The influence of impurities on the properties of cast irons
Cast iron with a carbon content of 2 to 4.3% is of industrial importance •
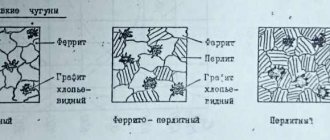
Carbon, which is an important component, can be found in cast iron in two states: bound to iron in the form of cementite, and free in the form of lamellar graphite.
Cast iron also contains permanent impurities of silicon, manganese, sulfur and phosphorus.
Silicon increases fluidity, promotes the decomposition of cementite (with the release of carbon in the form of graphite) and the production of gray cast iron. White cast iron contains no more than 2% silicon, and gray cast iron contains from 1 to 4%.
Manganese prevents graphitization, forming Mn3C carbides with carbon, and contributes to the production of white cast iron. Therefore, white cast iron contains manganese from 1 to 3%, and gray cast iron contains no more than 1.3%
Sulfur is a harmful impurity. It reduces strength, increases fragility, and worsens the casting properties of cast iron, as it makes it bubbly and fluid. High sulfur content causes red brittleness. Sulfur goes into cast iron mainly from fuel and in small quantities from ore. Cast iron should contain no more than 0.08% sulfur.
Phosphorus reduces the strength and increases the brittleness of cast iron. An increased phosphorus content causes cold brittleness of the metal. The phosphorus content in cast iron intended for the manufacture of critical castings should be no more than 0.2%. At the same time, phosphorus improves the casting properties of cast iron, as it reduces shrinkage and increases the fluidity of the metal, and therefore contributes to better filling of the mold. This makes it possible to obtain thin castings with a clean and smooth surface from cast iron with a high phosphorus content, which is very important for artistic casting.
White and gray cast iron
Cast iron smelted in blast furnaces, depending on the type of carbon it contains, is divided into white (pipe) and gray (foundry). White (refinish)
called cast iron, in which carbon is in the form of cementite, it has a white color when fractured (that’s why it is called white), has high hardness and brittleness, and cannot be machined.
Gray (casting)
is called cast iron, in which carbon is in the form of lamellar graphite, it has a gray color when fractured (that’s why it is called gray), has less hardness and brittleness than white cast iron, and can be machined.
White cast iron makes up about 80% of all cast iron produced and is mainly used for conversion into steel. According to its purpose, it is divided into three classes: open-hearth, intended for conversion into steel in open-hearth furnaces, Bessemer - for conversion into steel in Bessemer converters, Thomasov is melted into steel in Thomas converters.
Gray cast iron resists compressive loads well, is insensitive to surface defects and satisfactorily resists fatigue failure, but due to its low ductility and toughness, its use as a structural material is limited.
In accordance with GOST 1412-79, the following grades of gray cast iron are distinguished: SCh00, SCh12-28, SCh15-32, SCh18-36, SCh21-40, SCh24-44, SCh28-48, SCh32-52, SCh36-56, SCh40-60 , SCh44-64.
The letters in the brand indicate gray cast iron, the first two numbers are the tensile strength (kgf/mm2), the last two numbers are the bending strength (kgf/mm2). In the SCh00 grade, strength and hardness indicators are not determined.
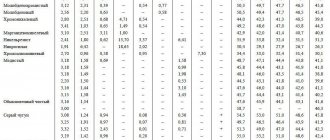
The mechanical properties of gray cast iron are given in Table 12.
All gray cast irons are divided into hematite, ordinary and phosphorous according to their phosphorus content.
Hematite cast iron is smelted from pure hematite ores containing a small amount of harmful impurities. They contain no more than 0.1% phosphorus and are used for critical casting.
Ordinary cast irons contain up to 0.3% phosphorus and are used for less critical casting than hematite ones.
Phosphorous cast irons contain up to 1.2% phosphorus and are used for castings that require a thin, clean and smooth surface.
In shipbuilding, propellers, stern tubes, fittings, bollards, bale strips, rollers, etc. are made from gray cast iron.
A type of gray cast iron is malleable cast iron.
This is the conventional name for a softer and more viscous cast iron than gray, obtained from white cast iron as a result of long-term annealing. Malleable cast iron, like other cast irons, cannot be forged. There are the following grades of malleable cast iron according to GOST 1215-79: KChZO-6, KChZZ-8, KCh35-10, KCh37-12, KCh45-6, KCh50-4, KCh56-4, KCh60-3 and KCh63-2. The letters in the brand mean the abbreviated name malleable cast iron, the first two numbers are tensile strength (kgf/mm2), the last one or two numbers are relative elongation (%).
