Machining cast iron
Features of processing cast iron on machines Due to the presence of graphite in the structure, it is easily processed by cutting Graphite allows you to obtain short, loose chips
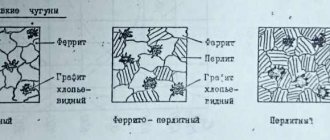
Features of processing cast iron on machine tools Due to the presence of graphite in the structure, it is easy to process by cutting. Graphite allows you to obtain short, loose chips _ and improves lubrication of the cutting edge. For machining cast iron, tools with a negative or slightly positive rake angle are mainly used. Coated tools have significantly greater durability due to the predominance of abrasive wear during processing. In most cases, machining can be done without coolant. The main difficulties during processing are uneven allowance on castings, the presence of casting crust and sand inclusions. 21 General Information When threading duplex and high alloy stainless steels, use the lower end of the recommended ranges. Use mineral oil whenever possible; if you have to use an emulsion, its concentration should be at least 8%. The first choice when machining stainless steel is coated tools because... it better prevents the formation of growth. Do not use worn tools, because this increases the hardening of the material during processing and leads to tool breakage. Machining of cast iron Cast irons are of three different types according to their structure: Ferritic - easy-to-work cast iron with low strength and hardness less than HB 150. At low cutting speeds it can form a built-up edge on the cutting edge. Ferritic-pearlitic - cast iron with a hardness from HB 150 to 290 units, strength can vary from low to high. Pearlitic - the strength of such cast iron depends on the size of the pearlite crystals. Fine-grained perlite gives cast iron high hardness and strength, while coarse-grained pearlite leads to its “smearing” on the cutting edge and the appearance of a build-up. ALLOYING ELEMENTS Cast iron is an alloy of iron, carbon and silicon with a carbon content of 2...4%, silicon 1...3%, it may also contain some amount of manganese (Mn), phosphorus (P) and sulfur (S). Depending on the form of graphite, cast irons are divided into gray cast irons, nodular cast irons, ductile and alloy cast irons. Alloying cast iron with nickel, copper, molybdenum and chromium, for example, increases its heat - and corrosion resistance, toughness and strength. Alloying elements are divided into carbide-forming and graphite-forming. Alloying significantly affects the machinability of cast iron. FIELD OF APPLICATION Various parts are made from cast iron, for example, engine cylinder blocks, pump and valve housings. As a rule, cast iron is used where it is necessary to obtain a part of complex shape and sufficient strength. IMPORTANT INFORMATION ABOUT PROCESSING CAST IRON Most cast irons, bulk
Cast iron technology
Producing cast iron is a very material-intensive process that requires significant costs. It takes about 550 kilograms of coke and 900 liters of water to produce one ton of the alloy. Ore costs depend on the iron content in it. Usually, raw materials with a mass fraction of the element of at least 70% are used, since processing poorer ores is not economically justified. Such raw materials first undergo an enrichment procedure, and only then are sent for smelting. Iron production takes place in blast furnaces. Only about 2% of all material produced in the world is smelted in an electric furnace.
The technological process consists of several interconnected stages. At the first stage, ore is loaded into the blast furnace, which contains the so-called magnetic iron ore (a compound of divalent and trivalent iron oxides). Ores containing hydrous iron oxide or its salts can also be used as raw materials. Along with the raw materials, coking coals are loaded into the furnace, which are designed to create and maintain high temperatures. In addition, their combustion products take part in chemical reactions as iron reducers.
Additionally, flux is supplied to the furnace, which acts as a catalyst and helps the rocks melt faster, thereby releasing iron. It is worth noting that before entering the blast furnace, the ore undergoes special pre-treatment. They are crushed using a crushing plant, since small particles will melt faster. It is then washed to remove all unnecessary elements that do not contain metal. After this, the dried raw materials are fired in special ovens, which removes sulfur and other foreign elements from the compounds.
