ASSORTMENT
2.1. Galvanized steel is manufactured with a width from 710 to 1800 mm inclusive, and a thickness from 0.5 to 2.5 mm inclusive.
2.2. Dimensions, maximum deviations and other requirements for the assortment must comply with the requirements of GOST 19904-90.
Galvanized steel of the highest quality category is produced:
with crescent shape of rolled steel no more than 6 mm per 3 m length;
with flatness PV and PU and permissible thickness deviations according to the standards of increased rolling accuracy;
with telescopic rolls with a steel width of up to 1000 mm no more than 30 mm.
Examples of symbols
Galvanized steel 0.8 thick, 1000 wide, 2000 mm long, normal rolling accuracy B, normal flatness PN, with unedged edge NO group OH, with crystallization pattern KR, first class zinc coating according to GOST 14918-80:
Galvanized rolled steel 1.2 thick, 1000 mm wide, increased rolling accuracy A, with cut edge O, grade 08kp, very deep drawing VG, without MT crystallization pattern, with reduced thickness variation UR, second class coating according to GOST 14918-80:
Galvanized rolled steel with a differentiated coating 0.5 thick, 710 mm wide, increased rolling accuracy A, with a cut edge O, grade BSt3kp, for PC painting, without a crystallization pattern MT with a reduced thickness difference UR, with a coating on one side of the first, and on the other other second class according to GOST 14918-80:
Note
. The steel category XSh is not indicated in the order, and the drawing ability index (N, G or VG) is indicated in the symbols.
Chapter. 2. (Changed edition, Amendment No. 2).
How much does 1 m2 of 0.7 mm galvanized steel weigh?
At the moment, there are two ways to determine weight.
- Using a table;
- Using formula.
Everything is clear with the table. Next, for your convenience, tabular information will be displayed, which will indicate the exact weight in kilograms. All you need is to keep it in a convenient place and use it when necessary.
Table for calculating the weight of galvanized steel sheets in 1 kg. and 1t:
| Thickness of galvanized steel, mm | Quantity of m 2 in 1 ton of galvanized steel | Weight of 1 m 2 galvanized steel, kg |
| 0,40 | 299,40 | 3,34 |
| 0,45 | 267,92 | 3,73 |
| 0,50 | 242,42 | 4,13 |
| 0,55 | 221,36 | 4,52 |
| 0,60 | 203,67 | 4,91 |
| 0,65 | 188,60 | 5,31 |
| 0,70 | 175,59 | 5,70 |
| 0,75 | 164,2 | 6,09 |
| 0,80 | 154,32 | 6,48 |
| 0,90 | 137,65 | 7,27 |
| 1,00 | 124,22 | 8,05 |
| 1,10 | 114,09 | 8,83 |
| 1,20 | 103,95 | 9,62 |
| 1,50 | 83,51 | 11,97 |
| 2,00 | 62,89 | 15,90 |
| 2,50 | 50,45 | 19,82 |
Calculation table for galvanized steel with polymer coating 1 m2:
| Thickness of galvanized steel with coating, mm | Quantity of m 2 in 1 ton of galvanized steel with coating | Weight of 1 m 2 galvanized steel with coating, kg |
| 0,4 | 318,47 | 3,14 |
| 0,45 | 283,29 | 3,53 |
| 0,5 | 253,81 | 3,94 |
| 0,55 | 232,02 | 4,31 |
| 0,6 | 213,22 | 4,69 |
| 0,65 | 196,67 | 5,08 |
| 0,7 | 182,15 | 5,49 |
| 0,75 | 170,07 | 5,88 |
| 0,8 | 158,98 | 6,29 |
| 0,9 | 141,04 | 7,09 |
| 1 | 125,94 | 7,94 |
The second method - calculation using a formula is a little more complicated. The formula looks like this:
- M – calculated weight of zinc-coated steel sheet, in kg;
- M1 – indicator of steel mass in kg;
- M2 is an indicator of the mass of zinc in kg.
Assortment according to GOST.
In galvanized sheets manufactured according to GOST 14918 80, the weight varies between 3.34-19.82 kg/m². The technical feature of the manufacture of the product is important for the rigidity and possibility of producing rolled or sheet assortments: the smaller the difference between the initial thickness of the steel before rolling and the final one, the more suitable it is for further stamping and deformation.