Malleable cast iron has good mechanical properties and high corrosion resistance. In shipbuilding, it is used to make low-stress parts of ship equipment, practical items and fittings (parts of valves and latches, portholes, door handles, etc.).
Modified cast iron is produced by introducing special elements called modifiers, such as aluminum, silicon, calcium, etc. into liquid gray cast iron before casting. They increase the number of crystallization centers and, therefore, crush the graphite. . Therefore, modified cast iron has increased strength, better resistance to cracking and less resistance. fragility than ordinary gray ones. All higher grades of gray cast iron, starting with SCh28-48, are produced by modification.
High-strength cast iron is gray cast iron containing nodular graphite.
It is obtained by introducing magnesium, cerium and bismuth into gray cast iron. Adding them to molten gray cast iron containing flake graphite turns it into nodular graphite. Ductile iron has higher mechanical properties than regular gray, modified and ductile cast iron, as well as medium carbon steel (Table 13). Currently, the following grades of high-strength cast iron are smelted according to GOST 7293-79: VCh38-17, VCh42-12, VCh45-5, VCh50-2, VCh60-2, VCh70-3, VCh80-3, VCh100-4 and VCh120-4. The letters indicate high-strength cast iron, the first two numbers are tensile strength (kgf/mm2), the last one or two numbers are relative elongation (%).
In shipbuilding, high-strength cast irons are widely used instead of ductile iron and medium-carbon steel. Various ship devices, mechanisms, useful things, etc. are made from them. The most common is magnesium cast iron, which has high mechanical properties, which allows it to be used instead of malleable cast iron in the manufacture of critical machine parts: crankshafts, crankcases, connecting rods, etc. , as well as cargo, stripping, heating and cooling pipelines, stern tubes, controllable pitch propellers (CPR), etc.
Alloy cast irons
Alloyed
are called cast irons into which alloying (ennobling) impurities are introduced, for example chromium, vanadium, molybdenum, nickel, titanium, etc.
Alloying elements increase the strength, hardness, wear resistance, corrosion resistance and other mechanical, technological and chemical properties of cast iron.
All alloy cast irons, depending on the total content of alloying elements, are divided into low-alloy (up to 2.5% of alloying elements), medium-alloy (from 2.5 to 10%) and high-alloy (over 10%).
Varieties of alloy cast iron have different grades. The alloying elements included in the brand are designated by the letters: N - nickel, X - chromium, M - molybdenum, T - titanium, K - cobalt, B - tungsten, B - niobium, G - manganese, C - silicon, F - vanadium, Yu - aluminum, D - copper. The numbers after the letters indicate the average content of alloying elements as a percentage. If there is no number, then this alloying element contains about 1%. For example, the grade ChN15D7X means that it is high-alloy cast iron, which contains nickel - 15%, copper - 7% and chromium - about 1%.
The production of alloy cast irons, which have a number of valuable properties, is relatively inexpensive, and therefore the scope of their application is constantly expanding.
Depending on their properties, alloy cast irons are divided into wear-resistant, corrosion-resistant (stainless), heat-resistant, etc.
Wear-resistant cast irons are those that have high resistance to wear (abrasion), which occurs when friction surfaces are under load. Wear-resistant cast irons include antifriction and friction cast irons.
Antifriction cast irons are wear-resistant cast irons that have a low coefficient of friction. They are used to make parts that operate under conditions of sliding friction: sliding bearings and their liners, ground bushings, oil seals and other similar parts.
Antifriction cast irons have grades according to GOST 1585-79: AChS-1, AChS-2, AChS-3, AChS-4, AChS-5, AChS-6, AChK-1, AChK-2, AChV-1, AChV-2 and etc.
The letters ACh stand for anti-friction cast iron, and the letters C, K and B stand for the base cast iron (gray, malleable and high-strength) from which it is derived. The number is a conditional number.
In addition to the listed grades, special anti-friction porous cast iron of the ACh brand is used, obtained by introducing lead, phosphorus and potassium carbonate (potash) into the molten cast iron during its smelting. As a result, the hardened cast iron becomes porous, which improves its anti-friction properties.
Cuprous cast iron of the ChM-1.3, ChM-1.8, etc. grades, in which the number indicates the copper content as a percentage, is also used as anti-friction cast iron. These cast irons have good anti-friction properties and can withstand heavy loads.
