Torch for semi-automatic welding machine
The welder, performing welding work with a welding inverter or semi-automatic device, makes the same movements.
But unlike the holder for electrodes, semi-automatic devices have a burner that is quite complex in design. The torch for the semi-automatic welding machine is selected for the type of MIG or MAG welding.
And the productivity, safety and fatigue of the worker who performs welding work for half the working time depends on the right choice.
Gas torch for semi-automatic welding machine
Burners for semi-automatic machines can be classified as consumables, because their service life does not exceed six months. But even for such a period it is necessary to replace elements that quickly fail.
Principle of operation
The included gas torch for the semi-automatic machine is an actuator for producing a welding seam in a shielding gas environment.
Gas burner for semi-automatic machine
The operating principle is as follows:
- The torch is placed to the base metal at the arc formation distance.
- Before the arc starts, shielding gas is supplied to the welding zone for a few seconds.
- Voltage is supplied to the current-carrying tip, and accordingly to the electrode wire.
- In the welding arc, the electrode wire melts and drops with the gas flow into the weld pool.
- When the torch moves along the elements being connected, a weld seam is formed.
- The protective gas environment ensures a high-quality and clean seam.
During welding work, torch elements are exposed to high temperatures. Particularly affected are the gas nozzle, the current carrying tip and the electrode holder, also called the diffuser and gas divider.
Burner device for semi-automatic machine
- burner base;
- insulating ring;
- electrode holder;
- current carrying tip;
- gas nozzle.
Failure of, for example, the current-carrying tip prevents the supply of welding wire to fill the pool.
There are many manufacturers of welding equipment, but the torch design is the same for everyone. They differ in materials, sizes, critical temperature and power, and mechanisms for supplying a protective medium (gas, flux).
Considering the design of the burner, it is worth noting that the main elements are:
- nozzle;
- holder;
- tip;
- insulating sleeve;
- base with handle.
Burner design
Burner tips and nozzles are made from different materials and therefore have different service life. Copper is widely used, but the duration of work also depends on its quality. To increase service life, the nozzles are made of tungsten. But at the same time the price increases. The average operating time of such tips and nozzles is 200 hours.
Due to the frequent change of consumables, these elements are made quick-changeable so that the welder can replace them with his own hands in a short time.
The handle is made of heat-resistant insulating material that protects the welder from electric current. There is a button on the handle that turns on the supply of protective gas before igniting the arc.
The handle is connected to the welding machine through a supply hose, which contains the following:
- power cable;
- twisted wire feed channel;
- channel for supplying protective materials;
- cooling circuit;
- connector for connecting to the device and feed mechanisms.
The standardized hose length starts from 2.5 m and reaches 7 m. The length depends on the location and type of work performed. To reach the weld at a height without lifting the apparatus, the sleeve must be of maximum length.
But it is worth remembering that the excess, folded on the floor in rings, when voltage passes through them, works like inductive coils and gets very hot. As a result, a short circuit may occur.
Types of torches for semiautomatic welding machines
Manufacturers offer many models of burners for semi-automatic machines. Their characteristics can be described as follows:
- current load;
- the length of the sleeve;
- cooling type:
- control type:
- button;
- valve;
- universal;
- connection method:
A plug connection to the device entails an increase in the size of the sleeve, since each source is connected separately. A connection with a Euro connector makes connection easier, but it is used on expensive professional and semi-professional equipment, in which all channels are collected in one housing.
Homemade gas burner
For semi-automatic welding machines, they are selected from the following criteria:
- permissible current load;
- the housing must be made of plastic resistant to mechanical damage;
- ergonomic body;
- resistance of the hose shell to low temperatures and abrasives;
- small size;
- minimum weight.
Professionals prefer to select a gas torch not according to the characteristics of a semi-automatic welding machine, but according to a slightly reduced welding current. This is due to the fact that the work is not carried out on a permanent basis.
Manufacturers calculate the durability of torches based on continuous operation for 10 minutes, which is not done by any welder. Therefore, if the maximum value on the device is 400A, then for a burner a power of 300A will be quite enough.
The calculation is based on the maximum temperature at which destruction of the handle or sleeve is possible. Therefore, on sale you can find semi-automatic devices equipped with burners with 60% PV and even lower.
, please select a piece of text and press Ctrl+Enter.
Homemade semi-automatic welding machine-3 (Mechanical part). — DRIVE2
The last part of the description of the semi-automatic machine. Let me remind you that the device was assembled 20 years ago from what came to hand, on the knee in a couple of weeks with the help of a file and a sledgehammer) There is nothing more permanent than temporary, in confirmation of this proverb the device still works! No breakdowns, I only changed the burner with a hose and a mountain of copper tips, these parts tend to wear out.
Electric motor drive wipers from 2101
The feed roller and flare nut are machined and work tight
The simplest feed mechanism
The support for the levers for pressing the wire to the shaft is made of a getinax block, the bushing is a piece of a brake pipe from a VAZ with a thread cut on it to adjust its gap with the shaft
Clamping levers made of 5mm getinax with bearings, the size does not matter, the main thing is to maintain vertical alignment to ensure the least load on the drive shaft
Gas connection
Washer valve 2108
Carbon dioxide fire extinguisher and reducer
The simplest connection method is to remove the nut from the gearbox and connect it with a hose. But this method is not reliable, the hose under pressure may come off, it is better to grind the adapter
Everything is ready to go
Electrical part, diagram: www.drive2.ru/users/rubio…4062246863888428775/#post
www.drive2.ru
Carbon dioxide supply valve on a semi-automatic welding machine
- Date: 06/20/2015
- 641
- : 49
Semi-automatic welding machines are simple and reliable designs. But nothing lasts forever, even the best-quality mechanisms can fail, mainly due to violations of operating rules.
