Rolled metal is produced on rolling mills from various types of steel. The range of products is obtained by hot, warm or cold rolling. For mass production, carbon, alloy and high-alloy steels are used. They are less expensive than heat resistant and stainless steel and are therefore more affordable for most projects. Rolled metal products have different shapes and cross-sectional sizes. Types of long products differ in material, size, precision and other parameters.
Types of rolled metal
Different types of rolled metal can be distinguished based on the following characteristics:
- production features: hot rolled (produced at temperatures above the recrystallization temperature), cold rolled (produced at temperatures below the recrystallization threshold);
- alloy used: black (from cast iron and carbon steels), non-ferrous (from aluminum, copper, titanium, nickel, cadmium, tin, other metals), stainless;
- surface treatment method: can be matte, mirror, polished, calibrated.
There are also several types of rolled metal based on the type of finished product:
- sheet - sheet steel, tape;
- high-quality - made on special machines, with a cross-section of different shapes (circle, hexagon, strip, square);
- shaped - with a complex cross-sectional shape (rails, channels, angles);
- rolled pipes - welded, cold-drawn, hot-rolled pipes, which can have a round, oval or rectangular cross-section.
General Features
Graded metal has at least one common feature - surface quality. It has a classification and is reflected in the corresponding marking:
- used without additional processing - marking “1PG”,
- processed hot under pressure - “2PG”,
- processed mechanically (by cutting) without heating - “3PG”.
Also, each type of rental product belonging to this group has certain features, so it’s worth looking at them separately in a little more detail.
Long products: concept and classification
Rolled metal products are metal products united by a common feature: any tangent drawn to the cross section does not intersect it. Profiles are produced on sectional longitudinal roller machines in accordance with GOST 535-2005. Simple geometric profile shapes of this type of product are circle, rectangle, square, hexagon.
Products are most often used as semi-finished products. Rolled metal becomes a blank for the manufacture of products that are more complex in shape and design.
A steel circle is a rod with a round cross-section, which is produced in accordance with the GOST 2590-2006 standard. The main parameter in the production of round rolled metal is the nominal diameter: the standard allows it to vary from 5 to 270 mm. Another important aspect is rolling accuracy, depending on which there are:
- A - high accuracy;
- B - increased accuracy;
- B - normal accuracy.
For metal products with a round cross-section, various grades of steel are used: low-alloy, high-alloy, alloy, carbon. This naturally affects the strength characteristics.
Steel wheels are produced, stored and transported in rods or, for diameters less than 9 mm, in coils. The scope of its use is quite wide and includes mechanical engineering, shipbuilding, construction, the creation of fences and various forged metal structures (fences, window bars).
A steel strip is a rolled metal product with a rectangular cross-section, manufactured in accordance with GOST 103-2006. In production, the main parameters are width (from 11 to 200 mm) and thickness (from 4 to 60 mm). Supplied in rods with lengths from 2 to 12 m.
Of all types of sectional metal products, strip is the most widely used, since it acts as a blank for many other products, including shaped ones. Main areas of application: production of automobile springs, cutting tools, production of steel pipes. The strip can also be used as a structural element of structures, a decorative element of fences and gratings.
Square rolled steel meets the standards of GOST 2591-2006, and the main parameter for its production is the nominal side of the square (from 6 to 200 mm). The form of production is rods, and the raw material base is similar to that used for the manufacture of steel circles. The geometrically correct shape of this type of rolled steel allows it to be used in civil and industrial construction. Examples of products: metal gates, fences, forged grilles, benches.
A hexagon made of steel must comply with GOST 2879-2006, and can be produced with normal or increased accuracy. The main parameter for products with a hexagonal cross-section is the nominal diameter of the inscribed circle (from 8 to 103 mm). Hexagons are produced and supplied in rods from 2 to 6 m long. Such rolled metal is in demand in the automotive industry, as well as the chemical and food industries. It is actively used for the production of bolts, nuts and other types of high-precision fasteners.
