In what areas of industry has the technology found application?
Hot die forging is a type of processing of metal workpieces using pressure, which involves the use of a special tool, a stamp, to form a forging from a heated workpiece.
The surfaces of the cavities and protrusions of individual parts of the die limit the flow of metal, so as a result of the operation, a single closed cavity is formed according to the configuration of the forging. Such a cavity is called a stream.
For this type of processing, special stamping blanks are required. They are made using rolled profiles of various shapes by cutting the rods into individual products using crank press shears, mechanical saws, gas cutting, etc.
Hot stamping.
The advantages of this technology when compared with forging are as follows:
- high performance indicators;
- higher precision in manufacturing parts: tolerances when stamping forgings are 3 times smaller than when forging.
The main disadvantages of the technology are the high cost of the tool and its narrow focus: a specific stamping machine is suitable for creating a forging of one shape and size.
In addition, to carry out volumetric hot stamping of forgings, several times more deformation forces will be required than for forging similar forgings.
On a note! Large forgings are called forgings weighing several hundred kilograms, but they are used in rare cases. It is even rarer to find products weighing 2-3 tons. The most common forms weigh between 20 and 30 kg.
The technology is actively used at manufacturing enterprises in the metalworking industry that deal with aluminum alloys and brass.
Using hot stamping with a press, blanks are produced for parts of cars, tractors and other types of agricultural machines, airplanes, railway cars, machine tools, etc.
Taking into account the trend towards increasing serial production in mechanical engineering, stamping will become even more popular and developed in the future.
https://youtu.be/0-1fp3iKrT4
Separation stamping
One of the most common technological operations is separation stamping, which separates part of the metal from the workpiece. This method is used in almost all manufacturing plants. The stamping press is equipped with special tools that cut, punch and punch the material. Thanks to this process, it is possible to separate metal parts either along a curve or along a straight cutting line. Cutting is performed by a variety of devices: guillotine shears, vibrating and disc machines, and the like. Cutting is used to cut workpieces for further processing.
Cutting is another technological operation. For example, a stainless steel sheet needs to be turned into parts with closed contours. Using punching, sheet metal is provided with holes of any configuration. It must be said that this technological process also requires careful preliminary preparation and a detailed plan, with calculation of the geometric parameters of the tool that is used. Otherwise, you may not get a quality product. There are a lot of technological operations related to stamping, because it is necessary to change the initial configuration of parts. These are bending, forming, flanging, drawing and crimping.
Types of volumetric stamping
There are different types of volumetric stamping: cold and hot. The first technology is less common than hot technology, since it does not require very powerful equipment.
In addition, it is worth noting the tendency of most steels and alloys to be processed in a hot state. Therefore, it is the hot type of stamping and forging that is preferable for many enterprises in the metallurgical industry that involve the manufacture of products from metal sheets.
But the cold technology of creating metal forgings also has its advantages:
- the metal does not heat up during operation;
- the metal surface does not oxidize upon contact with oxygen;
- it is possible to manufacture products with more precise parameters;
- low metal surface roughness;
- low metal consumption;
- low labor intensity of product production.
Let's celebrate! In cold die forging, products do not require finishing.
The hot stamping method for forgings is different:
- high performance indicators;
- excellent uniformity and strength of finished forgings;
- the ability to produce forgings of complex shapes;
- high automation of work processes.
Hot stamping process.
There are different methods of hot die forging, depending on the type of dies used:
- open;
- closed;
- extrusion;
- firmware;
- in split matrices.
It is this classification that is considered the main one, because the type of die used in the work is the determining factor for the nature of the metal flow during the formation of the forging.
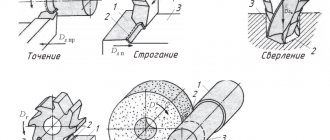
Thanks to the use of metal processing technology using this method, it is possible to produce forgings of various geometric parameters:
- Elongated parts: levers, connecting rods. To produce them you will need a stamping press. The original workpiece is drawn and processed flat. At the end of the work, the part is shaped using forging.
- Disk parts of square, round shape and short length: hubs, gears, flanges, covers. Manufactured using the technology of upsetting into the end of the workpiece. And their use is carried out using stamping transitions.
It is extremely difficult to produce forgings that are absolutely accurate in size by stamping; for this reason, there is such a thing as tolerances. They take into account under-stamping of the product in height, wear of the die groove, the risk of the dies shifting during use, etc.
If the tolerances determine the cleanliness of the surface and the accuracy of the forging, which satisfies the general requirements for the final results of the work, then no other allowances are required in the future.
If the previously assumed tolerances or the cleanliness of the metal surface turn out to be unsatisfactory, it is worth considering the possibility of obtaining more accurate parameters of forgings through calibration, coining, improving the quality of the process itself and heating.
If this solution does not resolve the issue, then allowances are assigned for subsequent processing by cutting.
Hot way
Stamped parts processed using hot technology must have excellent quality, since, for example, important things such as boiler bottoms and other hemispherical products, including critical elements in shipbuilding, are made from sheet metal of different thicknesses. To heat a metal part, equipment is used that provides the correct temperature conditions.