When the blast furnace is loaded and ready for operation, the second stage of production begins. After the burners start, the coke begins to heat the raw material, releasing carbon, which, passing through the air, reacts with oxygen and forms an oxide. This oxide is actively involved in the reduction of iron from compounds found in the ore. Moreover, the more gas there is in the furnace, the weaker the chemical reaction proceeds. After reaching a certain proportion, it stops altogether. Excess gases are used as fuel to maintain the temperature in the furnace. This approach has several positive aspects. Firstly, the cost of fossil fuels is reduced, which somewhat reduces the cost of production. And, secondly, combustion products are not released into the atmosphere, polluting it with harmful impurities, but continue to participate in the technological process.
Excess carbon mixes with the melt and, absorbed by iron, forms cast iron. All unmelted rock elements float to the surface and are removed from the material. The waste is called slag, which will then be used to produce other materials. After removing all excess particles, various additives are added to the melt if necessary. In this way, two types of alloys are produced: pig iron and cast iron.
Repair of cast iron frame
The most significant and massive part of a lathe is the cast iron bed. Frames made of cast iron are practically not subject to corrosion, deformation and other types of wear. During the repair, cracks or chips that arose as a result of impacts and other influences that caused damage to the cast iron bases of the bed are eliminated. They also carry out anti-corrosion treatment of surfaces - remove old paint, rust, putty, prime, paint. This ensures the cast iron frame is resistant to aggressive environmental influences.
Restoring the headstock and tailstock
As part of a comprehensive repair of machine tools, components that have become unusable are inspected and restored. For the front unit, a typical malfunction is wear of the clearances under the rolling bearings. To eliminate the damage, the holes are bored out and the bushings are pressed in. If flanges or special housings are used to accommodate bearings, worn parts are replaced with new ones. Next, the dimensions of the new bearing are adjusted, the performance characteristics are brought to the required passport values.
The front assembly housing is installed on the frame guides. Next, its orientation is restored. Using a mandrel, measurements are taken in the tapered hole of the spindle. The work is carried out until they are convinced that the spindle is parallel in the horizontal and vertical positions.
The tailstock is aligned with the front. The plane of the surface connecting the bridge with the body and the cast-iron frame is also restored. The technician replaces or repairs the feed screw and other elements.
Repair of cast iron metal guides
First of all, the specialist assesses the degree of wear of the cast iron frame elements - the curvature of the parts to be processed, their straightness. If cast iron demonstrates deviations from the required standards, in most cases they resort to mechanized methods of surface treatment (as the least expensive).
When hardening cast iron guides, it is better to use grinding - it is more accurate, ensures clean processing, and is more efficient in terms of productivity. To level unhardened elements, finishing planing is also used. The popularity of this method is explained by its high processing speed, cleanliness and geometric accuracy.
If the identified damage reaches threshold values, major repairs are carried out using overlays, and the damaged areas are filled with polymers. The areas to be treated are leveled and sanded.
Main characteristics
Cast iron is widespread and in demand in the ferrous metallurgy. It is produced by reconstituting iron ore with the support of a carbon fuel (coke). During the reduction reaction, the resulting melt receives an additional portion of carbon.
It is the volume of carbon in a free state that determines the mechanical parameters of this cast iron. One of the properties that allows this material to be used not only as a conversion metal, but also as a casting metal is its fairly high casting qualities and low shrinkage when the casting solidifies. Gray cast iron has high fluidity, and this makes it possible to cast quite complex products.
There is also a limitation on the use of products made from this cast iron - it is due to the fact that this material has low bending strength and high fragility. But on the other hand, it is distinguished by high compressive strength.
This material is also resistant to wear. This allows it to be used in units operating under high friction conditions. In such conditions, the antifriction parameters of gray cast iron have a strong impact.
A large volume of carbon reduces the density of gray cast iron, which is from 6.8 to 7.3 tons per m3.
Carbon inclusions do not allow permanent connections to be made from gray cast iron workpieces by welding. But, nevertheless, welding technologies have been developed and used, which can be carried out subject to a number of conditions. This set includes preheating of workpieces and the use of specialized electrodes with a high carbon content. Smooth cooling of the seam, this is necessary to remove stress in the weld. But in any case, its structure is noticeably different from the main material.
