Basic properties of copper wire
To create wire, pure grades of copper are usually used - M3, M2, M1, M0 and higher (that is, grades with a copper content of more than 99%).
Production is carried out in a factory manner, and various ores or recyclable materials are used as feedstock. Based on their structure, there are two main types of wire: soft and hard. The soft one is suitable for engineering applications, while the hard one is often used for decorative purposes.
Properties
- Low material resistivity (P-value is 0.0175). Thanks to this, electric current easily passes through the metal, and the conductor does not heat up.
- Quite high density of copper wire (about 9 g per 1 cubic centimeter). Because of this, the material is light in weight and has a dense structure.
- Corrosion resistance. Thanks to this, the material does not rust or deteriorate during storage.
Where can I get copper wire at home? The wire is part of electric motors and electricity transformers. Therefore, it can be found in any electrical appliances - TVs, hair dryers, irons, vacuum cleaners and so on.
Copper wire is also very often used as a conductor of electrical current, so it can be found in wires and cables. Please note that cable copper is usually covered with a special protective sheath, which is difficult to remove manually. Whereas on transformers and electric motors the winding is in its pure form (insulation in this case is not required for technical reasons).
RECOMMENDATIONS FOR TREATMENT WITH COPPER
Copper is suitable for approximately 90% of people affected by medical conditions. The organisms of the remaining 10% of patients, on the contrary, repel copper particles. In this case, it is possible to replace copper with silver. As a rule, the effect of such treatment should be no worse.
Treatment with copper is carried out in 2 main areas:
- Wearing a copper bracelet - the accessory should fit snugly to the wrist and not move below it.
- Using copper plates and coins - elements clinging to the skin are fixed with bandages made of fabrics or scarves.
It is recommended to clean bracelets and plates from accumulated negativity. Usually wearing it takes 2 days, after which the accessories are removed and boiled again in a vinegar solution.
Copper does not need to be replaced, because Suitable for long-term use for medicinal purposes. The only thing that is required of you is regular care of the copper item.
Areas of application
- Copper wire for winding various transformers and energy generators. For such purposes, wire of small or medium diameter with a high specific copper content (more than 99.5%) is usually used. Thanks to this, electric current passes through the conductor freely and without delay, which improves the technical and operational characteristics of transformers and generators.
- Creation of cables and conductors of electric current. Copper wire is also widely used to create conductors, since copper conducts electric current very well and heats up slightly during operation.
- For needlework and creating frame structures for decorative purposes. You can make various decorative items - rings, frame products in the form of animals, wicker toys, and so on. Copper craft wire of grades M3 and higher has become widespread in this area. The specific copper content in this case is not too important.
The wire is also used for welding copper and brass products. You need to select the grade of copper depending on the composition of the original parts that will be welded. If the original parts and the welding wire have different compositions, then the quality of the weld will not be very high, which can lead to cracking and damage to the material.
Marking
Special designations clearly show what copper wire is needed for:
- M1 or M1r - automated electric welding in a chemically stable environment, production of electrodes;
- M2r - gas welding of universal copper products;
- MSr1 - responsible gas welding work (as well as the production of electrical devices);
- MNZH5-1 - production of welding electrodes;
- BrAMts9-2 - manual welding of some alloys in a protective environment, manual and mechanized surfacing on steel;
- BrKh0.7 - automatic electric welding of bronze based on chromium under a layer of flux;
- MML - for electrical purposes and conductors;
- MS - creation of overhead communication lines.
Resistance calculation
Electrical resistance is of particular importance in situations where the wire is used as a winding for transformers and generators. After all, if the resistance is too high, then in the event of an emergency, the winding may ignite, which can lead to catastrophic consequences.
Resistance formula
To accurately calculate resistance, use the following formula: R = (P x L)/S. It deciphers like this:
- R is the total resistance. We need to find this parameter as a result of calculations (units of measurement - Ohm).
- P is the resistivity of the material. This indicator is a physical constant, and it depends on the type of chemical element. For copper the constant P will be equal to 0.0175 (units - (Ohm x mm x mm)/m).
- L is the total length in meters. The larger it is, the higher the resistance of the conductor will be.
- S is the cross-sectional area in square millimeters. This parameter also affects the final resistance - the smaller it is, the higher the resistance will be.