These devices and ovens can be plasma, electric or others; there are many types of them. Before submitting a hot part to a stamping press, it is necessary not only to calculate the heating rate, but also to develop a detailed drawing of the finished product, which must take into account the shrinkage of the metal after cooling.
Technological diagrams of stamping
The hot metal stamping machine operates using special working schemes. They are used to forge and stamp various metal products. Based on the characteristics of the applied working scheme, it is possible to determine the future parameters of the finished forging.
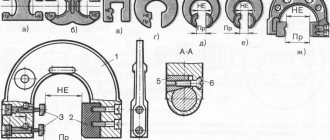
Such schemes can be classified according to the type of stamps involved in the work:
In closed stamps
Stamping the workpiece.
The die cavity is closed during deformation, so the gap between the moving and stationary zones is minimal. The design features of a closed stamp determine the type of stamping machine.
In most cases, the upper part of the die is characterized by a protrusion, and the lower part is a cavity. The opposite situation can also be encountered.
The use of such products in practice must be carried out with careful preparation and strict control over the identity of the volumes of the forging and the workpiece.
Failure to comply with these requirements may lead to partial filling of the corners of the cavity with metal if there is not enough metal.
Problems may also arise with the height of the forging when working with the hot method: if there is too much metal, the height of the forging will be greater than planned. In order for stamping to take place according to the optimal pattern, it is important to cut the workpieces with maximum precision.
In open dies with variable clearance
A certain volume of metal flows into it, which makes it possible to fill the working cavity of the forging completely. In addition, the flash will be filled with excess metal at the final stage of work, which will reduce the requirement for the accuracy of workpieces by weight.
Cold and hot stamping using such products is carried out in four stages: upsetting the workpiece, aligning the walls of the product with the workpiece, excess metal flowing into the groove during compression, and removing excess metal from the cavity.
The advantage of hot stamping dies is the ability to produce any type of forgings.
Closed dies also have certain advantages:
- More favorable forging structure. In this case, there is no cutting of the fibers into a flash at the point of metal leakage. They flow around the forging contour, which makes it possible to achieve unique surface precision of parts without any types of grinding;
- No flash with this scheme. This allows you to significantly reduce metal consumption.
- The ability to work with low-plasticity alloys characterized by a high level of deformation under high stress of uneven all-round compression.
Tools and equipment
Stamping production using cold and hot methods requires a number of tools and devices. The equipment used for stamping is conventionally divided into main and auxiliary.
The first group of tools includes dies, which in turn are divided into forging dies for making products and trimming dies for eliminating burrs after stamping.
All of them are intended to create exclusively a given part, but sometimes you can also find options with removable parts and blocks that allow reconfiguration.
Stamping tools for hot technology are made from high-quality alloy tool steel, because the products are subject to high mechanical pressure and thermal load during operation.
But this is a rather expensive material, so to save money, stamps are made with inserts made of cheaper metals.
Cold metal stamping involves the use of equipment that operates under high specific loads and ensures high accuracy of product shapes and sizes. It is characterized by high productivity and increased stroke, as it has high structural rigidity.
The process of obtaining volumetric stamps.
The second group of tools and devices for stamping includes:
- devices that allow the delivery and loading of metal into the furnace, its supply from the furnace to the hammer and the transfer of blanks from one hammer to the next;
- equipment for feeding blanks under the stamping press with their subsequent transfer from one die strand to another;
- tools for removing forgings from dies after production;
- measuring instruments and templates for periodic inspection of stamped forgings.
On a note! The design of the stamp must have such operational parameters that it allows changing the shape of the workpiece according to specific requirements, is firmly fixed on the equipment, and provides the opportunity to maintain the accuracy of its installation and comfortable transportation.
To process metal parts using hot stamping, you will need the following equipment:
- hammer dies;
- hot stamping crank presses;
- horizontal forging units.
The most common options today are double-action steam-air hammers and simple friction driven hammers. They work due to the shock-deforming effect on the metal workpiece.
High-quality redistribution of metal can be ensured by simultaneous regulation of the stroke of moving parts and impact force in combination with tilting the workpiece. Note that hammers are classified as fairly inexpensive stamping equipment.
Also, when hot stamping, crank presses with a rigid drive are often used, which does not allow changing the direction of the slide.
Forgings made using presses are distinguished by greater accuracy due to their rigid motion. This reduces the risk of machining allowances to a minimum.
The disadvantage of such equipment is the need to pre-clean the workpiece from scale, otherwise it will be pressed into the body of the forging.
When the heated metal comes into contact with the walls of the press, the workpiece cools down due to the large amount of time spent on the deformation process.
For complex products
To obtain high-quality products of complex configurations, a pneumatic press with two or three sliders is very widely used. A double-action press operates with two sliders simultaneously: the outer one fixes the workpiece, and the inner one stretches the surface of the metal sheet. Thin sheets of metal are stamped with special friction presses, and thick ones with hydraulic presses, which have more reliable washers.
A separate category of stamping equipment is explosion-controlled stamping. Such devices direct the power of the explosion to individual sections of a metal workpiece (usually of considerable thickness). This is innovative equipment, the operation of which even on video looks very impressive. Bends and the overall configuration of a complex product are processed using built-in vibrating shears.