Wire is one of the most popular types of metal products. It can be steel, copper, titanium, aluminum, zinc, nickel and their alloys. There are both bimetallic and polymetallic wires. It is impossible to imagine electrical engineering without wire - but not only that.
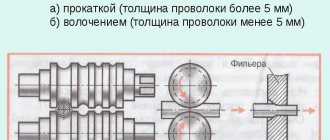
Steel wire is also needed in the production of springs, nails, electrodes, and drills. Although for such purposes it is not even the wire itself that is used, but its semi-finished product - steel wire rod. Let's see how it, and then the wire, is made from solid steel. Actually, wire rod is made in the same way as any other rolled product: the workpiece in the form of a bar (bloom) is heated to a state of “red softness”, and then passed through rollers, which they pull hot metal into wire rod with a cross-section of up to 10 mm. - and then goes to the winding machine, where it is laid in rings.
Responsible Cooling
After this comes the cooling stage of the wire rod. It can be natural (in this case, the wire rod receives the VO marking) and accelerated (UO marking).
Natural cooling produces a softer and more flexible wire rod (and then wire), while accelerated cooling produces a more rigid and elastic one. Industrial fan installations or water flows can speed up the cooling of the wire rod. With the first cooling method, the marking of the wire rod will indicate YO1, and with the second - YO2.
The rapidly cooled wire rod (intended for the production of wire in the future) is cleaned of scale, which should not be more than 18 kilograms per ton on the UO1 wire rod, and no more than 10 kg/t on the UO2 wire rod. Scale is removed either mechanically (then the wire rod is passed through a special descaling machine), or chemically, when the surface of the wire rod is etched with a solution of sulfuric acid with the addition of table salt, trisodium phosphate and other additives.
The chemical method gives a smoother surface, but it is also fraught with the acquisition of the so-called metal. "etching fragility". The mechanical method is safe in this regard, because - but it is less reliable and produces a rough surface.
Resistance calculation
Electrical resistance is of particular importance in situations where the wire is used as a winding for transformers and generators. After all, if the resistance is too high, then in the event of an emergency, the winding may ignite, which can lead to catastrophic consequences.
Resistance formula
To accurately calculate resistance, use the following formula: R = (P x L)/S. It deciphers like this:
- R is the total resistance. We need to find this parameter as a result of calculations (units of measurement - Ohm).
- P is the resistivity of the material. This indicator is a physical constant, and it depends on the type of chemical element. For copper the constant P will be equal to 0.0175 (units - (Ohm x mm x mm)/m).
- L is the total length in meters. The larger it is, the higher the resistance of the conductor will be.
- S is the cross-sectional area in square millimeters. This parameter also affects the final resistance - the smaller it is, the higher the resistance will be.
Please note that the parameter S is usually indicated in the technical documentation, but instead of the cross-sectional area, sometimes only the cross-sectional diameter of the wire is indicated. In this case, it is necessary to calculate the area using the formula: S = (Pi xdxd)/4. This formula is deciphered as follows:
- Pi is a mathematical constant that is approximately equal to 3.14.
- d is the cross-sectional diameter of the conductor in millimeters.
As a result, the resistance of copper wire is measured using two formulas: R = (P x L)/S = (4 x P x L)/(Pi xdxd).
Examples of problems
Let's try to solve a few simple problems:
- Task 1. Determine the resistance of a wire whose length is 100 meters and cross-sectional area is 5 square millimeters. In our problem, the area parameter is known, so we will use the first formula R = (P x L)/S. Let's substitute our values: R = (0.0175 x 100)/5 = 0.35 Ohm.
- Task 2. Determine the resistance of a wire whose length is 500 meters and cross-sectional diameter is 2 millimeters. In this problem the diameter is known, so we will use the second formula R = (4 x P x L)/(Pi xdxd). Let's substitute our values: R = (4 x 0.0175 x 500)/(3.14 x 2 x 2) = 2.78 Ohm.
Nails, bolts and GOST standards
Which method of cleaning wire rod is better? It depends on what they are going to make of it.
