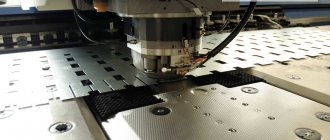
Metal stamping is the shaping of a material under the influence of an external force in order to obtain the desired part. Processing a workpiece in this way requires a lot of force. For this purpose, there is equipment that is produced with a force of 16 to 500 tons. The equipment installed in the press is called a stamp. In it there is direct contact of the working tool with the metal. In 1 stroke of the machine, a part with a high degree of accuracy is obtained.
Metal stamping process
History of the process
Stamping of metal products first began in the 16th century. This was due to the development of weapons production, which required the production of a large number of identical parts. In the 19th century, the rapid development of stamping production began. Household items are produced. There is a need to manufacture high-quality serial products.
With the advent of the automotive and shipbuilding industries, metal forming has taken a key position in the development of these industries. Dimensional parts began to be produced using stamping.
Kinds
engages in the manufacture of the following types of dies for cold metal stamping:
- bending;
- cutting;
- exhaust;
- pressing;
- punching;
- carbide;
- consistent.
Cold stamping is an advanced high-tech metal processing aimed at producing metal products of various designs and sizes. Such equipment has precise geometry and a smooth surface that does not require additional processing. The products also minimize the formation of cracks and other defects: burrs, marks, scratches.
Submit your application?
Areas of use
Industrial production is not complete without cold and hot stamping. Using these methods, you can create both small and large parts in a short period of time. Hot stamping is used where three-dimensional parts are needed.
When stamping flanges, 2 methods are used:
- Hydraulic presses are used in the forging process. Here, under the influence of pressure, the metal flows into the cavity, which is made in the striker. This space corresponds to the shape of the resulting part.
- When using sheet metal as a workpiece, crank presses are used. A stamp is inserted into them and sheet metal is fed. The flange is drawn out under pressure.
Die production
The production of the stamp itself also includes several large stages, ensuring the most accurate compliance with all requirements for the finished product. They look like this:
- carrying out calculations and drawing up a sketch;
- entering all parameters into a computer modeling program, creating a diagram of the future stamp;
- determining points of maximum loads, checking the rationality of the finished product. If necessary, adjust the shape of the stamp (without making changes to the shape of the working parts);
- marking locations for future technological holes, calculating their most optimal sizes;
- coordination of the finished project with the customer. If approved, production.
The last procedure is carried out on computer numerical control (CNC) machines, which eliminates the human factor, reduces production time and at the same time maximizes the accuracy of the future product. Types of operations such as turning, milling, drilling and reaming are used.
The finished dies undergo heat treatment, including hardening and tempering, and as a result acquire a hardness corresponding to the design value. The materials used for the manufacture of working elements are most often carbon and alloy steels (for example, 30KhGSA), although in some cases special alloys (including non-ferrous metals) can be used.
Punching technology
The technology for manufacturing parts by stamping, both hot and cold, requires the presence of tooling. For both types, stamps are made, which have certain differences. They are used for metal that has varying degrees of thickness.
Large sized workpieces are preheated and then the forging process takes place. When cold, the sheet thickness rarely exceeds 1 mm. Various operations are carried out with such material, for example, stamping badges.
Stamping technology
Cold stamping
During the cold stamping process of sheet metal, no heating is applied. The force of the press is enough to carry out separation or shaping operations. As a result, the resulting part is not subject to the shrinkage process. To save material, stamping is carried out according to the rules for cutting sheets, which are regulated by GOST.
Cold stamping includes the following operations:
- Punching. During the cutting process, the finished part falls into a container, leaving waste outside. When punching, on the contrary, the waste falls into the container, and the part is formed from the outside. The design of the stamps is the same. During the work process, a separation operation is carried out, which involves a punch and a die matrix.
- Flexible. Refers to a simple operation. The part is placed between the stops on the matrix and pressed from above with a punch.
- Hood. Often obtained in several transitions. Separate stamps are made for this purpose. In the process of working, a glass, cone or hemisphere is obtained from a round blank. This is achieved due to the redistribution of metal in the original workpiece.
- Beading. The punch catches the hole in the part with a clamp and expands it, beading the walls.
An important point is the correct choice of the gap between the punch and the matrix. This value depends on the thickness and type of material. The thicker the metal, the larger the gap. For aluminum and other soft materials this size is reduced. Otherwise, burrs will form.
Hot stamping
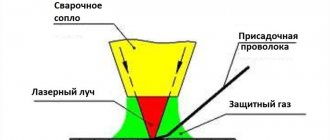
In the process of manufacturing metal parts by hot pressing, the workpieces enter a heating chamber. Hot metal stamping begins after they reach a temperature of 1200°C. Heated products are placed in a stamp, where there are special grooves for preliminary and final stamping.
If you need to upset a heated forging, then it is placed in the space between two flat strikers. The equipment starts up and the workpiece is settled to the required size.
Heated metal (Photo: pixabay.com)
Alternative stamping methods
Metal stamping can also occur under the influence of other forces:
- Explosion. The process is carried out in water. The material is placed on a matrix in which a recess of the desired shape is made. There is an explosion from above. As a result, the workpiece fills the stream and takes on the desired shape.
- Electrohydraulic. Voltage is applied in the aquatic environment. The water is heating up. Under the influence of high temperature, a shock wave occurs, which forms the workpiece.
