the current required for welding in a particular case. You can see what wire diameters are needed in a particular case in the table below.
Table 6. Welding wire diameter depending on current strength.
Selecting a welding wire is a very important task. If the tables provided still did not help you understand the question of which wire to use, then it is better to seek help from a specialist.