Please note that the parameter S is usually indicated in the technical documentation, but instead of the cross-sectional area, sometimes only the cross-sectional diameter of the wire is indicated. In this case, it is necessary to calculate the area using the formula: S = (Pi xdxd)/4. This formula is deciphered as follows:
- Pi is a mathematical constant that is approximately equal to 3.14.
- d is the cross-sectional diameter of the conductor in millimeters.
As a result, the resistance of copper wire is measured using two formulas: R = (P x L)/S = (4 x P x L)/(Pi xdxd).
Examples of problems
Let's try to solve a few simple problems:
- Task 1. Determine the resistance of a wire whose length is 100 meters and cross-sectional area is 5 square millimeters. In our problem, the area parameter is known, so we will use the first formula R = (P x L)/S. Let's substitute our values: R = (0.0175 x 100)/5 = 0.35 Ohm.
- Task 2. Determine the resistance of a wire whose length is 500 meters and cross-sectional diameter is 2 millimeters. In this problem the diameter is known, so we will use the second formula R = (4 x P x L)/(Pi xdxd). Let's substitute our values: R = (4 x 0.0175 x 500)/(3.14 x 2 x 2) = 2.78 Ohm.
TECHNICAL REQUIREMENTS
1.1. Welding wire and rods are manufactured in accordance with the requirements of this standard according to technological regulations approved in the prescribed manner.
1.2. Main parameters and dimensions
1.2.1. The wire diameters and maximum deviations along them must correspond to those indicated in the table. 1.
1.2.2. The diameters of drawn and pressed rods and the maximum deviations for them must correspond to those indicated in the table. 2.
1.2.3. The ovality of the wire and rods should not exceed the maximum deviation in diameter.
1.2.4. The purpose of the wire and rods is given in Appendix 1.
Table 1
| Nominal diameter, mm | Maximum deviation, mm, for welding wire of alloy grades | |||||||||
| MNZHKT5 -1-0.2-0.2 | BrKh0.7 | M1, M1p, BrKMTs3-1, BrOTs4-3, L63 | BrHNT, BrNTsr | BrOF6.5 -0.15 | MCp1, LK62-0.5, LKBO62-0.2 -0.04-0.5 | LO60-1 | BrAMts9-2 | BrAZhMts10 -3-1.5 | MNZH5-1 | |
| 0,8 | — 0,07 | — | — | — | — | — | — | — | — | — |
| 1,0 | — 0,09 | — 0,06 | ||||||||
| 1,2 | — 0,09 | — 0,06 | ||||||||
| 1,4 | — 0,12 | — 0,12 | — 0,12 | |||||||
| 1,6 | — 0,12 | — 0,12 | ||||||||
| 1,8 | ||||||||||
| 2,0 | — 0,12 | |||||||||
| 2,5 | ||||||||||
| 3,0 | — 0,12 | |||||||||
| 3,5 | — | — 0,08 | — | — 0,08 | — | — | — | — | — | |
| 4,0 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | |||
| 5,0 | — | — | ||||||||
| 6,0 | — | — 0,16 | — | |||||||
| 8,0 | — 0,20 | — | — 0,20 | — 0,20 | — 0,20 | |||||
table 2
| Nominal diameter, mm | Maximum deviation, mm, of welding rods |
| 6,0 | — 1,0 |
| 8,0 |
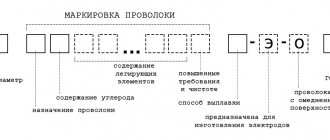
1.2.5. Symbols are indicated according to the diagram
with the following abbreviations:
preparation method:
- cold-deformed (drawn) - D
- hot-deformed (pressed) - G
- section shape: round - KR
- condition: soft - M
- hard - T
- length: skeins (coils) - BT
- coils - CT
- drums - BR
- cores - CP
- unmeasured length - ND
An “X” is placed in place of missing data.
Examples of symbols:
Welding wire, hard, 2.0 mm in diameter, in coils, from BrOTs4-3 alloy: Welding wire DKRHT 2.0 BT BrOTs4-3 GOST 16130-90
Welding rod, pressed, with a diameter of 6.0 mm, of unmeasured length, from alloy grade LOK59-1-0.3: Welding rod GKRKhM 6.0 ND LOK 59-1-0.3 GOST 16130-90
1.3. Characteristics
1.3.1. Basic version
1.3.1.1. Welding wire must be made from alloy grades given in table. 3, and welding rods - in table. 4. OKP codes are given in table accordingly. 3 and 4.