- Pulling metal through rolls. This method allows you to give the workpiece the desired shape.
Stamped badges are made in a die, where enamel is placed in the recess of the punch.
Types of stamps and their purpose
Stamps are divided according to several criteria:
- technological;
- constructive;
- method of supplying workpieces.
According to technological characteristics, the equipment belongs to one of two main groups intended for performing operations with sheet metal:
- dividing;
- shape-changing.
The first group includes dies for cutting out metal, cutting, cutting, trimming, punching, and stripping. To change the geometric parameters of workpieces, equipment for drawing, forming, bending, and die stamping is used.
In addition, the classification of tools according to technological characteristics implies their division according to the degree of compatibility of operations into single- and multi-operational (combined). The latter are also divided into devices of sequential and combined action.
Based on the type of design, stamps are divided into models:
- without guide elements;
- block (with columns);
- packaged (with stove).
Depending on the implemented method of feeding the workpiece, equipment for cold stamping is divided into manual and automatic.
Using the method of removing finished products, the tool is produced:
- with reverse strip pressing of the part;
- by pushing out;
- a failure through a “window” in the matrix;
- pushing to the top;
- blowing with compressed air;
- manual removal.
Making metal stamps
To make stampings from a workpiece, metal dies are constructed. At the first stage, drawings with specifications and details are developed.
Stamps consist of the following parts:
- The working parts are a punch and a matrix. Manufactured from tool steel U8a, U10a, X12M. After heat treatment, they are hardened to 60 Rockwell units.
- Punch holder. Material - Art. 3
- Gaskets. Manufactured from structural steel with a hardening grade of 45 Rockwell.
- Puller. Made from Art. 3
- Top and bottom plates. Their thickness depends on the force expended on stamping.
- Columns and bushings. The material is Steel 20. The surface is carburized to a depth of 1–1.5 mm. This layer is then hardened.
- Shank. Inserted into the press slide.
Parts for making a stamp
How are dies made for cold stamping?
Cold sheet metal stamping technology
A stamp is a specific type of equipment that is actively used in the sheet stamping process. It directly affects the material, deforming it. After processing, the metal acquires the same shape as that characteristic of the working part of the stamp. This tool is installed on special hammers and presses that drive it.
The stamp consists of two parts - a matrix and a punch. The last element is fixed on a special slider, due to which the tool moves. Metal deformation occurs at the moment the punch is pressed against the matrix.
Stages of production of cold stamping dies
High demands are placed on the process of creating stamp sketches and their actual production. The correct formation of the products themselves and their quality depend on the quality of the resulting equipment. Typically, stamp production occurs in the following sequence:
Cold die forging
- A sketch of the stamp is drawn up taking into account all the requirements presented.
- Using a special computer program, a stamp diagram is created.
- The rationality of the resulting equipment is determined, and if necessary, the sketch is adjusted.
- The places where holes of the required size and shape will be formed in the future are determined.
- After approval of the drawings, the production of the stamp begins immediately.
Workpieces made of metal will be correctly processed by cold stamping if all the equipment is selected effectively. Stamps are one of the main elements influencing the quality of the work performed. In their production, modern CNC equipment is used, which allows for the necessary quality control.
Equipment and tools
To form metal products, dies are made that are inserted in presses, which are of 2 types:
- Crank-rod. The main element in them is a slider moving along guides. An electric motor is located on top, which gives impetus to the movement of the crank mechanism. There is a plate at the bottom on which the stamp is placed. The equipment is high-speed. The disadvantages include the high impact force when the punch comes into contact with the metal. As a result, the tool becomes chipped.
- Hydraulic presses. They have great power. The advantages include the smooth movement of the slider. Thanks to this, there is no mechanical shock during operation, which leads to long service life of the tool. The amount of travel of the slider provides a large open height of the press space. This makes it possible to perform deep drawing or bending operations on workpieces with high sides.
Metal forming allows you to produce a large number of parts in a short time. In this case, they will all have the same shape. The accuracy of their manufacture is regulated by GOST.
What is a stamp
A stamp is one of the types of technological equipment used to give a sheet metal workpiece shape and volume using specialized equipment.
There are two ways to process metal by stamping:
- hot, implying preheating of the workpiece;
- cold, performed without heat treatment of the material.
The hot method is used for metals and alloys that have low ductility with a workpiece thickness of 5 mm or more. The process implies the presence of significant dimensional tolerances, since when cooling the material warps and changes shape.
Cold stamping allows you to create products with minimal deviations from the specified parameters.
During cold stamping, the material loses its plasticity, but at the same time is further strengthened. To prevent an increase in brittleness at the end of the technological cycle, products are subjected to recrystallization annealing.
Tool shop work
The workshop is divided into production areas with various equipment to perform the following operations:
- turning works,
- drilling,
- milling,
- grinding,
- electrical discharge machining,
- coordinate boring,
- marking, etc.
In addition to the areas described, a repair and service department operates within the workshop; their list of tasks includes setting up and sharpening tools.
The final fine-tuning of molds and dies takes place at the assembly site, after which they are transferred for testing and measurements, where the finished products are checked against the technical specifications. If it is discovered that the result does not correspond, then the product is modified or remade. The use of modern programmable machines guarantees high accuracy of work and absence of defects.