In addition to products of simple shape, fittings are distinguished as a separate subtype. It consists of many interconnected elements and is widely used during construction work as an element of reinforced concrete structures. The surface quality allows the reinforcement to be divided into several types:
- 1GP - does not require further processing;
- 2GP - requires hot pressure treatment;
- 3GP - requires cold processing, which involves mechanical cutting.
Production
Sectioned metal, regardless of its type, is produced by rolling on a special rolling mill. A billet (a slab of the required steel grade) is fed onto it, after which it is heated to increase ductility and passes through the rolling stands. The latter are a series of rolls arranged in pairs with the required surface geometry. Passing through them, the workpiece is stretched and gradually acquires the required shape and size.
Finished products are cut into rods or wound into skeins and cooled, after which they are sent for storage or go on sale.
Shaped metal products
Shaped metal products have a complex shape and come in the following varieties:
- Channel is a U-shaped profile in cross section, made by hot rolling. Due to its ability to withstand high longitudinal and transverse loads, the channel is widely used in mechanical engineering, as well as in the reinforcement of reinforced concrete, the construction of metal structures, and anchor posts.
- I-beam (beam) is a shaped rolled product with an H-shaped cross section, made of carbon or low-alloy steel. The shape contributes to high rigidity and load-bearing capacity while reducing weight, which allows the use of I-beams when installing floors and as supporting elements.
- An angle is a metal plate bent lengthwise, used in the automotive industry, carriage building, mechanical engineering, as well as in construction for installing reinforced concrete lintels and connecting metal and wooden products.
Separately, we can highlight rails - a special type of rolled metal that is used in the construction and repair of railways.
Why are metal products called rolled metal?
The term rolled metal in the classification of metal products of metallurgical plants comes from the name of the machines on which they are manufactured. These are huge rolling mills that form metal products of a wide variety of profiles. It is the profile of the product that is the criterion for classifying rolled metal.
For the manufacture of metal products, carbon hot-rolled and low-alloy steel is used. These types of steels are characterized by a small amount of by-products and the addition of special elements that improve the properties of the steel (alloying).
The steel grades used for the production of rolled metal allow us to create products that are durable in all respects.
It is worth noting that carbon and low-alloy steels are often called structural or tool steels. These names make it clear what purposes they are intended for.
Features and application of other types of rolled metal
The two remaining types of metal products, sheet and pipe, are also widely used for a variety of purposes:
- hot-rolled sheet is a metal product that is used in the manufacture of pipes and bent profiles, decking, fencing, as well as in boiler building;
- Cold-rolled sheets have a better surface quality than hot-rolled sheets and are used in the automotive and mechanical engineering industries;
- round seamless pipes perform the function of transmitting a liquid or gaseous medium at high temperatures and pressure, and are also used for the manufacture of metal structures;
- round electric-welded straight-seam pipes are needed for organizing engineering systems (heating, water supply, gas supply);
- profile welded type of pipe cannot be used for pipelines due to its rectangular cross-section; it is used in frame construction (sheds, gazebos, greenhouses), and stairs and fences are made from it.
A huge variety of metals and product forms allows it to be used in almost every industry.
Areas of application for shaped steel
Shaped rolled products for mass use are in demand at construction sites, manufacturing and industrial enterprises. Parts are made from it in mechanical engineering, automotive and shipbuilding, frames and load-bearing structures are erected, and it is also used in the construction of bridges and roads.
Special-purpose shaped rolled products are used primarily for the construction of railway and tram tracks, mine workings and in other specific industries.
TECHNICAL REQUIREMENTS
2.1. Rolled products are manufactured in accordance with the requirements of this standard according to technological regulations approved in the prescribed manner.
2.2. Rolled products are produced in a hot-rolled state. To ensure the required properties, heat treatment can be used.
2.3. At the request of the consumer, the weldability of steel is ensured by complying with the requirements for the chemical composition of steel and the mechanical properties of rolled products.