Table 3
| Welding wire material | Brand | OKP code |
| Copper | M1 | 18 4490 9 |
| M1p | 18 4491 0 | |
| MCp1 | 18 4494 3 | |
| Copper-nickel alloy | MNZHKT5-1-0.2-0.2 | 18 4791 5 |
| MNZH5-1 | 18 4790 6 | |
| Tin-free bronze | BrKMts3-1 | 18 4493 8 |
| BrAMts9-2 | 18 4692 9 | |
| BrKh0.7 | 18 4493 6 | |
| BrHNT | 18 4494 4 | |
| BrNTsr | 18 4494 5 | |
| BrAZhMts10-3-1.5 | 18 4693 2 | |
| Tin bronze | BrOTs4-3 | 18 4691 3 |
| BrOF6.5-0.15 | 18 4690 7 | |
| Brass | L63 | 18 4591 3 |
| LO60-1 | 18 4593 4 | |
| LKBO62-0.2-0.04-0.5 | 18 4596 9 | |
| LK62-0.5 | 18 4596 8 |
Table 4
| Welding rod material | Brand | OKP code |
| Copper | M1r | 18 4471 0 |
| M2r | 18 4471 2 | |
| Brass | LMts58-2 | 18 4572 6 |
| LZhMts59-1-1 | 18 4572 4 | |
| LOK59-1-0.3 | 18 4577 0 |
1.3.1.2. The chemical composition of welding wire and rods made from alloys of the BrNTsr, BrKh0.7, MCp1, BrKhNT, LK62-0.5, LKBO62-0.2-0.04-0.5 and LOK59-1-0.3 alloys must correspond to those given in table 5; grades M1, M1p, M2p-GOST 859, grades BrKMts3-1, BrAMts9-2, BrAZhMTs10-3-1.5-GOST 18175, grades BrOTs4-3, BrOF6.5-0.15-GOST 5017, grades L63, LMTs58 -2, LZhMts59-1-1, LO60-1-GOST 15527, grades MNZH5-1, MNZHKT5-1-0.2-0.2-GOST 492.
1.3.1.3. Wire and drawn rods are made soft and hard.
1.3.1.4. The surface of the wire and rods must be clean and smooth without cracks or delaminations. Rolled cracks, rolled films, risks, sunsets, flaws and other defects, the depth of which during control cleaning exceeds the maximum deviations in diameter, are not allowed.
Reddening of the surface after etching, tarnished colors and minor traces of technological lubricant are allowed.
1.3.1.5. The rods must be straightened. The curvature of the rods should not exceed 4 mm per 1 m of length. On soft rods and coils, the curvature is not regulated.
1.3.1.6. At the fracture, the rods should not have any foreign inclusions, delaminations or voids.
1.3.1.7. Residual tensile stresses must be removed from solid brass wires and rods by low-temperature annealing or mechanical method. The absence of residual tensile stresses is ensured by the production technology.
1.3.1.8. The wire must be rolled into skeins or wound onto coils, drums, cores in unmixed rows without sharp bends and tied, eliminating the possibility of disturbing the density of the wire rows.
