To view the video, you need a modern browser that supports HTML5 video.
The invention of the sheet was a real breakthrough in metalworking. And almost immediately, having assessed the plastic properties of the resulting product, the craftsmen began to think that it could be given different shapes. The first example of cold metal stamping was the simplest embossing: a sheet was placed on a mold made of wood, and then systematically tapped with a hammer.
The technology was complex and labor-intensive. But hundreds of years had to pass before the invention of mechanisms that would make work easier...
Features of cold stamping of sheet metal parts
The “first sign” of serial stamping technology arrived in metalworking shops in the mid-19th century.
It was then that the first machine tools were invented and put into operation. But stamping reached a truly outstanding scale with the advent of the automobile industry, and in the 30s of the last century - aircraft and rocket manufacturing. The production of parts using the cold stamping method began to be used for the production of housings and internal components. Technology has developed rapidly and, perhaps, even now has not reached its peak in everything. Modern stamping without heating to high temperatures is capable of creating parts of any shape and size - as a finished product or “semi-finished products” for subsequent processing. The manufactured products are distinguished by precision and increased strength.
What is sheet stamping?
When talking about stamping parts made of sheet metal, we mean a technological operation during which significant pressure is applied to the workpiece. Under the influence of such pressure, the workpiece is deformed and acquires the required configuration and dimensions.
Our distant ancestors began to use such an operation (albeit in a much simplified form). It was by applying pressure to metal that they made agricultural implements, weapons, household items and various decorations.
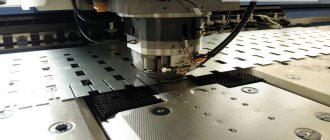
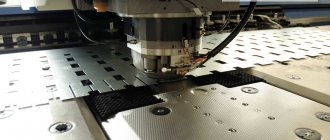
Modern press for stamping body parts
Stamping as a technology for the production of sheet metal products received active development at the end of the 19th century. It was during that period (starting from the 1850s) that this technology was actively improved, and specialists created powerful equipment for its implementation. Stamped parts, which at that time could already be mass-produced, were of decent quality and had good performance characteristics.
Both hot and cold stamping reached a completely new level of development at the beginning of the 20th century. It was thanks to the improvement of sheet metal stamping technology that serial production of cars became possible, for which body parts were produced using this method. Starting from the 1930s, this technology began to be actively used by enterprises working in the aircraft and shipbuilding industries, and a little later (after only a couple of decades) they began to produce spacecraft parts using stamping.
The high popularity that stamping has gained over a relatively long period of its development is explained by the possibilities:
- production of products of various geometric shapes and sizes, the quality and precision of which allows them to be used immediately for their intended purpose;
- complete mechanization and automation of production processes, which is achieved, in particular, by equipping production with rotary-conveyor equipment for stamping sheet metal;
- serial production of products whose geometric parameters are particularly accurate (such products can be easily replaced with each other if the need arises).
Cold stamping on a hydraulic press
The use of a technological operation such as die stamping makes it possible to transform a metal sheet into a geometrically complex and light-weight product, the strength characteristics of which are at a high level. The use of methods for stamping parts from sheet metal makes it possible to produce both very massive products used in the production of engineering products, watercraft and aircraft, and miniature parts for electronic devices and watch mechanisms.
Hot and cold stamping is often used as a preparatory operation. For example, such technologies produce parts that are then processed by other methods - welding, cutting, etc.
Cold metal stamping: technology
In the stamping process, the most important role is played by the preparatory stage—the production of tooling.
It is produced in the workshop, but originates in the design bureau, where technologists and designers are involved in the process. They evaluate what final shape the product should achieve, how many stamping operations should take place and in what sequence. The result of the collaboration of these specialists is the creation of a matrix-punch pair. Next, the project goes to the workshop, where cold metal stamping occurs: under the influence of pressure, the matrix and punch stamp the required number of parts from sheets or strips. Cold stamping is called such with some convention: after obtaining impressions of the desired shape, in order to strengthen them, a final heat treatment can be carried out - recrystallization annealing.