2.4. Standardized rental indicators by category are given in Table 1.
Table 1
| Impact strength | steel grade | ||||||||
| Kate- goria | Chemical composition | Temporary resistance | Yield strength | Relative extension | Cold bending | at temperature, °C | After mechanical aging | ||
| +20 | |||||||||
| 1 | — | + | + | + | + | — | — | — | St0; St3kp; St3ps; St3sp; St4kp; St4ps; St4sp; St5ps; St5sp; St6ps; St6sp |
| 2 | + | + | + | + | + | — | — | — | St3kp; St3ps; St3sp; St4kp; St4ps; St4sp; St5ps; St5sp |
| 3 | + | + | + | + | + | + | — | — | St3ps; St3sp; St4ps; St4sp |
| 4 | + | + | + | + | + | — | + | — | St3ps; St3sp |
| 5 | + | + | + | + | + | — | + | + | St3ps; St3sp |
Notes:
1. The “+” sign means that the indicator is normalized.
2. For steel grade St0, the yield strength and bending strength, for steel grades St6ps and St6sp, bending is not standardized.
3. Shaped and strip products of category 2 from steel grades St3ps, St3sp, St4ps, St4sp are produced with a thickness of less than 3 mm and more than 40 mm. Long products of category 2 from the same steel grades are produced with a diameter of less than 12 mm, a square side of less than 11 mm and a diameter (square side) of more than 40 mm.
(Changed edition, Amendment No. 1, 2).
2.5. The mechanical properties of rolled products under tension, as well as bending test conditions, must comply with the standards given in Table 2.
table 2
| steel grade | Tensile strength, N/mm (kgf/mm), for thicknesses, mm | Yield strength, N/mm (kgf/mm), for thicknesses, mm | Elongation, %, for thicknesses, mm | Bending until the sides are parallel (- sample thickness, - reference diameter) for thicknesses, mm | ||||||||
| to 10 | St. 10 | to 10 | St. 10 to 20 | St. 20 to 40 | St. 40 to 100 | St. 100 | up to 20 | St. 20 to 40 | St. 40 | |||
| no less | up to 20 | St. 20 | ||||||||||
| St0 | At least 300 (31) | — | — | — | — | — | 18 | 18 | 15 | — | — | |
| St3kp | 360-460 (37-47) | 235 (24) | 235 (24) | 225 (23) | 215 (22) | 185 (20) | 27 | 26 | 24 | |||
| St3ps | 370-480 (38-49) | 245 (25) | 245 (25) | 235 (24) | 225 (23) | 205 (21) | 26 | 25 | 23 | |||
| St3sp | 380-490 (39-50) | 370-480 (38-49) | 255 (26) | 245 (25) | 235 (24) | 225 (23) | 205 (21) | 26 | 25 | 23 | ||
| St4kp | 400-510 (41-52) | 255 (26) | 255 (26) | 245 (25) | 235 (24) | 225 (23) | 25 | 24 | 22 | |||
| St4ps, St4sp | 410-530 (42-54) | 265 (27) | 265 (27) | 255 (26) | 245 (25) | 235 (24) | 24 | 23 | 21 | |||
| St5ps | 490-630 (50-64) | 285 (29) | 285 (29) | 275 (28) | 265 (27) | 255 (26) | 20 | 19 | 17 | |||
| St5sp | 490-630 (50-64) | 295 (30) | 285 (29) | 275 (28) | 265 (27) | 255 (26) | 20 | 19 | 17 | |||
| St6ps, St6sp | At least 590 (60) | 315 (32) | 315 (32) | 305 (31) | 295 (30) | 295 (30) | 15 | 14 | 12 | — | — | |
Notes:
1. By agreement between the manufacturer and the consumer, for shaped rolled products with a thickness of over 20 mm, the value of the yield strength is allowed to be 10 N/mm (1 kgf/mm) lower than the specified value.
2. By agreement between the manufacturer and the consumer, it is allowed to reduce the relative elongation for shaped rolled products of all thicknesses by 1% (abs).