Table 5
| Alloy grade of welding wire | Main components, % | ||||||
| Copper | Nickel | Silicon | Tin | Zinc | Chromium | Other items | |
| BrNTsr | Rest | 0,3-0,6 | — | — | — | — | Zirconium 0.040-0.080 |
| BrKh0.7 | Rest | — | — | — | — | 0,40-1,00 | — |
| MCp1 | Rest | — | — | — | — | — | Silver 0.800-1.200 |
| BrHNT | Rest | 0,5-0,8 | — | — | — | 0,15-0,35 | Titanium 0.050-0.150 |
| LK62-0.5 | 60,05-63,5 | — | 0,30-0,70 | — | Rest | — | — |
| LKBO62-0.2-0.04-0.5 | 60,5-63,5 | — | 0,10-0,30 | 0,30-0,70 | Rest | — | Boron 0.03-0.10 |
| LOK59-1-0.3 | 58,0-60,0 | — | 0,20-0,40 | 0,70-1,10 | Rest | — | — |
Continuation of the table. 5
| Alloy grade of welding wire | Impurities, %, no more | ||||||||||||
| Arsenic | Lead | Iron | Antimony | Bismuth | Phosphorus | Zinc | Silicon | Magnesium | Tin | Sulfur | Other items | Total | |
| BrNTsr | — | 0,005 | 0,06 | — | — | 0,005 | 0,005 | 0,03 | 0,002 | — | — | — | 0,2 |
| BrKh0.7 | — | 0,005 | 0,06 | — | — | 0,005 | 0,007 | 0,03 | 0,002 | — | — | — | 0,3 |
| MCp1 | 0,010 | 0,010 | 0,05 | 0,005 | 0,002 | — | — | — | — | 0,05 | 0,01 | Oxygen 0.070 | 0,3 |
| BrHNT | — | 0,005 | 0,06 | — | — | 0,005 | 0,025 | 0,03 | 0,002 | — | — | — | 0,2 |
| LK62-0.5 | — | 0,080 | 0,15 | 0,005 | 0,002 | — | — | — | — | — | — | — | 0,5 |
| LKBO62 -0.2-0.04-0.5 | — | 0,080 | 0,15 | — | — | — | — | — | — | — | — | Aluminum 0.050 | 0,5 |
| LOK59-1-0.3 | 0,01 | 0,100 | 0,15 | 0,010 | 0,003 | 0,010 | — | — | — | — | — | — | 0,3 |
1.3.1.9. Each skein, reel, drum or core must consist of one piece of wire.
Resistance welding of pieces of wire is allowed, and the wire at the welding points must comply with the requirements of Table. 1.
1.3.1.10. The weight of wire in a coil, coil, drum or core is given in Appendix 2.
1.3.1.11. The rods are made in unmeasured lengths from 1 to 5 m.
Rods shortened to 0.5 m are allowed in a batch in an amount of no more than 15% of the mass of the batch.
1.3.1.12. The rods must be evenly cut or chopped off.
1.3.2. Execution at the request of the consumer
1.3.2.1. Copper welding wire is made with a diameter of 0.5 mm with a maximum deviation of minus 0.05 mm.
1.3.2.2. The defects listed in clause 1.3.1.4 are not allowed on the surface of the wire, the depth of which during control cleaning exceeds half the maximum deviation in diameter.
1.3.2.3. The tensile strength of solid wire made of material grades M1, M1p, MNZHKT5-1-0.2-0.2 must correspond to that indicated in the table. 6.
Table 6
| Welding wire material grade | Tensile strength sv, MPa (kgf/mm2), not less |
| M1, M2p | 350 (36) |
| MNZHKT5-1-0.2-0.2 | 440 (45) |
1.3.2.4. Solid wire with a diameter of 0.8-6.0 mm must withstand at least four bend tests.
1.3.2.5. Wire from LK62 alloy can be produced with a mass fraction of silicon of 0.06-0.20%.
1.3.2.6. Wire made from alloys of the BrKh0.7, BrKhNT and BrNTsr grades can be made from vacuum melted alloys.
1.3.2.7. When tested for bending, rods must withstand a 90° bend in a cold state without showing signs of tears or peeling.
1.3.2.8. Rods made of LOK59-1-0.3 alloy may be produced in coils in accordance with the requirements of clause 1.3.1.8.
1.3.2.9. Rods from alloys of the M1r, M2r, LMts58-2 and LZhMts59-1-1 grades can be manufactured with maximum diameter deviations of ±0.5 mm.
1.3.3. Execution by agreement between the manufacturer and the consumer
1.3.3.1. Wire and rods may be manufactured of intermediate diameters with maximum diameter deviations for the next larger diameter given in Table. 1 and 2.
1.3.3.2. The wire is manufactured with a normal weight of a coil, coil, drum or core that exceeds the standards given in Appendix 2. In this case, maximum deviations in diameter, ovality and surface quality of the wire are established by agreement.