Sometimes the stamping operation can be supplemented by simultaneous punching or drawing. For this purpose, an insert made of particularly hard metals or alloys is added to the matrix and punch. But the possibility of such work must be calculated at the design stage.
Process technology
Each technological process involves carrying out certain operations. In this case, they are associated with the formation of sheet metal using cold steel, which is performed on appropriate equipment. It is based on:
- Initially, the essence of the operation, its fundamental processes, which will have to be performed in the appropriate sequence, are indicated.
- Drawing up a sketch.
- The next step is to calculate all dimensions at the stage of procurement, formation and finished product.
- The location of all necessary holes, recesses and other elements required by the corresponding part is indicated.
- It is imperative to document all stages of the process by entering data with dimensions.
- After approval of the drawings, the products are manufactured.
But it is also possible to make changes using additional operations, which contribute to its convenient processing. This may include straightening sheet material, applying lubricant, or other operations that will be required during stamping.
The information provided gives a complete picture of the chemical process itself, which is carried out on appropriate equipment using special materials. In addition, thanks to the introduced innovations, the technology used makes it possible to manufacture high-quality products on an industrial scale. And also reducing the amount of waste material, which in turn makes such production very economical.
Republished by Blog Post Promoter
Cold stamping of parts in Moscow
The demand for cold stamping services in the capital has remained quite unstable over the past 30 years. Unexpected declines in the number of orders, usually associated with economic crises, are followed by equally unexpected periods of recovery. There is no doubt about one thing: Moscow stamped steel is sold to metropolitan enterprises in hundreds of thousands of tons. Customers are attracted by:
- high accuracy of product dimensions;
- elimination of surface defects;
- Compared to “hot” technology, there are no traces of heat treatment, such as scale.
Working using cold metal stamping technology is also beneficial for the performers, since it is less labor-intensive and more productive. Finally, both customers and contractors note the fact that this production method uses less material.
Types and methods of modern metal processing
Cold stamping, along with hot stamping, is considered one of the oldest technologies for processing sheet blanks.
Along with them, modern production can use more advanced, but at the same time expensive ones. For materials with high plasticity, hard rubber stamping is used. Its disadvantage is that it is impossible to process a large series of rolled products in this way. Also interesting is the technique in which metal changes shape due to liquid pressure. In this process, a liquid substance acts as a punch, pressing the sheet tightly against the die. This technology is used if it is necessary to obtain products of complex shapes.
Blast wave stamping is considered quite “aggressive”, but effective. As a result of the mini-explosion, the material is pressed into the matrix.
The choice of method is determined by the complexity of the final part, as well as its size.
Principle of operation
The XSh press consists of a mechanism that puts it into operation and a device that directly carries out the stamping process itself.
Crank press. As for the working mechanism, it is a crank shaft that rotates using an electric drive. As a result of the rotation of the flywheel, a chain transmission of rotation occurs to the crank mechanism.
Performing a reciprocating action, the existing crank slider puts the device itself into operation. During such an impact, a corresponding high pressure arises, which allows plastic deformation of such a metal.
Hydraulic Press. The principle of operation of such a device is that the formation occurs during the pressing of the material using a liquid that is located in special tanks connected by special pipelines. As pressure is created in one cylinder, pressure is exerted on the other, which in turn is transmitted to the slide, causing it to operate. As a result of such efforts, the workpiece is pressed through.
Regarding the stamp itself, it contains two main working parts, a matrix and a punch.
The matrix is located at the bottom of the equipment and is stationary, but the punch is its moving part, which during deformation is pressed against the matrix on which the corresponding material is located. In this way, formation is carried out on a metal surface.
Cold sheet stamping is a guarantee of high-precision parts
Despite its apparent archaic nature, the production of parts using the cold stamping method has no equal in demand. Customers are attracted by:
- impeccable accuracy of the obtained impressions,
- high process automation,
- low costs for the production process,
- little waste,
- completeness.
In fact, the most difficult stage of the work is not the production of a part that can be produced quickly and in any quantity, but the design.
Materials used in cold metal stamping
Stamping operations are possible on all metals and alloys that have sufficient ductility.
