Stamps Buy from 72,000 rub.
Dies are a type of technological equipment designed to carry out the sheet stamping process. According to their purpose, they are divided into bending, embossing, cutting, combined, drawing, notching, relief, special and sequential action.
Products produced using stamps are characterized by maximum surface uniformity, low internal stresses and high shape accuracy. Due to this, as well as the low cost of production compared to other types of metal processing, cold stamping (carried out without preheating the workpiece) is used in a number of industries, from electronics manufacturing to aircraft construction.
The working parts of presses - stamps - are manufactured for specific tasks and consist of two elements: a punch (the upper part, fixed to the working part of the press or pneumatic hammer) and a matrix (the lower part, which plays the role of a stop). The sheet blank sandwiched between them and exposed to pressing equipment is deformed: it is cut, scored, stitched, etc. As a result, it takes the shape of the working surfaces. Many special dies or sequential dies include not just 2 simple parts, but a large number of elements. The principle of their operation remains unchanged.
Design stages
When developing a prototype of a future stamp, a number of tasks must be solved to not only eliminate errors in the design (and, as a consequence, in the design of all parts produced with the product), but also make its use safe. These questions include:
- study of the operating characteristics of the press or hammer used;
- selection of future stamping scheme;
- analysis of the given design of the punch and matrix, calculation of possible errors;
- study of the mechanical characteristics of materials that will be used for stamping, selection of steel, calculation of its hardness;
- drawing up a technological diagram of the stamp;
- calculation of the maximum permissible stamping force;
- determining the point of greatest impact (center of pressure) of the punch;
- calculation of the strength characteristics of die elements;
- designing the design of the die, drawing up the principles of its assembly and operation after installation on the pressing equipment.
Such an integrated approach makes it possible to eliminate the appearance of cracks, dents and chips on the matrix and punch when working with predetermined forces and even exceeding them, and also to obtain with their help products that do not differ from each other in shape, thickness and other parameters.
Information about stamped materials and recommendations for their rational cutting, methods for calculating technological parameters of most sheet stamping operations, and comprehensive reference data for designing dies are provided. Features of the design of dies for finishing and high-speed stamping, carbide dies, issues of stamping of non-metallic materials, accelerated and automated design of dies are considered. For design engineers of sheet metal stamping dies and sheet metal stamping production technologists, it may be useful for engineering and technical workers involved in the manufacture and operation of dies.
Size: 15.4 MB Format: djvu Download the book from depositfiles.com Download the book from yadi.sk The link does not work? Write about it in the comments.
Table of contents:
Chapter 1. General provisions for the design of dies. Cut out the material. General requirements for the design and manufacture of dies. Selection of materials for the manufacture of die parts. General calculations performed when designing dies.
Chapter 2. Stamps for separation operations. Characteristics of separation operations. Requirements for manufacturability of stamped parts. Calculation of the parameters required to perform separation operations and selection of the press. Calculation of the executive dimensions of the working parts of the stamp. Design and strength calculations of die working parts. Placement of the main elements of the stamp in its working area. Design of guides and fixing elements of dies. Some features of stamp design.
Chapter 3. Bending dies. Characteristics of the bending operation. Requirements for the manufacturability of parts manufactured by bending. Calculation of workpiece dimensions for bending. Calculation of dimensions and design of working parts of the stamp. Taking into account springing during bending. Calculation of the forces required for bending and selection of the press. Typical design diagrams of dies and their elements. Chapter 4. Drawing dies. Characteristics of the drawing operation. Requirements for manufacturability of parts produced by hood. Calculation of technological parameters of the hood. Basic information about drawing conical parts. Hood in a tape. Calculation and design of the main parts of the die. Typical design diagrams of dies. Features of the design of dies for drawing parts from metal materials with special properties and non-metals.
Chapter 5. Dies for flanging, piercing, relief molding, spreading, crimping, curling, seaming, straightening, sizing and embossing. Beading and piercing. Relief molding. Sunset. Distribution and crimping. Editing and calibration. Coinage.