3. By agreement between the manufacturer and the consumer, it is allowed to exceed the upper limit of tensile strength by 50 N/mm (5 kgf/mm) compared to the specified limit, provided that other standards are met.
(Changed edition, Amendment No. 1). 2.6. The impact strength of long and shaped rolled products of categories 3, 4, 5 from steel grades St3ps, St3sp, as well as category 3 from steel grades St4ps, St4sp must correspond to that given in Table 3.
Table 3
| steel grade | Rolled thickness | Impact strength KCU, J/cm (kgf m/cm), not less | ||
| at temperature, °C | after mechanical aging | |||
| +20 | -20 | |||
| St3ps, St3sp | 3,0-4,9 | 108(11) | 49(5) | 49(5) |
| 5,0-9,9 | 108(11) | 49(5) | 49(5) | |
| 10-25 | 98(10) | 29(3) | 29(3) | |
| 26-40 | 88(9) | — | — | |
| St4ps, St4sp | 3,0-4,9 | 98(10) | — | — |
| 5,0-9,9 | 98(10) | — | — | |
| 10-25 | 88(9) | — | — | |
| 26-40 | 69(7) | — | — | |
Notes:
1. The sign “-” means that the test is not carried out.
2. Determination of the impact strength of rolled products of round section is carried out starting from a diameter of 12 mm, square, starting from the square side of 11 mm, shaped - from thicknesses from which samples of types 1 and 3 can be cut according to GOST 9454.
3. When testing rolled products for impact strength, it is allowed to reduce the value of impact strength on one sample by 30%, while the average value must not be lower than the standards specified in the table.
(Changed edition, Amendment No. 2).
2.7. Delamination of rolled products is not allowed.
2.8. For group I, individual rolled bubbles, ripples, imprints, and marks are allowed on the surface of the rolled product without cleaning, without removing the dimensions of the profile beyond the minus deviation. Other types of defects must be removed by gentle stripping or cutting, which does not take the profile size beyond the limits of minus deviation.
2.9. For group II, defects are allowed without cleaning, the depth of which does not exceed:
minus maximum deviation - for rods less than 100 mm in size;
sums of maximum deviations - for bars measuring 100 mm or more.
The depth of defects is calculated from the nominal size.
2.10. For group III, individual rolled bubbles, dirt, ripples, imprints, and marks are allowed on the surface of the rolled product without cleaning, without removing the profile dimensions beyond the minus deviation.
Other types of defects must be removed by gentle stripping or cutting, the depth of which should not exceed:
sums of maximum deviations of diameter or thickness for rods measuring 40 mm or less;
5% of diameter or thickness - for rods with sizes over 40 to 140 mm;
8% of diameter or thickness - for bars larger than 140 mm.
The depth of stripping or cutting is calculated from the minimum size of the rolled product.
In a cross-section of rolled products (diameter or thickness) of more than 140 mm, no more than two strippings of maximum depth are allowed, which should not be located on the same axis.
2.11. The depth of occurrence, cleaning or cutting out defects on the surface of rolled products that do not have standardized maximum deviations should not exceed 10% of the thickness of the controlled profile element.
2.7.-2.11. (Changed edition, Amendment No. 1).
2.12. Defects are removed by flat sanding or cutting with a width of at least five times the depth.
2.13. The rental must be trimmed. When cutting rolled products in a cold state, waviness and chips are allowed on the cut surface (end), which do not take the length of the profile beyond the nominal size and maximum deviations along the length.
The miter cut of shaped rolled products should not take the length of the rolled product beyond its nominal size and maximum deviations along the length. The height of the burr when cutting with scissors should not exceed 0.5 mm for the thickness of the shaped steel in the direction of movement of the knives up to 5.0 mm inclusive, 1.0 mm for thicknesses over 5.0 to 10 mm inclusive and 0.1 thickness for the thickness of the shaped rolled products more than 10 mm.