TECHNICAL REQUIREMENTS
3.1. Galvanized steel must be manufactured in accordance with the requirements of this standard according to technical documentation approved in the prescribed manner.
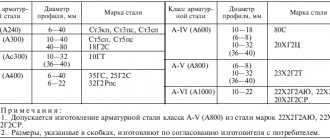
3.2. Galvanized steel is made from carbon cold-rolled coiled steel with a surface quality in accordance with GOST 16523-97. Steel grades must correspond to those given in table. 1a.
Table 1a
| Cink Steel | Cold rolled steel grade for making galvanized steel | ||
| Group | Hood category | first quality category | highest quality category |
| XSh | N, G | Steel grades with chemical composition according to GOST 380-94, GOST 9045-93 and GOST 1050-88 | Steel grades with a chemical composition in accordance with GOST 9045-93, as well as GOST 1050-88 with a sulfur content of no more than 0.035% and phosphorus - no more than 0.020% and GOST 380-94 with a mass fraction of sulfur no more than 0.035% and phosphorus - no more than 0.025 % |
| XSh | VG | 08ps, 08kp, 08Yu according to GOST 9045-93 | 08ps, 08kp, 08Yu according to GOST 9045-93 |
| 08ps, 08kp, 10 cl according to GOST 1050-88 | 08ps, 08kp, 10kp according to GOST 1050-88 with a mass fraction of sulfur no more than 0.030% and phosphorus no more than 0.020% | ||
| HP, PC | — | 08ps according to GOST 9045-93 | 08ps according to GOST 9045-93 |
| 08, 08ps according to GOST 1050-88 | 08, 08pa according to GOST 1050-88 | ||
| BSt0, BSt1, BSt2, BStZ of all degrees of deoxidation according to GOST 380-94 | BSt0, BSt1, BSt2, BSt3 of all degrees of deoxidation according to GOST 380-94 with a mass fraction of sulfur no more than 0.04% and phosphorus no more than 0.035% | ||
| HE | — | Steel grades with chemical composition according to GOST 380-94, GOST 9045-93 and GOST 1050-88 | Steel grades with a chemical composition in accordance with GOST 9045-93, GOST 1050-88, GOST 380-94 with a mass fraction of sulfur no more than 0.045% and phosphorus no more than 0.040% |
(Changed edition, Amendment No. 2).
3.3. For galvanizing, zinc grades Ts0 and Ts1 are used according to GOST 3640-94 with the addition of aluminum, lead and other metals to the bath. Alloying with lead through the introduction of zinc grade Ts2 is allowed.
3.4. The surface of galvanized steel must be clean and completely coated.
3.4.1. Violations of the continuity of the coating in the form of cracking on small beads located on defects in the steel base, the classification and dimensions of which are provided for by GOST 16523-97, are not allowed.
3.4.2. On sheets and strips with unedged edges, edge flaws with a depth exceeding the maximum deviations in width are not allowed.
3.4 - 3.4.2. (Changed edition, Amendment No. 2).
3.5. For galvanized steel of groups XSh, HP and OH, small sagging (sagging, layering), grains and uneven crystallization of zinc, traces from bends of the strip and control rollers, local roughness of the coating (rash), light scratches and abrasions that do not violate the continuity of the zinc coating are allowed. light and dull spots, uneven coloring of the passive film.
3.6. For galvanized steel of the PC group, dark dots and tracks (traces) from deformed small deposits (sagging, layering), grains and local roughness of the coating (rash), a matte and blurred zinc crystallization pattern, traces from strip bends, light scratches and abrasions, not violating the continuity of the zinc coating, light and dull spots, uneven coloring of the passive film.
3.7. At the consumer's request, the passive film must have a uniform color.
(Changed edition, Amendment No. 2).
3.8. The reduced thickness difference of the zinc coating UR should be no more than 16 for class P, no more than 10 for class 1, no more than 4 microns for class 2. Galvanized steel of normal thickness HP must have a coating thickness within the limits specified in table. 1.
Galvanized steel of the highest quality category is produced with a different thickness of the zinc coating for steel groups XIII, HP and PC of class P - no more than 12, class 1 - no more than 8 and class 2 - no more than 3 microns.
(Changed edition, Amendment No. 1, 2).
