Welding or filler wire is supplied in reels. This is convenient for industrial lines: the reel is installed on the feeder and the rod is automatically sent to the welding zone. An alternative is manual material feeding, which is common outside of mass production.
The filler rod itself can be different: solid, hollow or with special inclusions. The metals from which it is made also have a wide range: aluminum, brass and others. When choosing this parameter, welders pay attention first of all: the composition of the additive must be identical to the metals being welded.
Types of welding wire
When carrying out welding work, the following types of wire are used:
- powder _ In demand when working with carbon steel, which will subsequently be subject to heat treatment;
- aluminum _ It is used when welding workpieces made of the same material. The content of silicon, manganese, magnesium and other inclusions is allowed);
- stainless steel Suitable for working with stainless metals: steel containing chromium or nickel;
- copper-plated - for working with high and medium alloy steel;
- steel _ Designed for welding medium and low alloy steel.
see also
- For electrical transmission, see: Power cable, High voltage cable and HVDC
- Barbed wire
- Cable
- chicken wire
- Electrical connector
- Wiring
- Litz wire
- Piano string
- Barbed wire
- THHN
- Tinsel wire
- Bonding wires
- Wire gauge
- Wire mesh
- Cable
- Wire decorations
- Wollaston wire
Wire for stainless steel
This filler material is used in cases where steel containing chromium or nickel is welded in an inert environment. Main advantages:
- the result is a high quality seam;
- there are no cracks on the surface of the welded joint;
- the seam is resistant to corrosion;
- a small amount of splashes;
- arc stability.
Stainless steel welding wire has an important advantage: it creates a weld with an increased service life. It is made from high-alloy steel, in which the content of nickel, chromium and other similar inclusions is high. They minimize the likelihood of rust formation or the onset of corrosion processes.
Wire can be solid or cored. The first is used for working in an inert environment or submerged arc. Shielding gases are necessary to prevent the penetration of atmospheric oxygen, which could oxidize the stainless steel during the thermal joining process. Of course, this will negatively affect the quality of the weld.
Powder consumables are a thin-walled tube into which flux and additional elements for gas formation are poured. Their advantage is that an inert environment is not required. I form the protective shell with such filler materials myself. They are usually called self-protective.
During operation, the consumable passes through the current-carrying tip. Because of this, its diameter may decrease slightly, which ultimately reduces the quality of the welded joint. Therefore, wire is usually divided into normal and high-precision. The diameter varies over a wide range of values: from 0.13 to 6 millimeters. The key parameter influencing the choice of filler wire for welding stainless steel workpieces is the matching of the material of the parts and consumables.
Copper-clad wire
The material has the same set of advantages as wire for welding stainless steel. Plus, it also helps reduce tip consumption, regardless of the brand of welding machine. The main purpose is to join high-alloy and carbon steels in a protected environment.
The consumable is supplied to the consumer market wound on a plastic cassette. Thanks to ease of use, the productivity of specialists increases. The standard thickness of copper-plated wire is 0.6; 0.8 and 1 mm. It simplifies the re-ignition of the welding arc and maintains the stability of its combustion in different modes.
A classic example of such a consumable material is SV-08G2S wire, which contains 1% silicon, 2% manganese and 0.8% carbon. Another option is esab brand welding wire, designed to work with a wide range of steels, including tool, marine, stamped; stainless steel, aluminum and even cast iron.
Steel wire
It is used in most areas of human production activity. It is characterized by a large number of indicators, the main of which are the cross-sectional diameter, strength and composition of the material used in manufacturing. There are many types of steel wire: reinforced, spring welding, barbed and others. The marking of the material intended for welding contains the abbreviation “St”. Available in different diameters: from 0.3 mm to 12 mm.
There are more than fifty different brands of products, which can be divided into three groups:
- For steel with low carbon content. As an example: Sv-10G2, Sv-08, Sv-YUGL.