1.4. Marking
A plywood or metal label must be attached to each skein, if it is not tied into a coil, or coil, drum, core, bundle, and a label indicating them must be affixed to each coil:
- trademark or name and trademark of the manufacturer;
- symbol of wire or rods;
- batch numbers;
- technical control stamp (stamp).
1.5. Package
1.5.1. Each coil of wire must be tied in at least two places symmetrically with wire in accordance with GOST 3282.
The ends of the wire wound on coils, drums, cores made in accordance with GOST 25445 must be securely fastened.
It is allowed, by agreement between the manufacturer and the consumer, to wind wire on return coils or drums manufactured by the consumer.
1.5.2. Skeins of wire from one batch are tied into coils. Each coil must be tied in at least three places around the circumference of the coil with wire in accordance with GOST 3282.
The weight of the cargo item must be no more than 80 kg.
1.5.3. The rods of one batch are tied into bundles weighing no more than 80 kg. By agreement between the manufacturer and the consumer, it is allowed to wind rods into coils weighing no more than 80 kg or bundles weighing up to 500 kg. Each bundle must consist of at least three rods and tied with wire or other material in at least two places, and when the length of the rods is over 3 m, in at least three places evenly along the length of the rod, excluding mutual movement of the rods in the bundles.
1.5.4. Coils of wire and rods, as well as bundles of rods, are wrapped in non-woven material in accordance with regulatory and technical documentation and tied in at least two places with wire in accordance with GOST 3282.
By agreement between the manufacturer and the consumer, it is allowed to use other types of dressings and packaging materials that are not inferior in strength to those listed above and ensure the preservation of product quality, with the exception of linen and cotton fabrics.
Packaging of products in the Far North and equivalent areas - in accordance with GOST 15846.
1.5.5. Cargo packages are formed into transport packages in accordance with the requirements of GOST 24597, GOST 26663, GOST 21650, GOST 9078, GOST 9557, as well as using wooden pads with a cross-section of at least 50×50 mm. As strapping means, use wire with a diameter of at least 3 mm in accordance with GOST 3282, tape with dimensions of at least 0.3 × 30 mm in accordance with GOST 3560, bundling slings made of wire in accordance with GOST 3282 or other materials that are not inferior in strength to those listed above. The ends of the wire are connected by twisting, the tapes are connected into a lock.
The weight of the transport package must be no more than 1250 kg, height - no more than 1350 mm.
1.5.6. Wire and rods can be transported in universal containers in accordance with GOST 20435 or in accordance with GOST 22225.
Each container must include a packing list containing the information given in clause 1.4.
Wire drawing
For production at factories, a special casting technology is used, which makes it possible to obtain copper wire with a cross-sectional diameter of about 20-30 millimeters. This figure is quite high, since such a thick wire has a lot of disadvantages - high specific gravity, high resistivity of the material, and so on.
Therefore, after casting, drawing is also used. This technology allows you to reduce the diameter of the product to the required parameters (from 1-2 micrometers with ultra-fine drawing to 10 millimeters with coarse drawing). The drawing technology itself is quite simple: thick wire is passed through special holes (dies), the diameter of which is less than the diameter of the original wire.
Technology
Drawing requires special drawing machines, as well as adherence to a certain procedure.
- Immediately before drawing, the original wire must undergo an etching procedure. For this, a solution of hydrochloric acid is usually used, which is heated to low temperatures (40-50 degrees Celsius). After etching, it is also recommended to anneal the metal workpiece - this will make the metal fine-grained, which will allow for better drawing. After annealing, it is necessary to neutralize the remaining etching acid and rinse. Pickling and annealing can significantly increase the service life of drawing machines - if this is not done, the drawing holes-dies will quickly become clogged with scale, which will slow down the production process.
- Now you can proceed directly to drawing. To do this, the ends of the original wire are sharpened using forging tools, and then the wire is inserted into special die holes. After this, the engine of the drawing machine is started. To obtain thin or ultra-fine wire of small cross-section, it is successively passed through several dies.
- At the last stage of processing, the wire becomes quite rigid and springy. To get rid of this drawback, final annealing of the material occurs in the last compartment of the drawing machine. At the end, drying is carried out in special cabinet compartments - after this, winding is carried out on reels. Drawing is completed - the wire spools can now be placed in a warehouse and delivered to the customer using vehicles.