For nails, a workpiece with a smooth surface is required, but for the manufacture of fittings, electrodes or bolts, a rough one is also suitable.
In addition, specific defects may form on the surface of the wire rod intended for wire production - burrs or sunsets. Burrs are bulges that will be torn off and “rolled” during further operations (hence the name of another defect - rolls).
The properties of the metal in the wire rod are adversely affected by brewed bubbles - hairs - and “shrinkage cavities”, which occur if the metal was heated too much before rolling and therefore lost some of the carbon that “burned out” during calcination.
To check the quality, the wire rod is subjected to tests, the main one of which is the elasticity test. A quality wire rod can easily withstand a 180-degree bend around a pin that has the same diameter as the wire rod being tested. You can learn more about the requirements for such rolled metal products in GOST 30136–95.
In this GOST, wire rod diameters of 5, 5.5, 6, 6.3, 6.5, 7, 8 and 9 mm are defined as standard and mandatory for all manufacturers. At the request of the customer, metallurgical enterprises can produce wire rod with a cross-section larger than 9 mm, but such orders are quite rare.
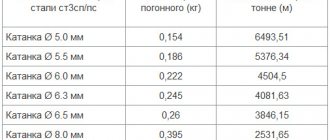
Due to technological features, the production of wire rod with a diameter of 8 mm is the cheapest - it is in greatest demand. Adds 8 mm “caliber”. and ease of calculation:
- one meter of wire rod with a diameter of 8 mm. has a mass of about 400 g (395 g to be precise),
— in a ton of such wire rod there will be 2531 meters (that is, 2.5 kilometers “with a small margin”).
These are very convenient numbers - they are easy to remember, you don’t need to look into special tables.
Types of coatings
Depending on the surface treatment, steel wire can be:
- With polishing;
- With etching;
- With grinding;
- With hood.
Wire that has been fired and galvanized is in great demand. The areas of its application are diverse. Chain-link is made from fired and galvanized wire. It is used for the production of supports used in viticulture. Another area of its application is communication lines. Unburnt wire is also quite in demand. First of all, nails are made from it.
Delivery and labeling
The finished wire rod is wound into coils weighing at least 160 kg. Typically, each coil is a continuous piece, which is marked according to the requirements of GOST 7566. A marking is attached to each coil, which indicates the manufacturer, wire rod diameter, grade and grade of steel, and heat number. However, it is allowed to wind two sections of wire rod into one coil - but only if one section does not exceed 10% of the mass of the coil. In this case, the manufacturer must guarantee the weldability of the products and put two marking labels - one for each segment.
According to the technical conditions TU 14-15-254-91, wire rod according to TU is manufactured in 4 classes:
class VK - high-quality wire rod;
class VD - wire rod with high deformation;
class KK-quality wire rod;
class PD - structural wire rod.
Basic properties of copper wire
To create wire, pure grades of copper are usually used - M3, M2, M1, M0 and higher (that is, grades with a copper content of more than 99%).
Production is carried out in a factory manner, and various ores or recyclable materials are used as feedstock. Based on their structure, there are two main types of wire: soft and hard. The soft one is suitable for engineering applications, while the hard one is often used for decorative purposes.
Properties
- Low material resistivity (P-value is 0.0175). Thanks to this, electric current easily passes through the metal, and the conductor does not heat up.
- Quite high density of copper wire (about 9 g per 1 cubic centimeter). Because of this, the material is light in weight and has a dense structure.
- Corrosion resistance. Thanks to this, the material does not rust or deteriorate during storage.
Where can I get copper wire at home? The wire is part of electric motors and electricity transformers. Therefore, it can be found in any electrical appliances - TVs, hair dryers, irons, vacuum cleaners and so on.
Copper wire is also very often used as a conductor of electrical current, so it can be found in wires and cables. Please note that cable copper is usually covered with a special protective sheath, which is difficult to remove manually. Whereas on transformers and electric motors the winding is in its pure form (insulation in this case is not required for technical reasons).