- For welding low and medium alloyed workpieces. Wire brands Sv-08G2S, Sv-18HS, Sv-08GS and others are suitable.
- For connecting structures made of high-alloy steel: Sv-12Х13, Sv-08Х14GNT.
In some cases, the surface of the steel wire is coated with a thin layer of copper. This is done to protect the metal from oxidation and improve its electrical conductivity.
Steel wire is used when working with inert gases or submerged arcs. This is the consumable material most suitable for argon welding. Chromium, manganese, nickel, titanium, tungsten or molybdenum are used as alloying elements in manufacturing. Thanks to the first three components, it is possible to join stainless steel with a high carbon content.
Mechanical performance
- tensile strength: from 690-1370 n/mm2 to 440-690 n/mm2
- elongation ratio:12-18%
To summarize, steel wire is a universal raw material for the production of various products, which is available to any consumer.
Photo of steel wire below in our gallery.
Aluminum wire
Used when working with aluminum alloys in which the silicon content does not exceed 3%, and copper - from 3 to 5%. Products manufactured for semi-automatic welding machines are made of aluminum, which has a positive effect on seam formation:
- gives additional strength;
- exactly matches the color of the blanks;
- has the same corrosion resistance as any other aluminum alloy.
Most often used in automotive production and shipbuilding. In third place in demand are organizations where welded structures interact with water. Characterized by excellent ductility and low weight; Most often used in gas welding. Suitable for joining other non-ferrous metals.
In practice, there are no metal parts or structures that consist of pure aluminum. Additional inclusions are always used to improve certain characteristics. This statement is also true for the welding wire itself, although often the amount of additives is measured to not exceed one percent. For example, only 0.2% titanium allows a specialist to make a fine-grained seam, which is extremely necessary when performing precision work.
However, according to GOST, pure aluminum wire is defined as a separate category. In addition to it, there are alloys with magnesium, copper or silicon. In addition to the provisions of the state standard, there are technical conditions that regulate the production of other alloys: with chromium, as well as with silicon and magnesium.
An important condition for a high-quality connection is the correspondence of the composition of the workpieces and the consumable material. Only magnesium, which actively evaporates at high temperatures, can be considered as an exception. Its composition in the additive can be 10-20% greater than the nominal value.
Notes
- Swiger coil systems. "Reels on edge." Swiger Coil Systems, a Wabtec company. Archived from the original on December 19, 2010. Retrieved January 1, 2011.
- Jack Ogden, "Classical Gold Wire: Some Aspects of Its Making and Use", Jewelry Studies
, 5, 1991, p. 95–105. - Jack Ogden, "Connections between Islam, Europe and the Far East in the Medieval Period: Evidence from Jewelry Technology." Editors P. Jett, J. Douglas, B. McCarthy, J. Winter. Scientific research in the field of Asian art.
Proceedings of the fiftieth anniversary symposium . Archetype Publications, London, in association with the Freer Art Gallery, Smithsonian Institution, 2003. - H. R. Schubert, "The Telegraph Masters of Bristol" Journal of the Iron & Steel Institute
159 (1948), 16-22. - M. B. Donald, Elizabethan Monopolies: The Mineral and Battery Works Company
(Olver and Boyd, Edinburgh, 1961), 95–141. - D. G. Tucker, "Seventeenth-Century Telecommunications at Whitebrook, Monmouthshire" Bull.
Hist. Metal. Gp 7(1) (1973), 28-35. - ^ a b c d e
One or more of the preceding sentences incorporate text from a publication now in the public domain: Chisholm, Hugh, ed.
(1911). "Wire". Encyclopedia Britannica
.
28
(11th ed.). Cambridge University Press. pp. 738–739. - "Types of strands." Industrial electrical wires and cables. 2019. Retrieved February 8, 2022.
- Hogsett, Jamie; Ehler, Sarah (2012). Show Your Colors: 30 Flexible Beaded Wire Jewelry Projects
. Kalmbach Books. clause 12. ISBN 978-0-87116-755-2. - "Types of wire." Retrieved May 14, 2022.