Automation
The drawing procedure is semi-automated - the operator only prepares and threads the initial wire, and the machine itself performs the drawing itself in automatic mode (although the operator can control the procedure parameters using the control panel).
In some cases, special lubricants can be applied before drawing - these can be fatty oils, emulsion inhibitors, solutions of alkaline salts, and so on. The purpose of applying a lubricant is to reduce friction during drawing - this allows you to obtain a thinner and more uniform wire + by applying a lubricant, the risk of ruptures is minimized.
ACCEPTANCE
2.1. Wire and rods are accepted in batches. The batch must consist of wire or alloy rods of the same grade, the same material condition, the same diameter and is documented in one quality document containing:
- trademark or name and trademark of the manufacturer;
- symbol of wire or rods;
- batch number;
- net weight of wire or rods;
- test results (at the consumer's request).
The batch weight should be no more than 2000 kg.
2.2. To control the surface quality and dimensions of wire and rods, coils (coils, drums, cores) or rods are selected from the batch “blindly” using the most objective method in accordance with GOST 18321. Control plans comply with GOST 18242. The number of controlled coils (coils, drums, cores) of wire and rods are determined according to the table. 7.
Table 7
| Number of skeins (coils, drums, cores), rods in a batch | Number of controlled skeins (coils, drums, cores), rods | Rejection number |
| 2-8 | 2 | 1 |
| 9-15 | 3 | 1 |
| 16-25 | 5 | 1 |
| 26-50 | 8 | 2 |
| 51-90 | 13 | 2 |
| 91-150 | 20 | 3 |
| 151-280 | 32 | 3 |
| 281-500 | 50 | 4 |
| 501-1200 | 80 | 6 |
| 1201-3200 | 125 | 8 |
A batch is considered acceptable if the number of skeins (coils, drums, cores), rods with measurement results that do not meet the requirements of the table. 1 and 2, paragraphs. 1.3.1.4, 1.3.2.2, less than the rejection number given in table. 7.
If unsatisfactory results are obtained, the manufacturer is allowed to control each skein (coil, drum, core) or rod.
The manufacturer is allowed to control the surface quality and dimensions of the wire and rods during the production process.
2.3. To check the curvature of the rods, three bundles are selected from the batch.
2.4. To check the chemical composition of the wire, two coils (coils, drums, cores) are selected, and rods - two rods per batch.
It is allowed at the manufacturing plant to determine the chemical composition on samples taken from molten metal.
2.5. To check the tensile strength and number of wire bends, three coils (coils, drums, cores) are selected from the batch.
2.6. To test rods for bending and fracture, two rods from the batch are selected.
2.7. To check the presence of residual tensile surface stresses, two coils (coils, drums, cores) or two rods from the batch are selected. The check is carried out periodically, at the request of the consumer.
2.8. If unsatisfactory test results are obtained for at least one of the indicators, except for size and surface quality, it is re-tested on a double sample taken from the same batch.
The results of repeated tests apply to the entire batch.
Remelting
Waste or deformed copper wire can be melted down in special industrial furnaces. After remelting, copper must also go through several stages of purification to rid the material of various impurities. In factories this happens as follows:
- Scrap copper metal is cleaned from the windings and placed in special vats where the material is heated.
- To increase the temperature, oxygen is injected.
- As a result of this operation, the temperature rises sharply, which leads to complete melting of the copper and burnout of all major impurities.
- After this, special hoods are turned on, which leads to rotation of the vat of metal - due to this, the copper is separated from the refractory debris.
- Now the copper is poured into molds and, after cooling slightly, placed in water baths to form solid ingots.
- After this, the copper is placed in special electrolysis baths - this allows you to get rid of various metal impurities (gold, silver, aluminum, tellurium and other elements).
- Then small plates are formed, which are then sent for remelting - at the end, a thick wire is formed from molten copper by casting (after cooling, its diameter can be reduced using drawing in the standard way).
Please note that in factories, copper goes through several stages of purification - which is why melting copper at home makes little sense. Yes, theoretically, you can heat copper at home to the required temperatures, followed by melting the metal. However, at home it is practically very difficult to clean without special equipment.