3.9. At the point of bending of galvanized steel up to 1.0 mm thick inclusive, when testing the adhesion strength of the coating to the base metal when bending 180°, there should be no peeling of the zinc coating exposing the steel surface. A network of small cracks along the entire length of the bend and peeling of the coating at a distance of up to 6 mm from the edges of the sample are allowed.
3.10. The mechanical properties of galvanized steel must comply with the standards specified in table. 1b.
Table 1b
| Cink Steel | Tensile strength s V , MPa | Yield strength s Т , MPa, not less | Relative elongation d4 , % , not less, at l0 = 80 mm for steel thickness, mm | ||||
| groups | hood categories | up to 0.7 | St. 0.7 to 1.5 | St. 1.5 to 2.0 | St. 2.0 | ||
| N | 300-490 | — | 21 | 22 | 23 | 24 | |
| XSh | G | 275-430 | — | 23 | 24 | 25 | 26 |
| VG | 255-410 | — | 26 | 28 | 29 | 30 | |
| HP, PC | — | — | 230 | 20 | 22 | — | — |
| HE | — | — | — | — | — | — | — |
Note
. The values of temporary tensile strength and relative elongation for galvanized steel of the XSh group of drawing categories N and G, relative elongation for steel of the KhP and PK groups were optional until 07/01/89.
When calculating the tensile strength and yield strength, the thickness of the zinc coating is not taken into account.
3.10.1. The depth of the spherical hole of galvanized steel of group XSh must comply with the standards given in table. 1st century
Table 1c
| Thickness of galvanized steel | Depth of spherical hole for hood categories, not less | ||
| VG | G | N | |
| 0,5 | 8,5 | 8,0 | 6,9 |
| 0,6 | 8,9 | 8,5 | 7,2 |
| 0,7 | 9,2 | 8,9 | 7,5 |
| 0,8 | 9,5 | 9,3 | 7,8 |
| 0,9 | 9,9 | 9,6 | 8,2 |
| 1,0 | 10,1 | 9,9 | 8,6 |
| 1,1 | 10,3 | 10,1 | 8,7 |
| 1,2 | 10,5 | 10,3 | 8,8 |
| 1,3 | 10,7 | 10,5 | 8,9 |
| 1,4 | 10,8 | 10,6 | 9,0 |
| 1,5 | 11,0 | 10,8 | 9,1 |
| 1,6 | 11,3 | 11,0 | 9,5 |
| 1,7 | 11,4 | 11,1 | 9,6 |
| 1,8 | 11,5 | 11,2 | 9,7 |
| 1,9 | 11,6 | 11,3 | 9,8 |
| 2,0 | 11,7 | 11,4 | 9,9 |
Notes:
1. For galvanized steel of intermediate thicknesses, the depth of the spherical hole must correspond to the standards established for the next smaller thickness.
2. The depth of the spherical hole for galvanized steel with a thickness of over 1.5 mm was optional until 07/01/89.
3. When tested on devices such as MTL-10 g, the norms for the depth of a spherical hole are reduced by 0.3 mm.
3.10.2. For galvanized steel of group XIII of the highest quality category, the relative elongation should be 1 unit. more than the norms of the table 1b, and the depth of the spherical hole is 0.2 mm more than the norms in the table. 1st century
3.10 - 3.10.2. (Changed edition, Amendment No. 2).
3.11. Galvanized steel of the XSh group is produced with a ferrite grain size of points 7, 8, 9, 10 according to GOST 5639-82 for exhaust category VG and not lower than point 6 for exhaust category G.
For galvanized steel of drawing category VG, grain unevenness is allowed within two adjacent numbers, for sheets of category G - within three adjacent numbers.
3.12. For galvanized steel of group XIII, drawing category VG, the presence of structurally free cementite is allowed within points 0, 1, 2 and 4 of scale 1 according to GOST 5640-68. For hood categories G and N, the presence of structurally free cementite is not standardized.
3.13. The number of bends without fracture of galvanized steel of the KhP, PK, OH groups must comply with the standards established in table. 1 year
Table 1d
| Thickness of galvanized steel, mm | Number of bends |
| Up to 0.8 incl. | 8 |
| St. 0.8 "1.2" | 5 |
| » 1,2 » 2,0 » | 3 |
| » 2,0 | 2 |
Note
. The norms for bending galvanized steel with a thickness of more than 1.5 mm were optional until 07/01/89.