But parts made from them may have a limited scope of use. Simple carbon steels are suitable for the production of manufactured goods and products that do not need to withstand heavy loads. Alloyed structural steels withstand not only stamping, but also operations combined with welding. Stamped aluminum blanks are in demand in the assembly of equipment and instrument making, copper - in electronics, nickel-plated - in the production of tableware and jewelry.
Progressive methods of sheet metal stamping
Due to the fact that progress does not stand still, innovative technologies are increasingly being introduced into production, which significantly simplifies the process of cold stamping of sheet metal. Among them are the following:
- Rubber stamping. This type of formation involves the use of rubber as a matrix or punch. It is often used when it is necessary to make workpieces that have a metal thickness of no more than 2 millimeters.
- Liquid stamping. In this case, the formation occurs due to the created liquid pressure. It is mainly used for the production of parts with elongated hollow elements.
- Explosion stamping. This method involves the use of explosives, which during operation generate high pressure, and as a result, the workpiece becomes the appropriate shape. Used when it is necessary to make a more complex shape or large-sized stamped products.
- Electrohydraulic stamping. Formation occurs as a result of a shock wave when a high voltage charge is applied to the liquid.
Such processing methods are used depending on the type of parts and are accordingly manufactured on machines designed for this purpose. But for the production of larger metal parts with greater thickness, another type of formation is used - hot stamping.
Cold and hot sheet metal stamping
Hot sheet stamping also accounts for a significant share of the metalworking market. In contrast to cold metal stamping:
- there is less risk of workpiece destruction;
- deformation does not require much effort, and therefore not much equipment power;
- the processed material can acquire a granular structure, and with it increased strength.
But this technique also has disadvantages, and significant ones:
- much higher production costs;
- less accuracy, including due to temperature fluctuations;
- scale formed on the surface of a metal.
- deterioration of some mechanical characteristics of the material.
A little history
Cold metal processing was known many centuries ago, but at that time it did not have such large-scale production. It was mainly used for making household utensils, various decorations and weapons.
But thanks to technical progress, this type of metalworking, starting from the second half of the 19th century, rose to a new level. As a result of the improvement, new parts and elements for industry began to be produced, which, in turn, contributed to the rapid development of this industry.
Already at the beginning of the 20th century, the production of dies for cold metal stamping played a big role in such industries as automotive, aircraft and shipbuilding, and in the 50s of the same century they began to be used in rocket science.
Types of sheet metal stamping equipment
The mechanical process of manufacturing parts by stamping is quite simple, but it can be produced on machines of different types and classes.
Let's consider the types of pressing equipment for stamping operations. Crank presses
named after the type of drive. They are considered the simplest in the line of machines for this purpose. With their help, you can process sheets with a small cross-section and produce parts of very modest sizes.
Compared to this technique, hydraulic presses
much more powerful. Just imagine: they can exert pressure equal to two thousand tons on the workpiece! In addition to the potential, the advantages of these machines are considered to be greater control over the controls and more accurate debugging. If you need to turn sheets of considerable thickness into parts, a crank press will be useless, but a hydraulic one will do the job.
Radial forging presses have a more specific application.
. They are used to produce products with the shape of a body of revolution.
Electromagnetic presses are considered the latest invention in the machine tool industry.
, which operate on the basis of an electromagnetic field. The key “tools” of the process are the core and the punch, which interact based on electromagnetic pulses. The technique is quite effective, and yet electromagnetic equipment is inferior to hydraulic equipment in power.
Technology for stamping parts from metal sheets
Pressing equipment uses pressure force, but the operations based on this force vary significantly depending on the type of workpiece. Extrusion technology is used to produce rod-shaped parts. In the production of hardware products - studs, screws, bolts, etc. - the cold heading technique is used. Sheet blanks are processed using the molding method described above, which guarantees the production of three-dimensional products.
Cold die stamping of sheets to order
Do you have sheet metal and ideas about what it should be transformed into? We are ready to take on your project in the coming days and complete it turnkey - from creating drawings and developing equipment to the actual cold stamping of metal. Modern technologies and equipment allow us to process workpieces from any materials:
- gland,
- become,
- aluminum,
- copper,
- titanium and others.