Semi-automatic welding device.
Most often, malfunctions of semi-automatic welding machines occur in the weakest points of the equipment. In this mechanism, such a place is a branded block to which the welding wiring is connected.
Poor contact combined with increased welding current may cause overheating of the connections and cables connected to it.
This will lead to the destruction of the connection, subsequently the insulating layer at the ends of the windings will burn and a short circuit may occur.
In this case, the heating connections are sorted out, the contacts and clamps are cleaned to create a good fit of the contacts of all elements. Other malfunctions may occur.
Automatic shutdown of the welding device
Operation of a semi-automatic welding machine.
In this situation, when connected to the network, a spontaneous shutdown occurs, as the protective element is triggered. Such problems most often occur during the closing of a high voltage circuit. Usually the wires and the housing or the wiring itself are shorted. The protection may operate due to a short circuit between the coil turns or magnetic circuit elements.
If repairs are necessary, you should disconnect the welding machine from the power supply, locate the source of the problem and correct it - this could be restoring the insulation, replacing the capacitor and other possible malfunctions.
Semi-automatic welding machine makes a loud noise
Problems of this kind are most often accompanied by overheating of the equipment. There may be several factors:
- the bolts that tighten the magnetic conductive elements have loosened;
- breakdown in the core fastening or in the mechanism for moving the coils;
- equipment overload (the welding machine worked for quite a long time, the highest current values, large electrode cross-section).
The device can also make a loud noise when the welding wiring or magnetic circuit elements are shorted. When such a malfunction occurs, all fasteners must be checked, and if necessary, they are tightened, problems in the core fastening mechanism are eliminated, and the welding cables must be checked and insulated.
Semi-automatic burner device.
Most often, such violations occur from non-compliance with operating rules - the welding current setting exceeds permissible standards, electrodes that are too large are used, and the operating time (without the necessary break) of the welding machine is violated. If such problems arise, it is necessary to comply with the mode permitted for this device, and also to cool the device by taking a break from operation.
Excessive overheating leads to short circuits of the winding turns of the coils - these are the consequences of burning the insulating layer, which even leads to smoke. This is considered the most serious failure in which the device can burn out.
If this happens, then it is necessary to restore the insulating layer of the wiring in the coils, but it happens that it is impossible to do without a complete rewind.
When rewinding, a wire of the previous section and with the same number of turns must be used.
What if the welding current is low? These malfunctions are associated with a decrease in the voltage of the power supply networks or a breakdown of the regulator that supplies current to the device.
If the current of the welding machine is not regulated, then a similar problem occurs from a malfunction of the mechanical current regulation.
The regulators in each model have different modifications. Problems most often occur in the regulator screws, in the clamping elements, with uneven movement of the secondary coils, if the choke coil is shorted, as well as with the penetration of debris or foreign objects. In this case, the casing must be removed and all control mechanisms must be examined.
Additional problems when the device is faulty
- Spontaneous interruption of the arc without the possibility of resuming work. With such a malfunction, instead of an arc, only sparks appear. This occurs if there is a breakdown in the high voltage winding, from a short circuit in the welding wires, or if the connection of the wires to the terminals of the device is broken.
- Excess current in the network without load. This problem may arise due to short-circuiting of the winding turns, which can be eliminated by restoring the insulation or by completely changing the winding on the welding reel.
In addition to having an idea of what elements the welding machine consists of, you need to familiarize yourself with the components:
- ground cable;
- remote control;
- semi-automatic burner;
- wire feeding element;
- control cable;
- cooling unit;
- current source;
- gas hose;
- gearbox;
- gas cylinder.
On some models, the wire feeder, control cable and power source may be in one unit.
Repair of semi-automatic welding machine
It is not always possible to repair a semi-automatic welding machine, but if the breakdown is not very serious, then it is worth a try.
The most common problem, which does not require special equipment, is sticking of the electrode at the permissible current. The following can lead to such a breakdown:
- insufficient mains voltage (this is a temporary factor and does not require repair);
- the network cable does not fit tightly into the socket (in this case, the connector should be corrected or replaced);
- the contacts in the power supply are scorched (you need to select another extension cord with a cross-section of more than 2.5 mm, but provided that the length does not exceed 40 m, but if it exceeds, then a cable of more than 4 mm is used).
If the welding arc is unstable or the wire does not melt completely, most likely the contact tip has expired or the ground clamp is incorrectly connected. When troubleshooting these problems, you just need to change the tip or clean the clamp contacts from contamination.
The reasons for interruptions in the supply of shielding gas, which are expressed in poor quality of the weld during welding, may be a malfunction of the gas diffuser. Such a malfunction can be eliminated by replacing the element.
So, most problems can be eliminated by replacing worn-out elements and components of semi-automatic welding machines. Well, if minor repairs do not bring results, then you need to seek help from a service center or a specialist who has the knowledge and technical base required for repairing semi-automatic welding machines.