The cutting angle of long products with a diameter (thickness) up to 80 mm is not controlled; for long products with a diameter (thickness) over 80 mm, the cutting angle should not exceed 0.1 diameter (thickness), and at the request of the consumer - 5.0 mm.
The height of the burrs when cutting bars with scissors should not exceed 0.1 diameter (thickness).
The height of burrs when cutting shaped and rolled products with saws should not exceed 3 mm.
At the request of the consumer, burrs must be removed.
When cutting long and shaped steel with scissors, tightening of the ends and knife marks up to a depth of 0.25 of the diameter (thickness) of the rolled product are allowed.
Rolled products with a diameter (square side, width) up to 40 mm of unmeasured length may be manufactured with uncut ends. By agreement with the consumer, rolled products with a diameter (square side, width) over 40 mm are manufactured with uncut ends.
(Changed edition, Amendment No. 1, 2).
2.14. Marking and packaging - in accordance with GOST 7566 with additions.
At the consumer's request, rods with a diameter (square side) over 30 mm, packaged in bundles, are marked. The stamp is applied to the end of the rod; it contains the steel grade or its symbol indicating the decoding in the quality document, the heat number or its symbol indicating the decoding in the quality document.
2.15. The rolled products are marked with indelible paint in the colors specified in GOST 380.
Rolled products in bundles are marked with color markings in stripes no less than 20 mm wide. The paint is applied to the side surface along the circumference (at least 1/2 the circumference) at a distance of no more than 500 mm from the end.
For long products with a diameter (square side, thickness) over 80 mm, it is allowed to apply color markings to the ends of three to five rods in a bundle.
By agreement between the manufacturer and the consumer, it is possible not to mark with paint.
2.14; 2.15. (Changed edition, Amendment No. 1).
ACCEPTANCE
3.1. Rentals are accepted in batches. The batch should consist of rolled products of the same size and one melt - a ladle.
For rolled steel grade St0, the number of heats in a batch is not limited.
3.1.1. In a batch consisting of rolled products of categories 1 and 2, the presence of several heats is allowed, and the batch must consist of rolled products of the same size and one grade of steel. The weight of the batch is no more than the wagon norm.
3.1.2. The batch must be accompanied by a quality document in accordance with GOST 7566 with the additions:
rental categories;
surface quality groups;
if there are several heats in a batch - the number of heats in the batch;
instructions on ensuring weldability - “st”.
By agreement between the manufacturer and the consumer, it is allowed in the quality document not to indicate the results of all tests performed, but to indicate: “The product complies with GOST 535-88.”
3.2. To check the quality of rolled products by chemical composition and mechanical properties, the following are selected from the batch:
for chemical analysis - one sample from the melt - ladle;
for tensile and bending tests - one rod, coil, strip or rod;
for impact strength testing - two rods, coils, strips or rods.
3.2.1. When rolling melts to various thicknesses (diameters, square sides), rods, coils, strips or rods for mechanical testing are selected from the minimum and maximum thickness of the rolled material.
3.1.1, 3.1.2, 3.2, 3.2.1. (Changed edition, Amendment No. 1).
3.2.2. To control the mass of I-beams with parallel flange edges, one rod is selected from the rolled stock of each standard size of one heat.
(Introduced additionally, Amendment No. 1).
3.3. If unsatisfactory test results are obtained for at least one indicator, a repeat test is carried out in accordance with GOST 7566.
3.4. To control the surface quality and dimensions of rolled products, 10% of rods, coils or strips are selected from a batch, but not less than 5 pieces.
3.5. Chemical analysis of finished rolled products and bending testing may not be carried out; the established standards are ensured by the manufacturing technology.
