Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Лучшие производители
Сегодня даже самый непривередливый покупатель знает какой фирмы товар лучше купить. В нашем случае «Имя» производителя также имеет большое значение. Тем более, что производителей на современном рынке достаточно много и это несколько осложняет выбор. Нас интересует только качественный товар, поэтому познакомимся с лучшими производителями из разных стран.
Россия
Барс
Присадочные материалы этой торговой марки производит компания Barsweld с 2008 года. По характеристикам конечного продукта они составят конкуренцию любому европейскому производителю. В ассортименте компании различные виды расходников, в том числе: нержавеющие, алюминиевые, медные, омедненные, порошковые. Современное оборудование из Европы обеспечивает высокое конечное качество продукта.
ЧЗСМ
В 2012 году начался выпуск присадочных прутков на Череповецком заводе сварочных материалов. Сегодня это один из лидеров среди отечественных производителей, оснащенный самым современным оборудованием и персоналом высокой квалификации. Ассортимент марок и диаметров достаточно широк.
Свармонтажстрой (СМС)
Российская компания из г. Долгопрудный в Подмосковье. Производит сплошную проволоку на уровне мировых стандартов. Товар пользуется повышенным спросом у судостроителей, на предприятиях машиностроения и у моторостроителей, на предприятиях энергетического комплекса и т.д. Система контроля и управления качеством основывается на выполнении положений международного стандарта ISO 9001:2015. В ассортименте два варианта: омедненная и Ультра (без покрытия, с улучшенными характеристиками поверхности).
Судиславский завод сварочных материалов
Производство развернуто в Судиславском районе Костромской области. Основное направление деятельности – изготовление электродов. В 2011 году на заводе введена в строй технологическая линия по производству проволоки двух типов:
- омедненной, полированной с графитовым покрытием, диаметром от 0,8 до 1,6 мм для работ в газовой среде;
- омедненной для разных марок стали, диаметром от 2,0 до 5,0 мм, для сварки с флюсом.
Продукция компании пользуется повышенным спросом
Китай
Прутки китайского производства пользуются повышенным спросом ввиду приличного качества и бюджетной цены. На рынке присутствует значительное количество китайских производителей. Познакомимся с некоторыми из них.
DEKA
Компания производит и поставляет на рынке недорогие и качественные сварочные расходные материалы собственного производства. Ее товар предназначен для полуавтоматов и аргонных аппаратов.
Farina
Компания занята производством проволоки для соединения деталей из низколегированных и углеродистых сталей. Материал востребован в различных отраслях промышленности. Расходник от Farina отличается низкой стоимостью стабильной толщиной, быстрым розжигом дуги. Для сохранения рабочих качеств товара в период длительной транспортировка применяется герметичная упаковка.
Швеция
ESAB
Мировой лидер в производстве сварочных материалов имеет шведское происхождение. Его продукция пользуется повышенным спросом сварщиков во всем мире. Ассортимент марок чрезвычайно широк. Особым спросом пользуется полированная проволока от ESAB. Компания владеет более чем двумя десятками заводов в странах Европы, Азии, Америки.
Elga
Шведская компания. На рынке с 1938 года. В ассортименте все типы присадочных материалов. Продукция фирмы применяется в основном для сборки ответственных конструкций. Оборудование завода самое современное. Имеется исследовательский центр и лаборатория, где разрабатываются новые технические решения.
Италия
Quattro Element
ПРоизводитель известен надежной и качественной продукцией и широким ассортиментом, включающим нержавеющие, флюсовые, алюминиевые и омедненные присадочные прутки. По мнению сварщиков, некоторые из них являются лучшими в мире.
Novofil S.r.L.
Компания по праву считается одним из мировых лидеров в производстве проволоки для работы с низколегированными, малоуглеродистыми, алюминиевыми изделиями. Производятся материалы с медным и бронзовым покрытием. Качество продукции неизменно высокое.
США
Lincoln Electric
Товары для полуавтоматической сварки от этой американской компании гарантируют, стабильную дугу, высокую производительность. Пользуются повышенным спросом у мастеров во всем мире.
Hobart Brothers
Повышенным спросом пользуются сплошные, порошковые и алюминиевые присадочные прутки американской фирмы Hobart Brothers. Продвижением своей продукции на мировом рынке занимаются исключительно менеджеры компании в торговых представительствах по всему миру.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Как подобрать диаметр
Диаметр сварочной проволоки должен выбираться, исходя из свариваемых толщин. Стандартный ряд включает в себя такие типоразмеры: 0,6 мм; 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм. Для порошковых электродов этот диапазон увеличен до 6 мм.
Для сварки деталей толщиной 3-5 мм подойдет проволока диаметром до 1,2-2 мм. Для тонкостенных изделий лучше использовать электроды 0,8-1 мм. Это убережет вас от сквозных прожогов. Помните, что диаметр отверстия сварочного наконечника должен соответствовать размеру проволоки.
Второй критерий выбора – величина тока, устанавливаемая при сварке. Чтобы сопоставить диаметры и ток, необходимо ознакомиться с соответствующими таблицами.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Сертификация, ГОСТ
Механические характеристики и физико-химические показатели должны соответствовать ГОСТ 2246-70. Многие производители включают в обозначение букву «П», которая говорит потребителю о состоянии поверхности.
Проволока сварочная полированная СВ-08Г2С (1.4 мм; 15 кг; К 300) ЛЭЗ. Фото ВсеИнструменты.ру
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Рекомендации по использованию
Сварочная проволока не сразу запускается в работу, какое-то время может храниться в тех или иных условиях. Использовать материал, у которого защитой от коррозии является технологическая смазка недостаточно эффективно.
Европейские производители для полированной поверхности создали покрытие ASC – натуральное покрытие, которое не содержит загрязняющих элементов. Улучшенная коррозионная стойкость – важный фактор при выборе проволоки.
Справка. Информация о норме расхода проволоки и его расчете позволит грамотно подготовиться к работам.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Область применения, назначение
Некоторые сварочные швы относятся к категории ответственных (существует категория особо ответственных) соединений. Такие швы контролируются на наличие самых разных дефектов. Для получения удовлетворительных результатов необходимо обеспечить стабильные параметры работы оборудования на всей протяженности выполнения сварного шва. Это достигается применением расходного материала с омедненной или полированной поверхностью.
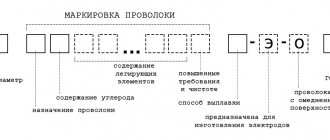
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» — 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Инструменты
0 votes
+
Голос за!
—
Голос против!
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Присадочная проволока для сварки
- Порошковая проволока для сварки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.