Wear-resistant cast irons that have a high coefficient of friction are called friction cast irons. Braking devices of various mechanisms are made from them:
Corrosion-resistant cast irons (GOST 11849-76) are becoming increasingly widespread in shipbuilding, since even ordinary cast irons have higher corrosion resistance in the atmosphere and sea water than carbon steels. By introducing more than 12% chromium into cast iron and reducing the carbon content, stainless cast iron is obtained. Corrosion-resistant cast irons of the brands ChNHT, ChN1KhMD, ChN15D7Kh2 and others have high corrosion resistance in aggressive environments, resistance to cavitation and wear in steam-water environments.
Heat-resistant cast irons are those that are resistant to oxidation and retain mechanical properties at high heating temperatures (over 750 K).
Many high-alloy heat-resistant cast irons are also corrosion-resistant. It is more profitable to manufacture parts that operate at high heating temperatures without heavy loads from heat-resistant cast irons than from heat-resistant steels, since the cost of their production is lower.
In grades of heat-resistant cast iron (GOST 7769-75), the letters ZhCH indicate heat-resistant cast iron, subsequent letters indicate alloying elements, and the numbers indicate the average content of alloying elements as a percentage. For example, ZhChNDKh-15-7-2 is a heat-resistant cast iron that contains 15% nickel, 7% copper and 2% chromium, and the rest is iron, carbon and other impurities.
There are heat-resistant aluminum cast irons - chugal and pyroferal. They contain large amounts of aluminum and are modified with magnesium to produce spheroidal graphite, which is corrosion-resistant.
CONTROL QUESTIONS
1. What is cast iron?
2. What effect do carbon, silicon, manganese, sulfur and phosphorus have on the properties of cast iron?
3. Why should cast iron for artistic casting have a high phosphorus content?
4. How are white cast irons divided and where are they used?
5. How are gray cast irons divided and where are they used?
6. Why is one of the varieties of gray cast iron called “malleable cast iron”?
7. What special properties do alloy cast irons have?
Exercise
Decipher the brands: SCh32-52, KCh50-4, VCh45-5, AChS-2, AChV-1, AChK-1, ChM-1.3, AChN15D7H2, ZhChS-5.5. Indicate the areas of application of these cast irons.
STEEL PRODUCTION
Story
The documented history of cast iron starts from the 1st millennium BC:
- Smelting was mastered by the Chinese and their neighbors.
- From the 5th century BC, the period of decorative iron casting began.
- 600 years later, coins appeared in China.
The appearance of the alloy in Europe dates back to the 14th century, in Russia – two hundred years later. Interest increased due to the suitability of cast iron as a material for cannons and cannonballs.
Eglinton Tournament Bridge (completed c. 1845), North Ayrshire, Scotland, built of cast iron
Since the time of Queen Victoria, fireplaces have become the most popular product in the “civil segment” among the British.
Cast iron coal iron
The heyday of the cast iron industry in Russia dates back to the 18th century:
- Bridges and rails appeared.
- Cast iron pots were invented in the Urals - the number one cookware for the Russian stove. Later they were supplemented with frying pans.
- By the end of the century, Russia had become the world leader in the production of cast iron.
The original bridge across the Tey from the north (finished in 1878)
The openwork products of Kasli craftsmen have gained world fame.
The method of molding for casting artistic castings of complex shapes, invented by the Kasli people, is still in demand by machine builders today.
Manufacturing technologies
As you know, cast iron is produced in special blast furnaces. The main raw material for its production is iron ore. The manufacturing process consists of the reduction of iron ore oxides and the resulting production of another material - cast iron. For its production, fuels such as coke, thermoanthracite, and natural gas are used.
To produce one ton of pig iron, about 550 kilograms of coke and approximately a ton of water are required. The volume of ore loaded into the furnace will depend on the iron content in it. As a rule, ore is used, which contains at least 70% iron. The thing is that it is not economically feasible to use a lower concentration.
The first stage in the production of cast iron is its smelting. Ore is poured into the blast furnace, and then coking coal, which is necessary to pump and maintain the required temperature inside the furnace shaft. During combustion, these components take an active part in the ongoing chemical reactions as iron reducers.
Meanwhile, flux is immersed in the furnace, which acts as a catalyst. By accelerating the melting of rocks, it thereby supports the rapid release of iron. It is important to know that before loading into the furnace, the ore undergoes the necessary pre-treatment. It is crushed in a crushing plant because smaller particles melt faster. It is then washed to remove non-metal particles. Next, the raw material is fired, as a result of which sulfur and other foreign components are extracted from it.
At the second stage of production, natural gas is supplied through special burners into the filled and ready-to-use furnace. Coke is involved in heating the raw materials. Carbon is released, which combines with oxygen to form an oxide. It, in turn, promotes the recovery of iron from ore.