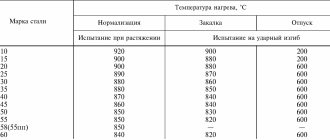
Rolled creation temperature
In the production of rolled products, 3 types of billets can be used:
- Hot
- Warm
- Cold
The thickness and accuracy of the rolled product depend on the rolling temperature . Hot-rolled products require thick-walled products, thicker than 4 (mm) . Hot metal has high plasticity, which makes it possible to form products without destroying the metal structure. But as for the accuracy of hot-rolled steel, such products often have deflections and other static deformations, the presence of which is due to the peculiarities of production.
The most accurate are products obtained by cold rolling . But only metal up to 4 (m) thick . But warm rolling gives an average result.
CONTROL METHODS
4.1. Sampling methods for determining the chemical composition of steel are in accordance with GOST 7565.
4.2. Chemical analysis - according to GOST 22536.0 - GOST 22536.11; GOST 27809; GOST 17745; GOST 18895 or other methods approved in accordance with the established procedure and ensuring the necessary accuracy of analysis.
In case of disagreement between the manufacturer and the consumer, the assessment is carried out using standard methods.
4.3. Sampling methods for mechanical and technological tests are in accordance with GOST 7564 (option 1).
4.4. The tensile test is carried out according to GOST 1497 on samples of five times the length, one sample from a rod, coil, strip or rod.
4.5. The bending test is carried out according to GOST 14019 using one sample from a rod, coil, strip or rod.
4.4; 4.5. (Changed edition, Amendment No. 1).
4.6. The impact bending test is carried out according to GOST 9454 on two samples from a rod, coil, strip or rod for each temperature.
For rolled products with a thickness of 10 mm or more, type 1 samples are used; from 5.0 to 9.9 mm - type 3 samples; from 3.0 to 4.9 mm - samples with a width equal to the thickness of the rolled product, the height of the sample and the depth of the concentrator must correspond to those established for sample type 3.
For rolled products with a nominal thickness of 5 and 10 mm or manufactured with a deviation of minus tolerance, impact strength is determined on samples with a thickness equal to the thickness of the rolled product.
(Changed edition, Amendment No. 2).
4.7. Determination of the susceptibility to mechanical aging is carried out according to GOST 7268 on two samples from a rod, coil, strip or rod. The thickness of the samples must correspond to the thickness adopted in clause 4.6.
(Changed edition, Amendment No. 1, 2).
4.8. Control of mechanical properties is carried out for the minimum and maximum thicknesses (diameter, square side) of rolled products of one heat: for thicknesses up to 10 mm, St. 10 to 20 mm, St. 20 to 40 mm, St. 40 to 100 mm.
When monitoring mechanical properties, it is allowed to use statistical and non-destructive testing methods in accordance with the regulatory and technical documentation for methods of testing metal products.
When the manufacturer uses statistical and non-destructive testing methods in accordance with the regulatory and technical documentation, the control of mechanical properties provided for by this standard may not be carried out. The manufacturer ensures that the manufactured products comply with the requirements of this standard. In arbitration cases and during periodic quality checks, the control methods provided for in this standard are used.
4.9. The quality of the surface is checked by inspection without the use of magnifying devices.
Delamination of rolled products is controlled by inspection of the ends and edges of rolled products.
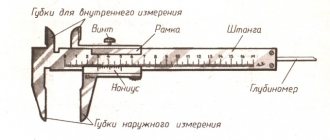
4.10. The geometric dimensions and shape of the profile are checked using measuring instruments in accordance with GOST 162, GOST 166, GOST 427, TU 2-034-225, GOST 3749, GOST 5378, GOST 6507, GOST 7502 or tools certified in accordance with GOST 8.326 * and GOST 2216. ________________ * PR 50.2.009-94 is in force on the territory of the Russian Federation.
4.8-4.10. (Changed edition, Amendment No. 1).
4.11. The weight of I-beams with parallel flange edges is controlled by weighing one sample with a length of at least 1 m with a weight of 1 m of profiles of no more than 20 kg, on a sample with a length of at least 0.3 m - with a weight of 1 m of more than 20 kg.
(Changed edition, Amendment No. 1, 3).
4.12. (Deleted, Amendment No. 1).