Parts and workpieces made of strip, rod or sheet material may be bent, crooked, warped, or have bulging, waviness, etc.
The metalworking operation, called straightening, allows you to give workpieces or parts the correct geometric shape, in accordance with the requirements of the drawings or functional purpose.
Straightening of parts and workpieces is carried out in a cold or heated state. In the latter case, it is allowed to heat steel blanks and parts to a temperature of 1100–850 °C, and duralumin – to 470–350 °C.
Metal straightening can be done manually or by machine (on straightening rolls, presses and all kinds of devices).
When choosing a straightening method, take into account the nature of the material, the size of the part (workpiece) and the amount of deflection.
Straightening equipment
Manual straightening of sheet metal and blanks made from it is carried out with hammers on straightening plates and special straightening headstocks.
Straightening plates (Fig. 1, a) can be made of gray cast iron of a solid structure or with ribs or steel (Fig. 1, b).
Rice. 1. Correct stove: a - cast iron; b - steel
The working surface of the stove must be smooth and clean. The slab must be massive, heavy and stable enough so that there are no shocks when the hammer hits.
The slabs are installed on metal or wooden supports, which can provide, in addition to stability, the necessary horizontality.
There should be enough space around the stove to allow you to work freely.
Straightening headstocks (Fig. 2, a) are made of heat-treated steel. The working surface of the headstock can be cylindrical or spherical with a radius of 150–200 mm. A rail 0.5–1 m long has proven itself well as a straightening headstock for straightening. The rail has good stability, is little movable when struck by a hammer, does not leave marks from the hammer, does not deform and is convenient for moving across the slab.
Rice. 2. Tools for straightening metal: a - straightening headstocks; b - hammer
When straightening by hand, it is better to use hammers with a round rather than a square striker, since the corners of the square striker can damage the surface of the sheet being straightened. The straightening hammer must have a smooth and well-polished striker surface (Fig. 2, b).
For straightening parts with a finally processed surface, as well as thin steel products or blanks made of non-ferrous metals and alloys, hammers made of soft materials are used - copper, brass, lead, wood.
When straightening particularly thin metal, metal and wooden bars - smoothers - are used.
Straightening of parts with a treated surface with a steel hammer should be carried out using a soft metal spacer.
Metal and wooden smoothers and bars are also used for straightening thin sheet and strip metal.
Sheet and other types of blanks
Billets produced by rolling have increased plastic properties , since they experience large degrees of deformation during production. This allows you to apply methods to them that give a positive result when performing the technological operation of editing. Rolled products of any shape : rod, coiled wire, round and profile pipes, sheets, strips, tapes, angles, beams, channels and others can be used as blanks for proper operations.
This is interesting: Equipment for straightening metal
Basic techniques for straightening metal by hand
Workpieces received for metalworking may be deformed and require straightening, sometimes they say straightening. A sheet metal workpiece may be deformed during loading and transportation, or deformation may occur as a result of residual stresses after mechanical or heat treatment, etc. The wavy surface of a sheet metal workpiece may be formed as a result of the presence of compressed fibers, residual stresses on one of the sheet surfaces, what determines the direction of concavity; bend along the length in the plane; edge bending indicates that the edge of the workpiece, where the bend is directed, is compressed or deformed more than the opposite; if the workpiece has a deformation in the form of a spiral, then this indicates that the edges of the workpiece are more elongated than the center line, etc.
It is necessary to find out the reason for the deformation of the workpiece in order to decide on the method of straightening and straightening it.
Straightening of the strip material along the plane is carried out in the following sequence. The curved strip is placed on the slab and, holding it with the left hand, blows are applied to the convex places of the strip with a hammer, while the blows are applied first along the edges of the convexity of the wide side and gradually approach the middle of the convexity, turning the strip from one side to the other as necessary. The impact force is adjusted depending on the size of the strip and the degree of curvature.
When editing, the hammer is held by the end of the handle, lightly squeezing it in the hand. When striking, the hammer must be lowered onto the sheet vertically with the entire area of the striker. At the moment of impact, the hammer will definitely bounce back. You should learn to control this movement so that the rebound of the hammer from the sheet upwards is directed vertically towards the plate.
The straightening results (straightness of the workpiece) are assessed by eye or on a straight plate using a ruler.
Having straightened the wide side of the workpiece, proceed to straightening the ribs. After one or two blows, the strip is turned from one edge to another.
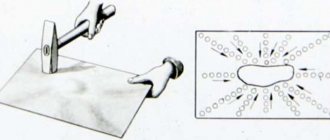
When straightening a strip curved on an edge, blows are applied over a wide plane. Pressing the strip against the slab with your left hand, strike with a hammer along the entire length of the strip, gradually moving from the bottom edge to the top. In Fig. 3 shows the arrows diagram of the directions and sequence of blows when editing the curve of the workpiece onto the edge.