TREATMENT OF COPPER DISEASES
As we have already found out, copper copes well with diseases. However, it is not at all a fact that it will suit you. You will have to check the copper: place the plate on the affected area of the skin, and if the metal “sticks” and does not fall off, then treatment is very possible! In this case, you will need to stock up on copper plates and coins. If there is no adhesion to the skin, copper will not work for you.
There are moments when copper selectively clings to some areas of the skin and falls off from others. This indicates that treatment will only be possible on areas of the skin that are “magnetic” for copper. But the procedure certainly will not cause discomfort.
- Copper against sore throat . Place coins in the tonsil area and wrap your throat tightly with a knitted scarf. It is advisable to apply at night.
- Copper against arthritis . Prepare a compress of copper water and apply it to the affected areas for several hours.
- Copper against varicose veins . Firmly fix the copper plates (royal coins) on the affected areas of the legs. Do not remove the copper until the coin falls freely from your leg.
- Copper against sinusitis . Place copper plates in the areas of the sinuses and eye sockets.
- Copper against hemorrhoids . In the initial stages of hemorrhoids, it is advisable to use coins or copper plates. Apply them to the anus and to the buttock area. The properties of copper allow you to normalize blood circulation and accelerate the outflow of fluid from problem areas. The coins must adhere tightly to the skin for the healing effect to begin.
- Copper against headaches . Take a lying position and apply copper elements to the frontal, occipital or temporal parts of the head. Maintain this position for 30 minutes, then wipe the skin. The properties of copper improve blood circulation, thereby preventing dizziness from excessive pressure.
- Copper against benign tumors . Healing applications from copper objects can stop the development of benign tumors, as well as completely eliminate neoplasms. The secret is very simple: apply copper to the tumors, fix them with a bandage, and wear it like that for a week. Let your body come to its senses, and after a couple of days, carry out another course of treatment. Visit the oncology clinic and therapist regularly. It is possible to treat benign tumors only after accurately identifying the problem. Only specialists can install it.
- Copper against troubles in the female line . Problems with the menstrual cycle, fibroids and other gynecological diseases are treated by applying coins to the genitals for 30 minutes.
- Copper against knee pain . Place a few coins around the knee joint, securing them with a knitted scarf. The duration of treatment is from 2 to 7 days.
- Copper against eye diseases . Place a copper coin on the areas between the edges of the eyes and temples. Wait until the coin sticks to the skin and secure it with adhesive tape. The falling of a coin will tell you that the treatment is complete. A black area in the treatment area will indicate retraction of the glaucoma.
- Copper against damage and fractures . Prepare a copper application: place it around the entire perimeter of the body on the problem area - the plate should fit tightly with the skin. Wait 7 days, then record the result - if it is weak, change the location of the coin. Treatment with copper can be deceptive: at first you will feel increased pain and increased swelling. But over time, these symptoms will subside, and treatment will be beneficial. The main thing is not to stop the procedure, because... the skin gets used to the copper plates and better perceives their attraction.
- Copper will help against scars . Such scars occur after operations. Apply copper plates to the stitches and secure them with a tight bandage. Don't forget to check your skin. They should not be broken, especially in the area of tightening seams.
- Copper against diabetes . Take 2 tablespoons of water with copper orally. The course of treatment is 30 days.
- Copper against heart muscle diseases . Apply a copper coin to the area under the collarbone. It is advisable to find the ideal “magnetic” place on the skin so that the coin does not fall off. Secure the copper with adhesive tape and wear it for a week.
- Copper against hearing problems . Place copper coins on the bony bulge of the ear. Place the same coin in the opposite direction. Do you suffer from tinnitus? Apply the plates to the back of the neck. Make sure that the coins are tightly suctioned to the skin.
Caution: Excessive amounts of copper can harm the body. Copper poisoning leads to the development of a number of diseases. Before undertaking copper plate treatment, visit your GP for safety advice.
Copper wire welding
Used for welding products and sheets based on copper or brass alloys. Copper wire in this case is used as a substrate from which the weld will be formed. Let's consider the critical points of the main welding methods:
Gas welding
For gas welding of copper, it is recommended to use boron-based flux solutions to quickly remove oxides in order to improve the quality of the weld and minimize the formation of air bubbles inside the weld.
It is necessary to monitor gas consumption depending on the thickness of the alloy. If the thickness of the object is less than 1 cm, then the gas consumption will be 150-160 l/hour. If the thickness of the object is more than 1 cm, then the consumption will be about 200-250 liters.
