To ensure that the process of joining parts into a single whole is not difficult and everything works out the first time, before practical work you need to understand the theory of how semi-automatic welding is carried out in a carbon dioxide environment for beginners. Let's consider the main aspects and essence of this method.
The concept of semi-automatic welding in a CO2 environment
The operating principle for semi-automatic welding in carbon dioxide mode is very similar to the gas welding method with and without gas. That is, you can cook in two ways - using protective gas or not. You can read more about this method here.
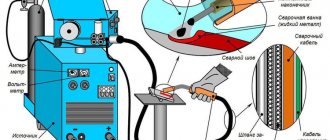
The essence of the method under consideration lies in elementary chemistry. Carbon dioxide (CO2) is supplied under pressure to the welding zone. The welding arc provides a high temperature, due to which a decomposition reaction occurs and the gas breaks down into oxygen (O2) and carbon monoxide (2CO). The decay process occurs according to the formula:
As a result of this reaction, the weld pool is protected by three gases - the initial carbon dioxide and the final reaction products - oxygen and carbon monoxide
Carbon dioxide tends to oxidize with iron and carbon found in the metal. To protect the metal of the product from this process, it is recommended to use wire with a high level of manganese and silicon for the welding machine. These components are more chemically active than iron, so they oxidize first, thereby taking the “blow” and protecting the product. As long as these two elements are present in the welding zone, iron and carbon will not oxidize. Waste, that is, oxides of manganese and silicon, which are formed when exposed to high temperature and oxidation reaction, is a low-melting compound that floats to the surface of the weld pool and crystallizes in the form of slag. This component does not affect the quality of the seam in any way.
For welding in a carbon dioxide environment, one standard 25 kg carbon dioxide cylinder is enough for 15 welding hours. Taking into account the reaction, one kilogram produces almost 500 liters of finished gas. During full operation, the average cost is 10 to 50 liters per minute. But consumption depends on many factors - pressure, type of welding, type of seam, apparatus used, weather conditions, and so on.
This method is called tig welding, that is, this work involves joining metals using electrodes in a protective gas environment. The electrode can be tungsten or graphite.
Purchase: selection and rejection criteria
Purchasing high-pressure (HP) equipment for long-term use, new or used, is not difficult. Difficulties will arise when refilling carbon dioxide cylinders if the buyer does not take into account the restrictions on operation and refilling:
- Refilling cylinders with carbon dioxide is difficult if the filling station equipment is designed for a larger displacement - fire extinguisher refillers will help out;
- Filling small-capacity containers in a garage is possible using a donor cylinder with a high-pressure hose, subject to safety conditions;
- If the certification period is missed, the HP vessel is subject to inspection and certification testing;
It is advisable to purchase gas equipment from reliable suppliers. Used – from manufacturers. They monitor the equipment, document flow is at the level: they will provide the original certificate of conformity, test reports.
Reasons for rejection of gas cylinder equipment relating to all filling categories based on the results of an external inspection:
- shut-off valve malfunction;
- neck thread wear;
- incomplete application of passport data, the next inspection is overdue: the absence or incompleteness of passport information transfers the cylinder to the status of unfit for use;
- the lifespan of the cylinder from the moment of first certification by the manufacturer is 20 years, exceeding the service life is impossible in practice;
- large area and depth of external corrosion;
- dents or bulges;
- cracks;
- risks and sinks with a depth of 1/10 of the thickness of the metal;
- the shoe is damaged or set askew;
- mismatch between color and lettering.
Features and modes of this type of connection
Semi-automatic carbon dioxide welding is great for beginners. The main feature of this method is the use of reverse polarity of direct current. This allows you to hold the arc. If, on the contrary, you use straight polarity, then the risk of arc loss increases, which will negatively affect the quality of soldering.
By working with reverse polarity, electrode splashing can be avoided. If you need to deposit metal, then it is better to use a straight line, and the efficiency will be 1.5 to almost 2 times higher.
The welding modes that are set in the machine settings depend on many factors. Let's look at the table, which describes in detail the possible settings, based on the thickness of the metal from which the workpieces for welding are made.
Studying the data from the table, you can see that the arc voltage directly depends on the diameter of the wire and the thickness of the metal. As the welding current increases, the depth of penetration will increase, which is necessary when working with thick metals. Starting from the burning of the arc, you need to adjust the feed speed of the electrode wire so as not to lose the quality of the seam.
Characteristics of carbon dioxide welding
Carbon dioxide has no taste or smell, and is colorless. In moderate quantities, it does not pose a danger to human health and life, and is not explosive. Its density is 1.98 kg/m3, which means that it is much heavier than air (with a density of 1.2 kg/m3).
It goes on sale in iron cylinders of 10, 20 or 40 liters in liquid and under pressure. Before the welding process, it is necessary to place the cylinder in a vertical position for some time so that all the moisture that is there is glassed. After this, the gas is supplied to the welding zone. An installed reducer with a regulator controls the pressure and gas supply.