Semi-automatic modification. Welding for beginners on video 7
This Personal Data Privacy Policy (hereinafter referred to as the Privacy Policy) applies to all information that the Sam Avtomaster website, located on the domain name sam-avtomaster.com, can receive about the User while using our website.
This Privacy Policy applies only to the Sam Automaster website. The Site guarantees that it will not damage the User’s computer or infect it with viruses.
The site administration does not verify the accuracy of the personal data provided by the User when sending them an email.
Visitor identification
To view information on the Sam-Avtomaster.com website, registration with personal data is not required. When a User accesses our website, no personal information is collected. It is possible to browse the site anonymously.
The email address, as well as the postal address specified when filling out the fields of the comment form, order form and contact form are not shown to other site visitors. We may store comments, emails sent by Users on the server to process requests, answer questions and improve site services.
Personal data permitted for processing under this Privacy Policy is provided by the User by filling out the contact form, order form and comment form on the site and may include the following information:
- Full name of the User;
- Email address (e-mail);
- Postal code and address;
Carbon dioxide valve - modification of a semi-automatic transformer
Old transformer semi-automatic machines have one problem - the carbon dioxide supply valve.
During intense and prolonged work, these valves very often fail; it happens that they begin to jam right during the welding process or begin to spontaneously etch carbon dioxide. There is only one way to treat this “disease” - organ transplantation, or rather the installation of a valve from a car’s gas equipment. How to do this, see the video below.
I hope that you will take the best from these video stories, add something of your own and become true masters of body repair.
Good luck to you! Best regards, Sergei.
www.svpomohu.ucoz.ru Especially for the site Automaster himself.
Add a comment
By adding a comment you agree to the Privacy Policy.
Sections of the site
Car mechanic's blog
Articles by tags
Read more on the topic
Most read
Latest publications
Visit our forum
2007-2019 © Sam-Avtomaster.com | Copying is prohibited. All rights reserved. Violation is prosecuted under the law of the Russian Federation.
How to cook semi-automatically in a carbon dioxide environment - explanations for beginners
To ensure that the process of joining parts into a single whole is not difficult and everything works out the first time, before practical work you need to understand the theory of how semi-automatic welding is carried out in a carbon dioxide environment for beginners. Let's consider the main aspects and essence of this method.
The concept of semi-automatic welding in a CO2 environment
The operating principle for semi-automatic welding in carbon dioxide mode is very similar to the gas welding method with and without gas. That is, you can cook in two ways - using protective gas or not. You can read more about this method here.
The essence of the method under consideration lies in elementary chemistry. Carbon dioxide (CO2) is supplied under pressure to the welding zone. The welding arc provides a high temperature, due to which a decomposition reaction occurs and the gas breaks down into oxygen (O2) and carbon monoxide (2CO). The decay process occurs according to the formula:
2СО2=2О2+2СО
As a result of this reaction, the weld pool is protected by three gases - the initial carbon dioxide and the final reaction products - oxygen and carbon monoxide
Carbon dioxide tends to oxidize with iron and carbon found in the metal. To protect the metal of the product from this process, it is recommended to use wire with a high level of manganese and silicon for the welding machine. These components are more chemically active than iron, so they oxidize first, thereby taking the “blow” and protecting the product.
As long as these two elements are present in the welding zone, iron and carbon will not oxidize. Waste, that is, oxides of manganese and silicon, which are formed when exposed to high temperature and oxidation reaction, is a low-melting compound that floats to the surface of the weld pool and crystallizes in the form of slag.
This component does not affect the quality of the seam in any way.
For welding in a carbon dioxide environment, one standard 25 kg carbon dioxide cylinder is enough for 15 welding hours. Taking into account the reaction, one kilogram produces almost 500 liters of finished gas.
During full operation, the average cost is 10 to 50 liters per minute.
But consumption depends on many factors - pressure, type of welding, type of seam, apparatus used, weather conditions, and so on.
This method is called tig welding, that is, this work involves joining metals using electrodes in a protective gas environment. The electrode can be tungsten or graphite.
Features and modes of this type of connection
Semi-automatic carbon dioxide welding is great for beginners. The main feature of this method is the use of reverse polarity of direct current. This allows you to hold the arc. If, on the contrary, you use straight polarity, then the risk of arc loss increases, which will negatively affect the quality of soldering.
By working with reverse polarity, electrode splashing can be avoided. If you need to deposit metal, then it is better to use a straight line, and the efficiency will be 1.5 to almost 2 times higher.
The welding modes that are set in the machine settings depend on many factors. Let's look at the table, which describes in detail the possible settings, based on the thickness of the metal from which the workpieces for welding are made.
Studying the data from the table, you can see that the arc voltage directly depends on the diameter of the wire and the thickness of the metal. As the welding current increases, the depth of penetration will increase, which is necessary when working with thick metals. Starting from the burning of the arc, you need to adjust the feed speed of the electrode wire so as not to lose the quality of the seam.
Characteristics of carbon dioxide welding
Carbon dioxide has no taste or smell, and is colorless. In moderate quantities, it does not pose a danger to human health and life, and is not explosive. Its density is 1.98 kg/m3, which means that it is much heavier than air (with a density of 1.2 kg/m3).