Wire rod in business and production
Wire rod is considered a semi-finished product, but is quite widely used on its own. Steel wire rod serves as a means of fastening when transporting large-sized cargo by rail. It is also used to fasten load-bearing structural elements and reinforce reinforced concrete (the cheapest 8-mm wire rod is very suitable for this). Products with a thickness of 6.5 mm are used to strengthen brickwork, install lightning rods and make cables used in the construction of cable-stayed bridges. However, the main purpose of wire rod is still the role of an intermediate semi-finished product in the production of nails, welding electrodes, winding springs - and, of course, the production of wire.
Areas of application
- Copper wire for winding various transformers and energy generators. For such purposes, wire of small or medium diameter with a high specific copper content (more than 99.5%) is usually used. Thanks to this, electric current passes through the conductor freely and without delay, which improves the technical and operational characteristics of transformers and generators.
- Creation of cables and conductors of electric current. Copper wire is also widely used to create conductors, since copper conducts electric current very well and heats up slightly during operation.
- For needlework and creating frame structures for decorative purposes. You can make various decorative items - rings, frame products in the form of animals, wicker toys, and so on. Copper craft wire of grades M3 and higher has become widespread in this area. The specific copper content in this case is not too important.
The wire is also used for welding copper and brass products. You need to select the grade of copper depending on the composition of the original parts that will be welded. If the original parts and the welding wire have different compositions, then the quality of the weld will not be very high, which can lead to cracking and damage to the material.
Copper wire welding
Used for welding products and sheets based on copper or brass alloys. Copper wire in this case is used as a substrate from which the weld will be formed. Let's consider the critical points of the main welding methods:
Gas welding
For gas welding of copper, it is recommended to use boron-based flux solutions to quickly remove oxides in order to improve the quality of the weld and minimize the formation of air bubbles inside the weld.
It is necessary to monitor gas consumption depending on the thickness of the alloy. If the thickness of the object is less than 1 cm, then the gas consumption will be 150-160 l/hour. If the thickness of the object is more than 1 cm, then the consumption will be about 200-250 liters.
Welding is recommended to be done with quick but precise movements. Melting should be done like this: first the filler wire is melted - then the edges of the copper objects are melted.
Semi-automatic welding
Semi-automatic welding is recommended to be done in a flux environment to minimize the risk of air bubbles. The optimal wire for welding is M2, although grades M1 and M3 can also be used.
For semi-automatic welding, it is recommended to use a voltage of 30 volts and a current of 300 amperes. Welding is recommended to be done with transverse movements, but without sudden vibrations. Otherwise, air bubbles and harmful oxides may form, which will adversely affect the quality of the weld.
Argon arc welding
This welding method is optimal. By using argon, the risk of formation of oxides and air bubbles is reduced, which makes the seam smooth and solid. For welding, you need to use electrodes based on tungsten alloys. Electrodes on a different base are quickly destroyed and can contaminate the seam. For welding, it is recommended to use reverse polarity current. If the copper product has a large and medium thickness, then a slight heating must be performed before welding. When working with thin products, preheating may not be necessary.
Peculiarities
Modern copper wire looks like similar products made from other metals, similar to a thin string. In such cases, technologists talk about a very small cross-section. Most often, industrial production of copper wire is carried out by hot or cold deformation. There are almost no impurities in its composition; it must contain copper of exclusively pure varieties. The current GOST for copper wire came into force on January 1, 1992.
According to the standard, production must be carried out according to the principles of current technological regulations. The diameters, the level of deviations, the proximity of the wire and rods to the oval shape are standardized. The surface plane of products must invariably be clean and smooth. Not acceptable according to the standard:
- cracks;
- such type of defects as sunsets;
- ruptures;
- rolling films (if the depth exceeds the standard deviations from the diameter).
But here is what may well be present without violating established norms:
- reddened areas remaining after etching;
- coloring in faded tones;
- small inclusions of process lubricants.
It is imperative to remove remaining tensile stresses. This is achieved by annealing at low temperatures or mechanical processing. Removing such defects is a critical component in technology design. Mixing up wire rows and creating bends is not recommended. The tying is carried out in such a way that the density of the rows is not disturbed.
For 100% of skeins, drums or other packaging, only one piece of wire should be used.