Rice. 3. Scheme for straightening the curve of the workpiece to the edge
Strong blows are applied at the lower edge, and as they approach the upper edge, the force of the blows is reduced, but their frequency increases. With this method of straightening, the lower edge is gradually extended more than the upper edge, and the strip is aligned. Editing is stopped when the top and bottom edges become straight.
The straightening of a curved sheet with transverse waves - waviness - is performed on a straight plate, holding it with one hand, and with the other, light blows are applied with a hammer to the protruding parts of the sheet along the transverse waves. First, the sheet is straightened on one side, and then it is turned over and straightened on the other side.
If there is a bulge in the middle of the workpiece, it is placed on a plate and the bulges are outlined with chalk. Then apply frequent blows with a hammer from the edge of the sheet towards the convexity. As you approach the convexity, hammer blows should be made more often and weaker. If the workpiece has wavy edges, then blows with a hammer are applied in the direction from the middle of the workpiece to its edges.
After removing the bulges and waviness, the sheet is turned over and its straightness is finally restored with light blows of a hammer.
During the straightening process, you need to ensure that no marks from hammer blows remain on the surface of the sheet. This work can be conveniently performed by moving the workpiece along the straightening headstock or along the surface of the rail on which straightening is performed.
When straightening thin sheet material, light wooden, copper, brass or lead hammers are used. The editing techniques are the same as with steel hammers.
Straightening of very thin sheet material is carried out on a clean, flat (without nicks or other irregularities) surface by sliding, without much load, metal or wooden smoothing bars that have a flat and smooth surface. When editing, the sheet is periodically turned over.
Straightening sheet metal on rollers
Rollers can also be used to straighten sheet metal parts.
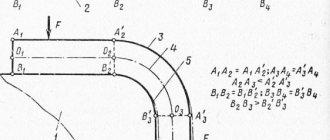
In manual rollers, sheet blanks up to 3 mm thick are usually processed. Rollers 1 and 3 are located one above the other (Fig. 4), and depending on the thickness of the workpiece 2, they can be moved away from each other or brought closer together. The third roller 4 located at the rear can also be raised or lowered. The rollers must be adjusted so that they are not pressed too hard against each other.
Rice. 4. Scheme of operation of manual rollers
The workpiece (sheet or strip) is placed between the two front rollers and, by rotating the handle clockwise, is passed between the rollers.
Often, to completely remove bulges and dents, the workpiece must be passed between the rolls several times. Workpieces with a thickness of 3–6 mm are straightened on electrically driven rollers.
List of devices used for straightening, straightening and bending
Manual straightening is carried out both with standard tools and devices, and those made exclusively for this specific workpiece. Therefore, the list of such equipment is varied; only some types are given below.
Set of hooks
If there is a dent on the car body, but the paintwork is not damaged, use a straightening tool called “hooks”.
It is a set of rods with a handle and a bend at the end . Bends have different radii, angles, shapes . Each of the many types of hooks (conical, knife, difficult access, arches, spring and others) is designed to eliminate defects of a certain form of body structure.
Set of hooks for straightening. Photo PDR Center
The design of the “hooks” makes it possible to treat the dent from inside the body, which is the only way to remove the dent without damaging the coating. Only qualified specialists can work with such a tool.
Useful video
Correct cast iron and steel plates
One of the most important tools for hand straightening is the straightening plate. It eliminates defects in sheet and strip workpieces, deflections in rods, pipes and other profiles.
Correct steel plate. Photo 4AKB-YUG
A metal straightening workplace equipped with a correct plate must be resistant to shock loads . Therefore, the slabs are quite massive and are often made from heavy gray cast iron ingots with the largest linear dimensions of up to 4.0 meters or even more. The base surface of the slabs is subject to high demands on flatness; the final operations are planed and sanded and installed horizontally.
Hammers, mallets
Through hammers and mallets, force is transmitted directly to defective workpieces. They have different weight and dimensional characteristics and have different plastic properties. Therefore, the hammers used are structurally different from each other.
Straightening mallet Santool. Photo VseInstruments.ru
To remove concavity from bars or strips with an incompletely machined surface, the hammer head is made of carbon steel . If the surface already has a marketable appearance, then straightening is carried out using hammers with inserts made of hard wood, copper or aluminum alloys or durable plastic. The striking surface of the striker must be flat and even and have no sharp corners.
Editing hardened parts
Hardened parts are straightened with the nose of a hammer (Fig. 5). In this case, it is better to place the part not on a flat plate, but on a straightening headstock that has a smooth surface. When straightening, blows are applied not on the convex side of the part, but on the concave side.
Rice. 5. Editing hardened parts
When straightening, a hardened strip (ruler, etc.) is placed on the straightening head with its convex side down, and with the nose of the hammer, not strong but frequent blows are applied to the cavity, starting from its middle and gradually moving to the edges; then, grabbing the part by the second end with your left hand, they edit its other part. During the straightening process, the deflection of the part is periodically checked.
Hammer blows should not be strong so as not to break the part.