(Changed edition, Amendment No. 2).
3.14. (Deleted, Amendment No. 2).
ACCEPTANCE RULES
4.1. Galvanized steel is accepted in batches. The batch must consist of sheets or rolls of one group of galvanized steel, one size, one type and class of coating thickness, type of preservation, one grade and melt (steel of groups XSh, XP and PK) and drawing category (steel of group XSh), must be registered and be accompanied by a quality document in accordance with GOST 7566-94 with the addition of values of optional quality indicators.
The batch weight should not exceed the shift production of the unit.
(Changed edition, Amendment No. 2).
4.2. In the quality document, test results and chemical composition data are indicated at the request of the consumer.
For galvanized steel that has been awarded the state Quality Mark, the designation of the state Quality Mark is affixed to the quality document.
4.3. To control the size and quality of the surface, 6% of the sheets or one roll from the batch are selected.
4.4. To control the adhesion strength of the coating, mechanical properties, and microstructure, one sheet or one roll from the batch is selected.
4.5. If unsatisfactory test results are obtained for at least one of the indicators, a repeat test is carried out in accordance with GOST 7566-94.
Weight of galvanized sheet
The weight of a galvanized sheet (one square meter) can theoretically be calculated using the formula:
- M - weight of 1 m² of galvanized sheet, kg;
- M1 - weight of 1 m² of steel sheet without a cladding layer 1 mm thick;
- t1 is the thickness of the steel sheet without coating;
- M2 - weight of 1 m² of zinc cladding layer 1 mm thick;
- t2 is the thickness of the zinc layer on both sides of the sheet.
The specific gravity of carbon steel is 7.85 g/cm³, or, for convenience of calculations, it is generally accepted that 1 m² of sheet steel with a thickness of 1 mm weighs 7.85 kg. The specific gravity of zinc is slightly less - 7.13 g/cm³, that is, 1 m² of zinc with a thickness of 1 mm weighs 7.13 kg. Taking into account these quantities, formula (1) can be rewritten:
The thickness of the zinc layer depends on the coating class (GOCT 14918-80) and is indicated in the symbol:
| Class | Limit values for layer thickness, mm | Weight of tread layer on both sides, kg |
| I | From 0.018 to 0.04 Average value 0.029 | 0.258-0.570 Average 0.414 |
| II | From 0.01 to 0.018 Average value 0.014 | 0.1425-0.258 Average 0.200 |
| P (increased) | From 0.04 to 0.06 | 0.57-0.855 Average 0.712 |
To calculate the weight of a galvanized sheet, you can also use a formula that takes into account the weight of the coating depending on the class of layer thickness:
- M - galvanized sheet weight 1 m², kg
- t1 is the thickness of the steel sheet without coating;
- Mp.s. - the average weight of the tread layer depending on the thickness class, the value is standardized by GOCT 14918-80.
To calculate how much a galvanized sheet weighs (the weight of one sheet of the required size), use the formula:
- Msheet - weight of one galvanized sheet, kg;
- M – weight of 1 m², kg;
- S—sheet area, m².
TEST METHODS
5.1. The quality of the surface of sheets and rolls is checked by external inspection without the use of magnifying devices.
5.2. To carry out tests, samples are cut from each selected sheet or roll in accordance with the requirements of the drawing and table. 2.
Scheme of cutting samples for testing (b - sheet width)
table 2
| Sample number | Sample dimensions, mm | Test method | |
| width | length | ||
| 1,2 | 50 | 150 | On the adhesion strength of the zinc coating to the base metal |
| 3, 4, 5 | 50 | 50 | To determine the mass of zinc coating and thickness variations |
| 6 | 20 | 150 | To the bend |
| 7 | 90 | — | To draw out the spherical hole (x -test location) |
| 8 | 30 | 180-300 | Tensile |
| 9, 10 | 30 | 40 | Microstructure assessment |
Note
. Samples are cut with maximum size deviations of ± 3 mm.
5.3. To determine the mass of the zinc coating, the test sample is degreased, weighed, immersed in a solution of antimony oxide (Sb2O3) or antimony chloride (SbC13) in hydrochloric acid and kept until the violent gas evolution stops, then the sample is removed from the solution, thoroughly washed with cold and then hot water, dried with filter paper and weighed. Degreasing is carried out with synthetic technical ethyl alcohol.