Chapter 6. Features of the design of dies with working elements made of hard alloys. Requirements for dies with elements made of hard alloys and design features of working parts. Selection and calculation of main and auxiliary parts of dies. Particularly high-resistant carbide dies. Features of the manufacturing technology of carbide dies and its influence on their design. Chapter 7. Ensuring increased stamping productivity, high operational reliability and efficient die production. Features of the design of dies for high-speed stamping. Features of the design of dies with working elements manufactured by electrotechnology in automatic and semi-automatic mode. Designs of devices that increase the performance and durability of dies.
Chapter 8. Accelerated and automated die design. Basic systems for accelerated die design. Abbreviated design using regulatory documents (SPND). Accelerated design with design design on one sheet. Accelerated die design using blank drawings. Accelerated design system "SUPRSTAMP-2". Automated die design.
Chapter 9. General purpose units and parts. Blocks and guide units. Other components and parts for general purpose.
Application. Bibliography. List of used state standards. Subject index.
Tags: Bending, Calibration, Die design, Material for the die, Metal for the die, Turning, Die calculation, Forming, Embossing, Stamp, Drawing die, Bending die
Die production
The production of the stamp itself also includes several large stages, ensuring the most accurate compliance with all requirements for the finished product. They look like this:
- carrying out calculations and drawing up a sketch;
- entering all parameters into a computer modeling program, creating a diagram of the future stamp;
- determining points of maximum loads, checking the rationality of the finished product. If necessary, adjust the shape of the stamp (without making changes to the shape of the working parts);
- marking locations for future technological holes, calculating their most optimal sizes;
- coordination of the finished project with the customer. If approved, production.
The last procedure is carried out on computer numerical control (CNC) machines, which eliminates the human factor, reduces production time and at the same time maximizes the accuracy of the future product. Types of operations such as turning, milling, drilling and reaming are used.
The finished dies undergo heat treatment, including hardening and tempering, and as a result acquire a hardness corresponding to the design value. The materials used for the manufacture of working elements are most often carbon and alloy steels (for example, 30KhGSA), although in some cases special alloys (including non-ferrous metals) can be used.
The essence of technology
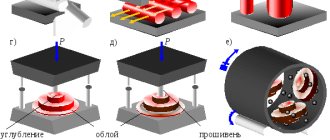
Hot metal stamping involves heating a product and using the pressure of a given stamp to form a part. In this case, the temperature regime is changed to the state that would be formed during forging.
To prevent metal leakage, special cavities in the form of protrusions are provided in the stamp design. This is how a surface in the form of a stream is formed, corresponding to a closed type, and the configuration of the completed product corresponds to its shape.
Hot stamping is made from multi-profile bars of cross-section: rectangular, square or round. In exceptional cases, the technological process of stamping products is performed from rods. First, a forging is produced with specified dimensions, and then it is divided into parts. Blanks for stamps are usually made of metal rod.
The efficiency of the technological process lies in the fact that it can be used in the production of serial workpieces.
When using this technology, enterprises have many advantages:
- The percentage of metal waste generation is reduced.
- Labor productivity is growing.
- Ability to perform complex structural elements.
- Ensuring accuracy of geometric dimensions.
- The workpieces have a high surface quality.
The technology for manufacturing a part by volumetric stamping is as follows:
- cutting the workpiece to size;
- heating in an oven;
- 1 transition;
- 2 transition;
- 3 transition;
- flash removal and metal processing.
According to stamping technology, a huge list of actions is performed from loading the blank into the processed area, ending with removal from the furnace. The algorithm involves performing the following work:
- Dies are used with closed or open streams.
- Execute design documentation for the development of forgings.
- Think about how many transitions it takes to complete the workpiece.
- Choose the appropriate equipment, think about which stamps to use.