It goes on sale in iron cylinders of 10, 20 or 40 liters in liquid and under pressure. Before the welding process, it is necessary to place the cylinder in a vertical position for some time so that all the moisture that is there is glassed. After this, the gas is supplied to the welding zone. An installed reducer with a regulator controls the pressure and gas supply.
Important: before purchasing a cylinder, it is important to clarify the possibility of refueling.
Welding in carbon dioxide can be performed by several types of welding equipment:
- A rectifier is a semi-automatic welding machine, inside which the current is converted from alternating to direct. They are used for all types of semi-automatic arc welding using different electrodes and for joining various metals, except aluminum.
2. The inverter is the power source for the welding arc. This is a device that can convert electricity from a 220V network into direct current to create and hold an arc. You can learn more about the operating principle and advantages of the inverter here.
CO2 welding technology
When everything is ready and configured for semi-automatic gas welding, you can begin. First you need to prepare the metal parts that need to be soldered. The key to a quality seam is preliminary preparation.
In order for the material to fuse perfectly, the workpieces must be cleaned of oil, dirt and paint residues. This can be done with a wire brush or sandpaper. After this, the parts are installed in the position in which they will be connected.
It is best to make the first seam at low current to see how the workpiece behaves. If you immediately apply a large current, there is a risk of cracks and deformation of parts.
Semi-automatic gas welding can be performed using the following methods:
- forward angle (from right to left) is used for thin sheet metal;
- at an angle back (from left to right) provides deep penetration, but the seam will not be wide.
When the seam is completely ready, you cannot immediately turn off the gas supply, as this is fraught with oxidation. First the wire supply stops, then the current supply, and then the gas supply. Just during this time the seam has time to crystallize. Upon completion of the work, you need to knock the slag off the seam.
Advantages and disadvantages of welding in CO2 environment
Carbon dioxide tig welding is widely used both at home and in various industrial sectors. This is not surprising, because this type of connection has a number of advantages:
- it is possible to connect thin sheet metal;
- you can weld different types of metals, with different characteristics and melting temperatures;
- the electric arc is highly stable;
- the weld pool is reliably protected from oxidation and exposure to negative environmental factors;
- The resulting seam is of very high quality;
- semi-automatic welding technology in a carbon dioxide environment is considered the safest in comparison with other tig methods;
- cost-effectiveness and accessibility. This indicator is due to the fact that 2 is much easier to purchase than mixtures of other gases used for protection during tig welding.
In addition to the advantages, several disadvantages can be noted:
- The quality of carbon dioxide is slightly inferior to other mixtures;
- the device is a little more difficult and longer to clean than after helium, argon or nitrogen;
- Material costs are constantly increasing.
[Total: 11 Average: 2.8/5]
How to connect carbon dioxide to a semi-automatic machine
›
Article Master Loading... The best products from AliExpress HERE ⬇
In shielding gas environments, carbon dioxide welding is very common. For a general understanding of the picture, I propose to study this welding method better.
What is semi-automatic welding in a carbon dioxide environment
The operating principle of this method is as follows: carbon dioxide enters the welding zone, which, under the influence of the high temperature of the welding arc, breaks down into two components - carbon monoxide (CO) and oxygen (O2).
The chemical formula of the process is 2СО2=2СО+О2.
This reaction is oxidative. Carbon monoxide (CO) perfectly protects the welding zone from the effects of ambient air, but the action of carbon dioxide and oxygen leads to the burning of carbon and alloying components from the metal, which in turn leads to the appearance of pores in the weld.
To neutralize carbon dioxide, a special welding wire of the Sv-08GS, Sv-08G2S type, containing manganese and silicon, is used. They are more active than iron, and enter into the oxidation reaction first, preventing the oxidation of carbon and iron. During the welding process in shielding gas, manganese and silicon form a low-melting compound and are brought to the surface in the form of slag.
Features of welding in carbon dioxide
Compared with other welding methods, mechanized welding in a carbon dioxide environment is very simple and suitable even for beginners; it has the following features:
- Carbon dioxide welding of metal products is carried out using reverse polarity direct current. This allows for improved stability of the welding arc, reducing the possibility of various deformations. The electrode in the form of a wire is not consumed by splashing.
- Straight polarity is used when surfacing metal. The deposition coefficient in this case for semi-automatic welding is significantly higher (1.6-1.8 times) than with current with reverse polarity.
- AC welding is possible using an oscillator.
Modes of semi-automatic welding in shielding gases
Depending on the thickness of the metals being welded, optimal welding modes in carbon dioxide are selected and welding equipment is adjusted. Table 1 shows the parameters that influence the choice of welding modes.
When analyzing the table data, important points should be noted:
- The penetration depth will increase with increasing welding current.
- Arc voltage is directly related to arc length. As it increases, the voltage also increases, and therefore the width and depth of penetration;
- The wire feed speed must ensure stable arc burning at the given voltage parameters;
- Electrode stickout ensures the stability of the arc burning process; as it increases, the properties of the arc and, accordingly, the quality of the weld deteriorate. At short overhangs, the welding process is poorly visible through the welding mask, and the contact tip often burns out.
- The overhang is selected depending on the diameter of the electrode wire used.
Now that we have understood the semi-automatic welding modes, let’s begin preparation and further work
Preparing for work
Before you begin, you should familiarize yourself with the controls that are located on the front panel:
- Welding current switch - allows you to set a weak current, which is suitable for thin metals and up to a stronger one (often 6), which is suitable only for thick metals.