Flux Cored Welding Wire
Flux-cored welding wire is in demand when working with carbon, medium-carbon and low-alloy steel. For a high-quality result, the absence of a gaseous environment is important. This wire is also called fleece wire. This is due to the fact that the additive is not completely metal, but is filled inside with powder - fleece. Its content is approximately 15-40 percent of the total mass. The property of the material depends on the specific value.
The main advantage of the consumable is the high quality of the welded joint, ease of slag removal, and a highly stable electric arc during the welding process. Depending on the characteristics of the filler, it is customary to divide cored wire into five groups:
- rutile-fluorite. Designed for low alloy steel;
- organic rutile perfectly connects low-carbon metals;
- rutile is designed for steel with a medium amount of carbon;
- fluorite-carbonate is used when working with low-alloy and low-carbon metals, which are used in the creation of critical structures;
- fluorite is an intermediate link between the previous type of wire and rutile-fluorite.
Quite often, flux-cored wire is confused with steel. For example, some manufacturers call the esab brand steel, while others call it powder. This situation misleads buyers. It would be fair to separate flux additives into a separate group. And this would be fair, since flux greatly increases the capabilities of a semi-automatic device. And another very important advantage is that the powder consumable is the key to a higher quality welded joint compared to conventional metal wire.
The strength of the weld largely depends on the correct choice of consumables. Experienced welders often recommend that beginners opt for universal materials. And this recommendation is quite fair, but not always. For example, without inert gases the result will be mediocre.
Finishing, Sheathing and Insulation
Coaxial cable, one example of an insulated sheathed wire
| This section based largely on an out-of-copyright article from Encyclopædia Britannica Eleventh edition, which was produced in 1911. |
Electrical wires are usually covered with insulating materials, such as plastic, rubber-like polymers or varnish. The insulation and sheathing of wires and cables is currently done by passing them through an extruder. Previously, materials used for insulation included treated fabric or paper and various oil-based products. Since the mid-1960s, plastics and polymers exhibiting rubber-like properties have predominated.
Two or more wires may be wound concentrically, separated by insulation, to form a coaxial cable. The wire or cable can be additionally protected with substances such as paraffin, some kind of preservative, bitumen, lead, aluminum sheath or steel tape. Twisting or covering machines wind the material onto a wire that passes quickly. Some of the smallest cotton laying machines have a large drum that grips the wire and moves it through gears; the wire passes through the center of disks mounted over a long bed, and each disk carries a number of bobbins, varying from six to twelve or more in different machines. A supply of covering material is wound onto each bobbin, and the end is brought to the wire, which occupies a central position relative to the bobbins; the latter are rotated at a suitable speed bodily by their disks, so that the cotton is fed onto the wire, wound in a spiral so as to overlap each other. If many strands are required, the disks are duplicated so that up to sixty spools can be carried, with a second set of strands stacked on top of the first.[7]
For heavier cables, such as those used for electric light and power and submarine cables, the machines are slightly different in design. The wire still passes through the hollow shaft, but the spools or spools of covering material are mounted with their spindles at right angles to the axis of the wire, and they lie in a circular cage which rotates on rollers below. Various threads emerging from the spools at different parts of the cage circumference lead to a disk at the end of the hollow shaft. This disk has a perforation through which each of the cores passes, which is immediately wound onto a cable, which at this point passes through the bearing. Toothed gears having certain specific gear ratios are used to make the cable winding drum and the spool separator rotate at a suitable relative speed, which does not change. The cages are multiplied to spin with more ribbons or strands, so that the machine can have six bobbins on one cage and twelve on another.[7]
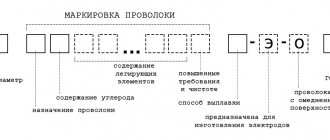
Welding wire marking
To choose the right additive, you need to know in advance what type of work you plan to perform. The fact is that each type of wire is designed for a specific job. Cutting metal is unlikely to be possible with consumables designed for semi-automatic welding.