- Heat the forging, choosing the method of heating the die and operating modes of the equipment.
- Based on the quality requirements for processing the part, evaluate which final operations to carry out.
- Calculate the technical and economic indicators of a given technical process.
In relation to forging, the hot stamping method has its advantages and disadvantages:
| No. | Advantages | Flaws |
| 1. | High productivity of the labor process | Limits on the mass of received parts and blanks, no more than 3.5 tons |
| 2. | The quality of the processed surface, tolerances and allowances are almost 4 times less; When performing calibration, the resulting tolerances are 0.05 mm, so only the interfaces with adjacent products are subjected to machining, while the remaining surfaces have sufficient roughness and accuracy | The deformation is higher, based on this, powerful equipment is used, this happens because the workpiece is completely subject to deformation, while the flow of metal is subject to the resistance created by the walls of the die |
| 3. | Possibility of obtaining structural elements of complex configuration | The price of the equipment is quite high, since it is complex and made of high-quality material, and is used only for the manufacture of one type of product |
| 4. | Simplicity of the operations performed, for this it is not necessary to have extensive work experience, the training program for a stamper is simple |
Several well-known technologies are used for hot metal stamping, depending on the following parameters:
- selection of equipment;
- geometric dimensions;
- workpiece material.
Technology selection
Using the chosen technology, you can produce several types of parts:
► Extended – these include levers, shafts, knobs and others. Processing is done flat using a stamping press. The last stage of this work is shaping, performed in the preparation rollers for forging.
► Disk – these include rings, disks, gears, covers and other products. When performing this operation, the method of upsetting is used, which is carried out at the end of the workpiece. For this process, stamping transitions are used.
Table of typical products for different shapes of forgings with a detailed description:
| No. | Brief description of characteristics | Standard products |
| Extended configuration products | ||
| 1. | Straight axis | Beams, shafts, bushings, connecting rods |
| 2. | Axially curved | Steering levers |
| Symmetrical | ||
| 1. | Round products | Flanges, gears and hubs |
| 2. | Square and polygonal | Nuts, flange connections and hubs |
| 3. | Products with extensions | Fork and cross type |
| Other products | ||
| 1. | Combined form | Crankshafts, rotary cams |
| 2. | With a larger number of untreated surfaces | Shift linkages, towing hooks and parallel axle beams |
| 3. | With internal holes and recesses | Cavity Shafts, Gear Blocks and Flange Connections |
► Stamping lines, which in turn are divided into:
- Lengthy (the length of individual elements on the workpiece increases; it is on this part that blows are applied with tilting of the part).
- Procurement (shaping a part or uniformly redistributing the metal mass with minimal losses).
- Pinch (at the same time the height decreases and the width of the workpiece increases).
- Rollable (the diameter of individual sections increases as the metal is distributed along the axis of the workpiece).
- Bending (a forging of a workpiece is formed with an axial bend at 90 0).
► Varieties of stamping strands:
- Roughing - the configuration of the processed material is more close to the shape of the forging. Features include increased depth, radii and slopes in relation to the parameters of the finished product.
- Finishing - when acquiring the required shape, the dimensions increase by the amount by which the shrinkage of the metal workpiece increases. The rolled metal is placed in the central axis of the die, since maximum forces are exerted on it.
Equipment used
Even if the material being processed has a soft structure, the use of equipment to give it a given shape is mandatory. This equipment includes:
- Hydraulic presses.
- Guillotines.
- Crank mechanisms.
You also need to correctly calculate the consumption of materials and make drawings, taking into account the requirements of state standards.
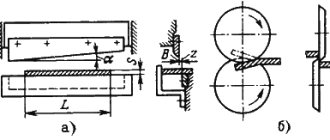
If we consider a stamping machine, then it includes the following structural elements:
- an actuator corresponding to the type of machine;
- motor for driving equipment;
- transmission that provides movement from one mechanism to another.
Video: hot metal stamping - automated lines.