- Wire feed speed is controlled by a separate switch
- Some semi-automatic machines are equipped with on-timers for more convenient spot welding.
- Hole for welding gun
Before connecting the device to power, make sure that the network has the appropriate voltage and power for the semiautomatic device.
Setting up and connecting welding equipment
- Insert the welding wire; its feed mechanism is located under the cover.
Check the rollers that feed the wire into the machine, the guide hose and the electrode of the welding gun. They must be identical to the wire type and size. To use a different size wire, you need to change or turn over the drive roller. The size marking is cut into the side of the roller. Reels can have different mounting sizes. To do this, use special adapters. Before you begin the adjustment, you need to place the wire in the appropriate groove, then engage the adjustment roller. When pressing the roller, remember not to press too lightly (the wire will slip out a little) or too much (the wire will be deformed). - Extend the feed hose to its full length, remove the nozzles and tip, then press and hold the button on the torch until the wire automatically comes out 10-15 cm. After this, you can put the tip and nozzle in place.
- Connect the protective gas cylinder to the device using a hose through the reducer and secure with clamps.
The device is now ready for use.
Preparing metals for welding in CO2
When welding very thin plates of low-alloy or carbon steel (0.5mm-1mm), it is worth flanging the edges. Without flanging, the space between the sheets during welding should not be more than 0.5mm. If the thickness of the sheets exceeds 1mm, then there is no need to do flanging, but the distance between the sheets should not exceed 1mm.
Before welding metals, it is worth removing unnecessary elements from them, such as oil, paint, dirt, etc. It is also advisable to remove rust.
How to properly weld with a semi-automatic machine
After you have chosen the desired feed speed and amperage, prepared the products, you need to adjust the flow of carbon dioxide and only after 30 seconds excite the arc and start welding so that the gas squeezes out the air from the hoses and channels of the welding torch.
The main thing is not to rush and before welding, be sure to practice on an unnecessary piece of metal, this way the welding will be of better quality. And only after all this you need to start the main work.
Welding methods:
- Angle forward, moving the burner from right to left. The metal melts less, the weld bead is wide. Used when welding thin metal:
- Angled backwards, the burner moves from left to right. The penetration depth is greater, the seam width is reduced.
Step by step welding process:
- Tilt the burner 5° from the vertical axis
- Start moving the electrode by analogy with manual welding, watch for good metal penetration and the formation of a high-quality bead.
To avoid the risk of cracking, it is recommended to weld the first layer at low current. - We complete the seam by filling the crater with metal.
- Stop the wire feed and turn off the current.
Gas continues to be supplied to the welded crater until the metal hardens.
In justified cases, regardless of the conditions of use of welded joints, welding can be done in a mixture with argon and with a carbon dioxide content of less than 50%, but not less than 15%.
Carbon dioxide consumption during welding for semi-automatic welding machine
Gas consumption can vary greatly, but generally one cylinder is enough for 10-15 hours of continuous operation.
A standard cylinder holds up to 25 kilograms of carbon dioxide. Due to a chemical reaction, one kilogram is converted into 509 liters of gas. Gas consumption is also calculated based on the quality of the flux and weather conditions. According to tabular calculations, carbon dioxide consumption during welding can range from 5 to 60 liters per minute. The consumption is also affected by the characteristics of welding in carbon dioxide.
Semi-automatic welding with carbon dioxide: pros and cons
Since there are methods of welding in other shielding gases and welding mixtures, it is worth noting the advantages and disadvantages of welding in a CO2 environment
The advantages are the following:
- Ability to weld ultra-thin parts (up to 0.5 mm);
- More accurate welding;
- Safety;
- CO2 is much easier to buy than welding mixtures
Next up are the cons:
- Cleaning takes longer
- Inferior to protective gas mixtures
- Costs for filler materials are increasing
Safety precautions. Carbon monoxide danger
Carbon dioxide for semi-automatic welding: how and where it is used, setting the flow rate and mode
Currently, semi-automatic welding using carbon dioxide is used by both specialists and novice welders.
In this article you will learn a lot of useful information about working with carbon dioxide, its advantages, such as protecting the weld from the negative effects of particles in the air, improving the quality of the work performed, and more.
What is welding with a semi-automatic welding machine in a CO2 environment?
So, let's find out how the semi-automatic welding method with carbon dioxide works. Exposure to high temperatures during the welding process promotes the partial breakdown of carbon dioxide into oxygen and carbon.
This chemical process has a beneficial effect on the final result, protecting the welding site (the so-called weld pool) from various harmful impurities in the air in your work area.
It is also worth noting the excellent interaction of these three gases with iron, which further increases the quality of the weld.
The main disadvantage of carbon dioxide is its ability to oxidize the metal being welded, thereby worsening the quality of the work done.
It is quite simple and effective to combat this drawback by adding a large amount of silicon and manganese to the composition of the wire for semi-automatic welding.
This is where the positive chemical properties of the oxides of these elements, released during the welding process, begin to operate. Their interaction with the metal surface contributes to the formation of a reliable welding joint that is resistant to oxidation.
For carbon dioxide welding, use a semi-automatic welding machine, and you can choose its operating mode yourself, based on your experience, or using the recommended parameters from Table 1.