Plus, the consumables differ in diameter, which is selected depending on the thickness of the workpiece. The thicker the parts being welded, the larger the diameter of the additive should be. And it varies over a wide range of values: from 0.8 to 12 mm. Most often, welders require relatively thin rods - about 3 millimeters.
When planning to weld two titanium workpieces, it is logical to assume that a specialist uses the appropriate titanium welding wire. It is important to know its composition. After all, various additives are often added to the wire; The level of alloying also varies. The quality of the weld depends on the compatibility of the base material and the additive. The more homogeneous their composition, the better for the final result.
All information is “hardwired” into the labeling. To determine what a particular symbol means, it is enough to consider a simple example. The abbreviation “Sv-06Х19Н9Т” denotes one of the most popular types of additive. The first two letters “Св” indicate that the material is intended only for welding - cutting or other types of work cannot be performed with it. That is, the first two letters indicate the type of consumable. In addition to welding wire, there are surfacing wires (“Np”) and flux-cored wires (“Pp”).
The next two numbers indicate the percentage of carbon. 06 is six hundredths of a percent (0.06%) of the total mass of the material. Below is information about the inclusions and their shares. The letter “X” informs that the additive contains chromium, and its amount is “19” - 19%. The additive contains 9% nickel (“N”), but how much titanium (“T”) is not indicated. The fact is that if the amount of inclusion is less than 1%, then such data is not included in the labeling. That is, there is less than one percent titanium in the wire.
It remains to remember what certain symbols mean that are used in wire markings:
- G – manganese;
- D – copper;
- M – molybdenum;
- C – silicon;
- C – zirconium;
- F – vanadium;
- Yu – aluminum.
Story
The Egyptians during the Second Dynasty made chains and decorative elements of jewelry from tubes. The tubes were obtained from metal sheets by drawing. The leaf was cut into strips, and the strips were passed through holes in stone beads. In this case, the strips wrapped around themselves and formed thin tubes.
Wire gold jewelry from the middle of the 2nd century BC. e. was distinguished by the presence of seams running in a spiral along its entire length. Such twisted wire was obtained by rolling strips of metal between flat surfaces. Since the 7th century, drawing began to be used in Europe.
Wire of square and hexagonal cross-section was presumably made by flattening. A metal rod was clamped between grooved pieces of metal (for example, between a grooved punch and a grooved metal anvil) and a forge. The method supposedly arose at the beginning of the 2nd millennium BC. e. in Egypt, and also in the Bronze Age. During the Iron Age, Europe used the method to make torches and brooches.
Twisted square wire was a common filigree decoration in Etruscan jewelry.
Around the middle of the 2nd millennium BC. e. a new category of decorative wire has appeared - a chain of links. Perhaps the earliest of these wires is the barbed wire, which first appeared in the late 3rd, early 2nd millennium BC. e. in Asia Minor, and perhaps a little later.
In England, wire has been drawn since the Middle Ages. The wire was used to make carders and wool knitting needles, goods the import of which was banned by Edward IV in 1463.[1] The first drawing mill in Britain was installed at Tintern around 1568 by the founders of the Company of Mineral and Battery Works, who had a monopoly on the activity.[2] From the establishment of their second drawing mill in the vicinity of Whitebrook, [3] no other drawing mills existed until the second half of the 17th century. Despite the existence of drawing mills, drawing wire to small sizes was still done by hand.
America imported wire from England and Germany until 1812, when war with England cut off supplies. From that time on, Americans began to build their own drawing factories. By the mid-19th century, the advent of the steam engine made mass production of wire, chicken wire, and wire fencing possible. The industry flourished, reaching its greatest development in Europe and America at the end of the century, and a wide variety of wire products became available, from brooms and baskets to balcony railings. All kinds of household items were made from wire until the advent of plastic led to the gradual extinction of this craft.