As the volume of gas in the furnace increases, the rate of the chemical reaction decreases. It may even stop completely when a certain gas ratio is reached. Carbon penetrates the alloy and combines with iron to form cast iron. Unmelted elements remain on the surface and are soon removed. Such waste is called slag. It is used to make other materials.
First stage of production
Iron smelting occurs as follows. First of all, ore is poured into the furnace, as well as coking coal grades, which serve to pump and maintain the required temperature inside the furnace shaft. In addition, during the combustion process, these products actively take part in the ongoing chemical reactions as iron reducers.
At the same time, flux is loaded into the furnace, serving as a catalyst. It helps the rocks melt faster, which promotes the rapid release of iron.
It is important to note that the ore undergoes special pre-treatment before loading into the furnace. It is crushed in a crushing plant (small particles melt faster). Afterwards it is washed to remove particles that do not contain metal. After which the raw material is fired, due to this, sulfur and other foreign elements are removed from it.
Second stage of production
Natural gas is supplied to the loaded and ready-to-use furnace through special burners. Coke heats the raw material. This releases carbon, which combines with oxygen to form an oxide. This oxide subsequently takes part in the reduction of iron from the ore. Note that as the amount of gas in the furnace increases, the rate of the chemical reaction decreases, and when a certain ratio is reached, it stops altogether.
Excess carbon penetrates the melt and combines with iron, ultimately forming cast iron. All those elements that have not melted end up on the surface and are eventually removed. This waste is called slag. It can also be used to produce other materials. The types of cast iron obtained in this way are called foundry and conversion.
Features of caring for cast iron cookware
After any type of cleaning, measures must be taken to create a protective layer on the cast iron to prevent corrosion in the future:
- turn on the oven at 180 degrees, warm it up;
- grease the frying pan with oil (any oil except olive oil), applying a thin layer;
- place the product in the oven, bottom up, leave for 60 minutes;
- turn off the cabinet, do not take out utensils for another hour;
- Remove the pan, rinse, wipe dry, and put away for storage.
Cast iron should always remain a little greasy - this will allow it to maintain protection against corrosion for a long time. In the future, you should follow these care tips:
- Always wait for the product to cool down and only then start washing it;
- after each wash, lubricate the item with vegetable oil and heat for 1-2 minutes;
- do not leave the pan with ready-made liquid food for a long time - after cooking, pour it into another container;
- do not use aggressive detergents, brushes, or abrasives on a regular basis, they wash off the protective layer and the cast iron rusts faster;
- to remove burnt food, soak the dishes in warm water, then easily remove the remains with a washcloth;
- do not forget to use the dishes regularly so that they do not stand idle;
- do not wash in the dishwasher;
- Do not cook acidic food, which corrodes the protective layer.
High-quality care of cast iron will keep the product in excellent condition, eliminate the appearance of rust, while maintaining its non-stick properties and ability to retain heat.
Sources
- https://jgems.ru/metally/chugun
- https://stroyres.net/metallicheskie/vidyi/chyornyie/chugun/ponyatie-osobennosti.html
- https://metallicheckiy-portal.ru/articles/chermet/raznoe/chto-takoe-chugun-sostav-i-soderzhanie-ugleroda-v-splave/
- https://elton-zoloto.ru/raznoe/skolko-procentov-ugleroda-imeetsja-v-sostave-chuguna.html
- https://lux-stahl.ru/metally-i-splavy/izbytok-alyuminiya-v-chugunah-vyglyadit-kak.html
- https://ometalledo.ru/soderzhanie-ugleroda-v-chugune-i-stali.html
- https://www.syl.ru/article/304510/chto-takoe-chugun-svoystva-sostav-poluchenie-i-primenenie
- https://sakhkor.ru/materialy/vidy-chuguna.html
- https://morflot.su/procentnoe-soderzhanie-ugleroda-v-chugune/
- https://metallvsegda.ru/poleznoe/chto-takoe-chugun-sostav-i-soderzhanie-ugleroda-v.html
Industry challenges
Today, cast iron casting has dubious prospects. The fact is that due to high costs and large amounts of waste, industrialists are increasingly abandoning cast iron in favor of cheap substitutes. Thanks to the rapid development of science, it has long been possible to obtain higher quality materials at lower costs. Environmental protection plays a major role in this issue and does not accept the use of blast furnaces. It will take years, if not decades, to completely convert iron smelting to electric furnaces. Why so long? Because it is very expensive, and not every state can afford it. Therefore, all that remains is to wait until mass production of new alloys is established. Of course, it will not be possible to completely stop the industrial use of cast iron in the near future. But it is obvious that the scale of its production will fall every year. This trend began 5-7 years ago.