Welding is recommended to be done with quick but precise movements. Melting should be done like this: first the filler wire is melted - then the edges of the copper objects are melted.
Semi-automatic welding
Semi-automatic welding is recommended to be done in a flux environment to minimize the risk of air bubbles. The optimal wire for welding is M2, although grades M1 and M3 can also be used.
For semi-automatic welding, it is recommended to use a voltage of 30 volts and a current of 300 amperes. Welding is recommended to be done with transverse movements, but without sudden vibrations. Otherwise, air bubbles and harmful oxides may form, which will adversely affect the quality of the weld.
Argon arc welding
This welding method is optimal. By using argon, the risk of formation of oxides and air bubbles is reduced, which makes the seam smooth and solid. For welding, you need to use electrodes based on tungsten alloys. Electrodes on a different base are quickly destroyed and can contaminate the seam. For welding, it is recommended to use reverse polarity current. If the copper product has a large and medium thickness, then a slight heating must be performed before welding. When working with thin products, preheating may not be necessary.
CONTROL METHODS
3.1. Inspection of the surface of wire and rods is carried out without the use of magnifying devices. Surface quality control is carried out with a specified probability of 97.5% (the acceptance level of defects is 2.5%).
3.2. Determination of the sizes of wire and rods is carried out in accordance with GOST 26877 with a micrometer in accordance with GOST 6507 or other devices that provide the necessary accuracy. If disagreements arise, sizing is determined in accordance with GOST 6507. Size control is carried out with a given probability of 97.5% (acceptance level of defects is 2.5%).
3.3. The curvature of the rods is determined according to GOST 26877.
3.4. To analyze the chemical composition of each selected skein (coil, drum, core), rod, one sample is cut out. Selection and preparation of samples to determine the chemical composition is carried out in accordance with GOST 24231.
The chemical composition of wire and rods is determined according to GOST 13938.1 - GOST 13938.12, GOST 13938.13, GOST 1652.1 - GOST 1652.13, GOST 1953.1 - GOST 1953.15, GOST 6689.1 - GOST 6689.22, GOST 9716.1 - GOST 9716.3, GOST 23859.0 - GOST 23859.11, GOST 25086 or others methods that provide the necessary accuracy of determination.
If disagreements arise in assessing the chemical composition of wire and rods, the analysis is carried out according to GOST 13938.1 - GOST 13938.12, GOST 13938.13, GOST 1652.1 - GOST 1652.13, GOST 1953.1 - GOST 1953.15, GOST 6689.1 - GOST 6689.23, GOST 9716.1 - GOST 9716.3, GOST 23859.0 - GOST 23859.11, GOST 25086.
3.5. For tensile testing, two samples are cut from each selected skein (coil, drum, core). Sampling for tensile testing is carried out in accordance with GOST 10446.
3.6. Sampling for the bend test is carried out from both ends of each controlled skein (coil, drum, core) or from two sections at a distance of at least 5 m from each other.
The bend test of the wire is carried out according to GOST 1579.
3.7. Bend testing of rods is performed around a mandrel with a radius of curvature equal to the diameter of the rod.
3.8. To check a bar for fracture, both ends of the bar are cut on one or both sides, after which it is broken. The cut must be made in such a way that the fracture passes through the central part of the rod. The width of the fracture must be at least 60% of the diameter.
3.9. Determination of the presence of residual stresses in wire and rods made of brass is carried out according to GOST 2060.
3.10. The quality of the winding is checked by external inspection.
Transportation and storage
Rules for storing copper wire are regulated by GOST standards. Basic Rules:
- The optimal method of storage and transportation is the use of frame bays. For transportation, the coils must be packed in a special film. It will protect the material from adverse environmental conditions. In most cases, coils can be stored in a fold without packaging.
- The wire must be stored in special warehouses. The basic requirements for storage are low humidity, dry ventilation, minimal risk of prolonged wetting of the material (short-term wetting due to carelessness is allowed), and so on.
- Different grades of copper should be stored separately in the warehouse. If the wire becomes tangled during transportation, untangling is necessary. When unraveling, under no circumstances should the material be allowed to twist in a figure eight pattern.