It shows that the main criterion for choosing an operating mode is the thickness of the metal being welded.
Table 1 – Setting parameters for a semi-automatic welding machine with carbon dioxide:
Advantages of carbon dioxide welding
So, we have already learned the principle of semi-automatic welding with carbon dioxide, as well as how to deal with its main disadvantage.
Now let's look at the main advantages of this method compared to its competitor - flux-cored welding:
- the quality of the welded joint is higher, even for beginners in this activity;
- the work speed is 2-3 times faster due to uniform heat dissipation from the welding arc, and therefore labor productivity is much higher;
- the ability to weld even thin metal without fear of deteriorating the quality of the seam;
- There are no flux or slag residues left at the semi-automatic welding site; in case of multilayer metal welding, this advantage will come in handy;
- absence of flux, which means nothing interferes with visual control of the welding arc;
- the quality of surfacing using carbon dioxide is higher than with flux;
- you can carry out soldering work in any spatial position, of any complexity (including work suspended and at an angle) without the use of strips, stands, pads, etc.;
- cost-effectiveness of the method and huge benefits in terms of investment;
- no need to purchase equipment for removing and supplying flux during the welding process;
- the cost of the metal used for surfacing is two times cheaper compared to other methods;
- carbon dioxide itself has a relatively low price, which also reduces the overall cost of work.
Semi-automatic carbon dioxide welding has found its place in shipbuilding, mechanical engineering, when welding heating and plumbing systems, in the production of products made of alloy steel or heat-resistant metals, in cases where the welding site is inaccessible and when it is necessary to carry out quick repairs and surfacing.
Simply put, this method is used in serial industry and production, and not just in amateur garage conditions.
Semi-automatic welding in carbon dioxide has deservedly gained such popularity due to the combination of its advantages, but now let’s look at what materials it needs.
Components for carbon dioxide welding
Carbon dioxide storage cylinder
Wire for semi-automatic welding. Used as an electrode. For each case, depending on what metal we will solder, the wire must be selected individually.
Based on the thickness of the metal being welded, the power of the semi-automatic machine and its other features, the diameter of the wire can vary in the range from 0.5 to 3 mm. In practice, copper wire shows the best results, and we recommend using it.
It is necessary to use only clean material, without traces of rust, corrosion, or contamination, which has been stored in proper conditions.
Otherwise, this wire cannot be used unless you want to end up with a poor quality connection. It is recommended to soak the wire in sulfuric acid and then hold it at high temperature for several hours.
Carbon dioxide CO2. Actually, our main highlight of the program and the most important component. Carbon dioxide for semi-automatic welding is harmless to humans and colorless.
CO2 is transported and stored, as a rule, under pressure in special black containers and marked with the same name. Here are some practical and simply useful operating tips:
- for particularly important and complex work, use a container with a 99% carbon dioxide content; in other cases, containers with a 98% content will be sufficient;
- Please note that excess moisture will negatively affect the overall quality of welding. To get rid of it, place the container in a vertical position for one hour, during which time the moisture will settle to the bottom;
- Before starting semi-automatic welding, release a little gas from the container to get rid of nitrogen impurities contained in it that are harmful to welding.
What you need to know about semi-automatic welding
Before you learn how to properly weld with carbon dioxide using a semi-automatic machine, you need to understand the technology itself in more detail.
The welding process using this equipment is quite simple. The wire is fed continuously at a certain speed, and carbon dioxide or another gas mixture enters the working area through the nozzle. Such units are very easy to use and allow even non-professionals to carry out work, which is why they are very popular in everyday life and in small private enterprises.
Image of the semi-automatic welding process
One of the main advantages of this technology is the ability to work with both thin products (up to 0.5 mm) and large thicknesses. In addition, the total cost of the work is relatively small.
Carbon dioxide supply valve on a semi-automatic welding machine - Metalworker's Handbook
- Date: 06/20/2015
- 641
- : 49
Semi-automatic welding machines are simple and reliable designs. But nothing lasts forever, even the best-quality mechanisms can fail, mainly due to violations of operating rules.
Semi-automatic welding device.
Most often, malfunctions of semi-automatic welding machines occur in the weakest points of the equipment. In this mechanism, such a place is a branded block to which the welding wiring is connected.
Poor contact combined with increased welding current may cause overheating of the connections and cables connected to it.
This will lead to the destruction of the connection, subsequently the insulating layer at the ends of the windings will burn and a short circuit may occur.
In this case, the heating connections are sorted out, the contacts and clamps are cleaned to create a good fit of the contacts of all elements. Other malfunctions may occur.
Accessories for semiautomatic carbon dioxide welding machines, welding wire. Euroreel, carbon dioxide cylinders and reducers
To engage in electric welding when repairing car bodies, in addition to a carbon dioxide semi-automatic welding machine, we will need welding wire and shielding gas. Let's take a closer look at these important accessories.
Welding wire is sold in specialized stores in the form of so-called “euro-reels” weighing about 5 kg. These reels are universal and fit any semi-automatic machine. Steel wire, copper-plated. Most often, wire with a diameter of 0.8 mm, sometimes 0.6 mm, is used.
Copper serves to protect against corrosion and increase electrical conductivity. And also as a kind of lubricant to improve the sliding of the wire in the supply channel. Stainless steel or aluminum welding wire can be sold in small spools weighing 0.2 kg.