During the production cycle, we will carry out all the necessary operations on your rolled products: cutting, bending, drawing, forming, crimping and others. Additional advantages of working with us are low prices, the ability to order stamping at a discount and always high quality work.
Features of the technology
The raw material for stamping can be a metal sheet, steel strip or thin tape. Cold sheet stamping has become most widespread for a number of reasons. Hot stamping technology is used in cases where the power of the equipment used is not enough to deform the metal in a cold state or when it is necessary to process a part made of metal with low ductility. As a rule, hot stamping technology is used to process sheet blanks whose thickness does not exceed 5 mm.
Depending on what needs to be done with sheet metal during the stamping process, separation and form-changing technological operations are distinguished. As a result of the first, a part of the metal is separated from the workpiece, which can occur along straight or curved lines, as well as along a certain contour. The separation of metal in such cases occurs due to the displacement of its parts relative to each other.
There are a number of separation stamping operations, which are performed using a press equipped with a special tool.
Cutting
During the cutting process, parts of a metal part are separated from each other along a straight or curly line. The press with which such an operation is performed is more correctly called scissors, which can be disk, vibrating or guillotine. Using cutting, products ready for further use are obtained or blanks are formed for their further processing by other methods.
Schemes for cutting sheet metal with scissors
Punching
This operation is used to form holes of various configurations in a sheet workpiece.
During the punching process, part of the material is removed as waste.
Punching
With the help of punching, a finished product with a closed contour is formed from a metal part.
An example of a part made from strip by cutting
Form-changing stamping operations, in full accordance with their name, are used to change the shape of a sheet metal workpiece, as well as its dimensions, without mechanical destruction.
Flanging
This is a technological operation of stamping sheet metal, as a result of which edges of the required size and shape are formed around the holes in the metal workpiece, as well as along its contour. Most often, the ends of pipes are flanged, on which flanges are subsequently planned to be fixed.
Scheme of flanging a part around a pre-punched hole
Drawing
This is truly volumetric stamping, the purpose of which is to obtain hollow spatial products from a flat metal sheet. Using this technological operation, it is possible to produce objects of box-shaped, hemispherical, cylindrical, conical and other shapes.
Instrumental drawing methods
Crimping
This operation is performed using a conical-type matrix. The purpose of crimping is to narrow the ends of hollow parts made of sheet metal.
When crimping, the end of the workpiece is pushed into the funnel-shaped hole of the matrix.
Bending
Using this technological operation, stamping gives sheet metal workpieces the required bend.
Bending allows you to obtain parts of various shapes, depending on which types of bending are distinguished.
Molding
This is a change in the shape and size of local sections of the workpiece, in which the external contour of the product remains unchanged.
Forming patterns
Not only sheets made of carbon and alloy steels, but also parts made of copper, aluminum and their alloys can be processed using cold stamping technology. Moreover, using a press and corresponding sheet metal stamping dies, it is possible to process materials such as leather, cardboard, rubber, and polymer alloys.
Parts for the production of which cold stamping was used are distinguished not only by the accuracy of their geometric parameters, but also by their high surface quality. The cleanliness of the latter in some cases may correspond to the 8th class. On average, the surface cleanliness of stamped products is in the range of 2–6 classes, which is quite satisfactory for consumers of such products.
Production workshop in which the sheet stamping process is carried out
It should be borne in mind that cold stamping of sheet metal is accompanied by an increase in its strength characteristics.
When choosing a press to perform such a technological operation, as well as when designing sheet metal stamping dies, you should take into account a number of parameters of the feedstock. This is the only way to ensure high quality of finished products. Such parameters, in particular, include:
- electrical and magnetic conductivity of the material to be processed;
- hardness and mechanical strength of metal;
- workpiece mass;
- impact strength possessed by the metal being processed;
- thermal conductivity of the metal, as well as its heat resistance;
- the degree of resistance of the metal to corrosion and its wear resistance, which will affect the durability that the stamped sheet will have.