Types of chips. The direction of its descent during turning
Hello my friends! Today we will talk about what types of chips there are, as well as what determines the direction of their flow in one direction or another. You might think that there is no need to pay so much attention to the chips, but this is not true if you want to be a really cool industrial engineer.
Types of chips
It's no secret that any type of mechanical processing of metals produces chips and the types of chips can be completely different. When we mill a surface, the chips fly in different directions for many meters and fall asleep on the floor. When processing a part with a lathe on a lathe, there are different types of chips, which we will now consider below.
There are 3 main types of chips that are formed during turning, and now we will talk about each of them in more detail.
Drain shavings
Such chips are formed when processing plastic materials that have high viscosity and the name drain is not casual, since if you look at the cutting process from the side, it seems that it flows directly or, in other words, flows down from the cutter.
Chip chips
Table 2 - Densities of steels, cast irons and some non-ferrous alloys
| Alloy grade | Density, g/cm3 |
| Density of some structural steels | |
| 10 | 7,85 |
| 60 | 7,8 |
| 30ХГС | 7,85 |
| 45X | 7,82 |
| Density of some tool steels | |
| U8 | 7,84 |
| R9K10 | 8,3 |
| X12M | 7,7 |
| Density of cast iron alloys | |
| SCH10 | 6,8 |
| SCH35 | 7,4 |
| CHVG30 | 7,0 |
| Density of stainless and corrosion-resistant steels | |
| 08Х18Н10 | 7,9 |
| 08Х13 | 7,76 |
| 20Х13 | 7,67 |
| 95Х18 | 7,75 |
| Density of some aluminum alloys | |
| AL6 | 2,75 |
| AK12 | 2,65 |
| AK7ch | 2,66 |
| D16 | 2,77 |
| AK4-1 | 2,8 |
| Density of bronze alloys | |
| BrO10 | 8,8 |
| BrS30 | 9,54 |
| BrB2 | 8,2 |
| Density of some copper-nickel alloys | |
| VT20 | 4,45 |
| OT4 | 4,55 |
| VT1-0 | 4,5 |
Fast metal laser cutting price reduced by 15 percent.
Main characteristics
Cast iron is widespread and in demand in the ferrous metallurgy. It is produced by reconstituting iron ore with the support of a carbon fuel (coke). During the reduction reaction, the resulting melt receives an additional portion of carbon.
It is the volume of carbon in a free state that determines the mechanical parameters of this cast iron. One of the properties that allows this material to be used not only as a conversion metal, but also as a casting metal is its fairly high casting qualities and low shrinkage when the casting solidifies. Gray cast iron has high fluidity, and this makes it possible to cast quite complex products.
There is also a limitation on the use of products made from this cast iron - it is due to the fact that this material has low bending strength and high fragility. But on the other hand, it is distinguished by high compressive strength.
This material is also resistant to wear. This allows it to be used in units operating under high friction conditions. In such conditions, the antifriction parameters of gray cast iron have a strong impact.
A large volume of carbon reduces the density of gray cast iron, which is from 6.8 to 7.3 tons per m3.
Carbon inclusions do not allow permanent connections to be made from gray cast iron workpieces by welding. But, nevertheless, welding technologies have been developed and used, which can be carried out subject to a number of conditions. This set includes preheating of workpieces and the use of specialized electrodes with a high carbon content. Smooth cooling of the seam, this is necessary to remove stress in the weld. But in any case, its structure is noticeably different from the main material.
Repair of caliper made of cast iron metal
The most difficult procedures include work to restore the functionality of the carriage, work on the transverse, rotary and upper slides of the machine.
The first step is to align the cross feed guides. They must be positioned exactly relative to each other, as well as relative to the cross feed screw. Additionally, the perpendicular to the longitudinal guides is checked.
Overlays made of polymeric materials and textolite are widely used. In terms of work efficiency, polymer filling of guides demonstrates good results.
In some cases, it is necessary to align the location of the holes of the units that determine the functioning of the drive shaft, screw and speed shift shaft. Changes in the position of the axes are restored by attaching new linings. The guides are also polished and carriage covers are installed. If the axes are significantly displaced, the malfunction can be eliminated by reinstalling the gearbox of cast iron machines.