To switch from one diameter of welding wire to another, a simple readjustment of the feeder and replacement of the copper tip in the welding torch are carried out. Wire with a diameter of 0.6 mm is designed for welding the thinnest metal of car bodies. Personally, I have only come across imported ones, but wire with a diameter of 0.8 mm can also be produced domestically.
Domestic wire for carbon dioxide semi-automatic welding is called SV08G2S - with alloying additives, or SV08GS without them. Welding will be successful when using any wire, regardless of its diameter and manufacturer. Provided that it is copper-plated and free of dirt and rust.
If you need to weld stainless steel and (or) aluminum, then you can buy the appropriate wire. Remember that welding non-ferrous metals is only possible in an inert gas environment - argon and has some differences in the choice of welding current and wire feed speed.
There is a wire for welding without the use of shielding gas. Such wire can be called flux-cored or self-shielding. The wire for welding without the use of shielding gas is made using powder metallurgy technologies. There are semi-automatic welding machines designed to work only with it, although they are quite rare on sale.
In this case, welding is carried out with a current of direct polarity - “minus” on the torch and “plus” on the clamp. This wire is more expensive than regular wire, and the welds do not look as beautiful as when welding with conventional wire in a shielding gas environment.
Cylinders for carbon dioxide semiautomatic welding machines
Many imported semi-automatic machines are designed to work with small-sized gas cylinders and have appropriate mounts for them on the rear panel.
These cylinders may contain carbon dioxide, argon, or a mixture of both. Using a carbon dioxide semi-automatic welding machine with such cylinders is very convenient, but not practical. These cylinders are quite expensive.
They have a small volume and quickly become empty.
Therefore, it is best to use standard domestic cylinders for carbon dioxide semi-automatic welding machines with a volume of 40 or 20 liters. They are painted black and contain up to 25 and 12 kg of liquid carbon dioxide, respectively, under a pressure of about 70 kg/cm2.
These cylinders will last for a long time, and there are no problems with recharging them. In big cities there are many companies selling technical gases. There you can buy a cylinder already filled with carbon dioxide. And then just exchange the empty one for the filled one.
Gearboxes for semi-automatic carbon dioxide welding
Gearboxes for semi-automatic carbon dioxide welding machines are sold in specialized welding equipment stores. The purpose of the reducer is to reduce the high pressure of the gas in the cylinder to operating pressure. Suitable for welding work.
The reducer, designed for carbon dioxide, has a black housing and a pressure gauge showing the gas pressure and its flow rate in liters per minute at the outlet. An oxygen reducer will also work. It has two pressure gauges, informing about the pressure in the cylinder and at the outlet of the reducer, and the body is blue. The color of the housing of the reducer used must match the color of the cylinder.
Acid cylinder A, valve B and reducer with pressure gauge D. At the output of reducer E you can see a fitting (ruff) to which an adapter is soldered. B - union nut. G - gas pressure regulator at the outlet of the reducer. F - emergency valve.
The reducer is connected to valve B of the carbon dioxide cylinder through a paronite gasket using a 32 mm spanner nut B. Rotate handle G to set gas pressure (flow). Necessary for the operation of a carbon dioxide semi-automatic welding machine. Rotating the handle clockwise increases the pressure (flow) of carbon dioxide at the output of the reducer and vice versa.
At the output of the gearbox there is a fitting E for connecting a rubber hose with an internal diameter of 6 or 9 mm. The fitting is connected to the gearbox with a 19 mm cap nut and has a cone seal. Some semi-automatic machines have a polypropylene tube and an adapter for connecting it to a thin hose for connecting to the gearbox.
Based on materials from the book “Body repair in the garage. Straightening, welding, putty, painting.” Shkunov I.V.
Carbon dioxide pressure reducer. Adjusting the shielding gas supply
For normal gas welding, the main equipment of the welding station is equipped with devices that provide a decrease and subsequent stabilization of the pressure of carbon dioxide coming from the gas cylinder. In our case, such a device is a carbon dioxide reducer. We'll talk about choosing a good gearbox and its correct configuration.
Design and principle of operation of a carbon dioxide reducer
The carbon dioxide reducer supplies gas at the required pressure, as well as shuts off the CO2 supply valve from the cylinder when welding stops. The design of the unit includes:
- Inlet valve.
- Sealing elements.
- Chamber with a regulating membrane.
- Release valve.
- Upper spring.
- Control spring.
- Connection fitting.
- Frame.
- Two pressure gauges that control the carbon dioxide pressure at the inlet and outlet.
- Shut-off valve.
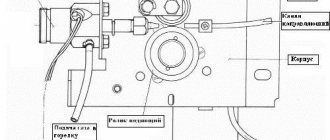
Gas solenoid valve for semi-automatic "Temp", review of semi-automatic "Temp"
It so happened that I became the owner of a TEMP MIG 190R; the semi-automatic is quite reliable, although there are some drawbacks. Let's talk about them.
TEMP MIG 190R
The first significant drawback that was discovered was poor wire feed, or rather unstable feed, the wire stuck, and it was very difficult to weld. The reason for the poor feeding was the plastic housing of the feed rollers; it did not reliably fix the casing along which the wire runs in the sleeve, the casing broke the wire and the feeding stopped. It was possible to cure it by obtaining alignment between the rollers and the casing, so that the wire after the rollers would directly enter the casing without kinks or kinks.