A solution of antimony oxide or antimony chloride is prepared in the following way: 20 g of antimony oxide (or 32 g of antimony chloride) is dissolved in 1000 ml of concentrated hydrochloric acid (GOST 3118-77) for the second and first classes or 50 g of antimony oxides of class P.
The mass of zinc coating applied on both sides of the sheet, in grams (m) per 1 m2, is calculated using the formula
| (1) |
where is the mass of three samples (3, 4 and 5) before dissolution of the zinc coating, with an error of 0.01 g, g;
— mass of three samples (3, 4 and 5) after dissolution of the zinc coating, with an error of 0.01 g, g;
S is the actual surface area of the samples with an error of 1·10-6 m2, m2.
To determine the mass of zinc coating, it is allowed to use other methods that provide the necessary accuracy.
The method specified in this standard is used when there is disagreement in assessment.
(Changed edition, Amendment No. 1, 2).
5.4. The difference in thickness of the coating in the transverse direction of the sheet is determined as the absolute difference between the maximum and minimum values of the coating thickness on samples 3, 4 and 5 according to the formula
| (2) |
for which purpose, first calculate the thickness of the zinc coating on each of the samples using the formula
| (3) |
where is the coating thickness of the corresponding sample, µm;
— mass of the sample before removing zinc, g;
— mass of the sample after removal of zinc, g;
7.13—zinc density, g/cm3;
S
3 - surface area of the zinc coating, cm2.
(Changed edition, Amendment No. 1).
5.4.1. The average thickness and variation in thickness of the zinc coating on the surface of a sheet with a differentiated coating are determined and calculated for each side. To do this, after degreasing the sample, one side is covered with a dense layer of rubber glue or paraffin and zinc is removed from the opposite side, as indicated above. After re-weighing, the glue or paraffin is removed mechanically or in hot water. Removal of the zinc coating on the other side of the sample is carried out in the same way.
5.5. The bend test is carried out according to GOST 13813-68.
5.6. The spherical dimple drawing test is carried out according to GOST 10510-80. Make two measurements in the test area and determine the arithmetic mean.
5.7. The tensile test is carried out according to GOST 11701-84.
5.8. Determination of the grain size of ferrite is carried out according to GOST 5639-82 and structurally free cementite - according to GOST 5640-68.
5.9. Bending testing of galvanized steel up to 1 mm thick at an angle of 180° is carried out according to GOST 14019-80. A sample of galvanized steel is tested on a mandrel equal to the thickness of the rolled product.
Galvanized steel of the highest quality category must withstand 180° bending tests without mandrel until the sides touch.
By agreement between the consumer and the manufacturer, the bending test can be replaced by a double roof lock test in accordance with OST 1411-196-86, and for galvanized steel of the PK group, by testing on the U-1A device in accordance with GOST 4765-73.
Galvanized steel with a thickness of over 1.0 mm is tested at the request of the consumer according to a method agreed upon in the prescribed manner.
5.10. To control the quality of galvanized steel, it is allowed to use non-destructive control methods.
Galvanized sheet
Corrosion destroys about 10% of all metal produced in the world; every sixth or seventh blast furnace works in vain: the steel smelted in it completely turns into rust within a year. Even in developed countries with high technology, the damage caused by corrosion can reach 4% of GDP. One of the most effective ways to protect against corrosion is to apply a protective layer of zinc to the surface of metal structures. Galvanizing is several times cheaper than paint and varnish coatings, and, at the same time, extends the service life of the metal by 30-40 years.
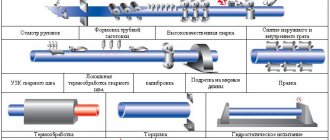
Sheet (also rolled) galvanized steel is produced:
- hot galvanizing of thin-sheet cold-rolled steel coils;
- by applying galvanic coating;
- spraying (gas-thermal method);
- thermal diffusion galvanizing.
The most common is hot-dip galvanizing; this technology makes it possible to produce a strong and durable anti-corrosion coating with a thickness of 10 to 60 microns at the lowest cost. Matte white, sometimes with a gray tint without shine, the coating obtained by hot-dip galvanizing is inferior in decorative qualities to shiny and silver galvanized ones, but has greater hardness and excellent strength characteristics.