Semi-automatic TEMP
The second drawback, which did not appear immediately, is the flimsy, unreliable burner and the same sleeve, everything was made in China. Having seen and understood the burner, at first I was happy, since it had a built-in, mechanical gas supply valve, which is quite convenient and reliable. But I soon became disillusioned with this valve, since it constantly leaked, and recently it completely refused to shut off the gas. When searching on the Internet, I constantly came across the same sleeves that did not evoke the slightest hope. I decided to buy a sleeve without this valve and 0.5 m longer. To shut off the gas, a shut-off valve special for carbon dioxide was purchased at a cost of $11. The installation was not difficult; only two pieces of thin hose were needed, capable of withstanding a pressure of 0.5 - 1 atmosphere. The joints were sealed with white automotive sealant and crimped with zip ties. The power supply of the solenoid shut-off valve was connected to the power supply of the wire feed motor.
The insides of a semi-automatic
Internals of semi-automatic 2
Feeding mechanism and new sleeve
Valve installed, yellow at top
Everything is ready for assembly
When choosing an electric valve, pay attention to the supply voltage; I have seen shut-off valves with 12V, 24V (I bought one for myself), 220V. The valve works more than properly, after the modification I used 10 kg of wire, the gas on the pressure gauge remains in place. Savings are obvious. I forgot to mention that I have already used about 35 kg of wire, which is quite a lot for practical home use. Among the shortcomings of the solenoid valve, I can only note the sound of its click, which IMHO is of little importance. Also, the first seconds of welding after connecting the semi-automatic machine are not always good, since the gas does not have time to fill all the tubes after the valve.
You may ask the question, well, is the semi-automatic TEMP still suitable for welding body metal? I will answer directly - it will do. Not for professional use, perhaps after some modifications, but you can cook a car with it, especially if the budget for purchasing a welding machine is not high. I understand those people who will say that it is better to take an expensive inverter semi-automatic and cook for pleasure, but people cannot always afford to spend 300 - 400 dollars on buying a branded item. So buy with confidence, take the guarantee and go ahead!
(2 ratings)
olade.ru
How to properly weld with carbon dioxide using a semi-automatic machine with your own hands
To ensure a high-quality seam even on a complex part, you must have certain skills and also follow the instructions.
Follow instructions for a safe and correct welding process
At the initial stage, the main task is to set up the device. Make sure that the source is configured correctly and that the output current characteristic corresponds to the rating data.
For each metal thickness, its own current strength is selected. We should not forget about the electrode feed speed, which is regulated electrically (variable resistance) or mechanically (by replacing gears).
The holder is positioned so that the tip is in the working area. Simultaneously with pressing the “Start” button, it is necessary to “strike” the electrode on the metal to ignite the arc. During the welding process, the tip is moved at the optimal speed without sudden movements, while the welder must constantly monitor its position and tilt.
Fast, slow and normal wire feed and welding speed
In order to thoroughly understand how to properly weld with carbon dioxide using a semi-automatic machine, it is better to first practice on a prototype. Thus, you can select the correct operating mode of the device, select the required electrode supply speed, and determine the optimal gas flow. When the arc becomes stable and the amount of flux is produced according to the norm, you can begin the main process.
Tips for choosing a semi-automatic machine
The quality and efficiency of work largely depends on the choice of machine for semi-automatic welding. Below are the main features that you should pay attention to when purchasing this equipment:
- the higher the power, the thicker parts can be welded;
- inverter devices are much easier to operate;
- It is advisable to choose devices with removable holders;
- the instructions should be convenient and understandable even to a layman.
If you plan to use shielding gas, you should take care to refill the cylinders. For complete information about this process, read the article: carbon dioxide: where to refuel is not an idle question.
You can also watch a video about semi-automatic welding:
You can fill the cylinders with a high-quality protective mixture. A wide range of products will allow you to choose the right gas for different purposes and materials.
Benefits of using carbon dioxide
When working with a semi-automatic machine, it is advisable to use a protective gas, due to which the result is of higher quality. Information about it can be found in the article: welding mixture or carbon dioxide - choosing a shielding gas for welding.
The use of CO2 has undeniable advantages:
- a narrow heat-affected zone allows you to weld even ultra-thin parts;
- The productivity of the device increases several times;
- the arc becomes more stable (compared to welding without shielding gases), and metal spattering is reduced;
- the seam is of high quality, even without additional adjustment of parts;
- carbon dioxide is a more accessible gas than modern welding mixtures.
But CO2 also has a number of disadvantages:
- the arc is not stable enough compared to the use of reliable protective gas mixtures;
- metal splashing still remains large compared to protective gas mixtures;
- the time for the cleaning process increases;
- consumption of filler materials increases.
Quality of seams obtained using carbon dioxide and welding mixture
Sometimes there is no point in using expensive protective mixtures if the work does not require special precision and excellent seam quality. But you won’t be able to make perfect seams, or it will require a lot of effort.
Learning how to properly weld semi-automatically with carbon dioxide is actually not that difficult. Moreover, the use of gas somewhat simplifies the work process, adding stability to it and reducing labor intensity. Of course, refilling a gas cylinder requires additional financial investments, however, in the end, the welder receives a number of advantages that quickly pay for the costs. You can read more about other technical gases in this section.