Important: before purchasing a cylinder, it is important to clarify the possibility of refueling.
Welding in carbon dioxide can be performed by several types of welding equipment:
- A rectifier is a semi-automatic welding machine, inside which the current is converted from alternating to direct. They are used for all types of semi-automatic arc welding using different electrodes and for joining various metals, except aluminum.
Read also: Steel for combat knives
2. The inverter is the power source for the welding arc. This is a device that can convert electricity from a 220V network into direct current to create and hold an arc. You can learn more about the operating principle and advantages of the inverter here.
How does it work?
For welding and other purposes, propane is needed at much lower pressure, supplied at a constant rate. For this purpose, place the reducer on the cylinder
In the chamber, inside the housing, there is a membrane, adjustable with a screw. It is pressed on one side by the gas coming from the cylinder. When the membrane is displaced under gas pressure, a passage opens into the second part of the chamber, where operating pressure is created.
All gas reducers have a reduction-reducing operating principle. When the pressure inside the container drops to working pressure, work stops.
Based on the operating principle of the membrane, a distinction is made between direct and reverse reduction methods.
With direct reduction, gas from the cylinder enters the first chamber and presses the membrane
Back
During reverse reduction, the membrane is initially open and gas from the cylinder freely flows into the working half of the chamber. After reaching the desired pressure, he presses the membrane and closes it.
On gas reducers for liquefied propane cylinders, the reverse reduction method is generally installed. It provides a stable gas supply at a uniform speed. Setting the required pressure on this design is easier and faster.
Carbon dioxide reducers for semi-automatic machines use direct reduction. The pressure decreases mainly due to the difference in the sizes of the chambers. There is only one pressure gauge on such devices. It shows the outlet pressure. The adjustment occurs by changing the size of the transfer channel.
The oxygen reducer for an oxygen cylinder has two pressure gauges or a rotameter instead of the second one installed at the outlet. They show the pressure in the cylinder and the rate of consumption or pressure in the working chamber.
CO2 welding technology
When everything is ready and configured for semi-automatic gas welding, you can begin. First you need to prepare the metal parts that need to be soldered. The key to a quality seam is preliminary preparation. In order for the material to fuse perfectly, the workpieces must be cleaned of oil, dirt and paint residues. This can be done with a wire brush or sandpaper. After this, the parts are installed in the position in which they will be connected. It is best to make the first seam at low current to see how the workpiece behaves. If you immediately apply a large current, there is a risk of cracks and deformation of parts.
Semi-automatic gas welding can be performed using the following methods:
- forward angle (from right to left) is used for thin sheet metal;
- at an angle back (from left to right) provides deep penetration, but the seam will not be wide.
When the seam is completely ready, you cannot immediately turn off the gas supply, as this is fraught with oxidation. First the wire supply stops, then the current supply, and then the gas supply. Just during this time the seam has time to crystallize. Upon completion of the work, you need to knock the slag off the seam.
Advantages and disadvantages of welding in CO2 environment
Carbon dioxide tig welding is widely used both at home and in various industrial sectors. This is not surprising, because this type of connection has a number of advantages:
- it is possible to connect thin sheet metal;
- you can weld different types of metals, with different characteristics and melting temperatures;
- the electric arc is highly stable;
- the weld pool is reliably protected from oxidation and exposure to negative environmental factors;
- The resulting seam is of very high quality;
- semi-automatic welding technology in a carbon dioxide environment is considered the safest in comparison with other tig methods;
- cost-effectiveness and accessibility. This indicator is due to the fact that 2 is much easier to purchase than mixtures of other gases used for protection during tig welding.
In addition to the advantages, several disadvantages can be noted:
- The quality of carbon dioxide is slightly inferior to other mixtures;
- the device is a little more difficult and longer to clean than after helium, argon or nitrogen;
- Material costs are constantly increasing.
A reducer, in the global sense of the word, is a device that changes any physical indicator, usually in the direction of decreasing or lowering it (reduction).
A welding reducer is a device that is designed to release gas from a nozzle under reduced pressure, since it is highly compressed in the cylinder. Specific pressure indicators depend on the type of gas or gas mixture.
Color coding
Essentially, a reducer is a pressure regulator for a welding mixture. It is a mandatory part of the equipment for semi-automatic welding machines that use the principle of welding in a protected gas environment. At least two gearboxes (each connected to its own cylinder) are used in a gas welding and cutting installation.
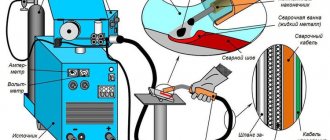
Of course, the best solution would be to choose only a reducer specifically designed for it for a cylinder with a certain gas. There is a strict color coding system:
- blue color with black inscription - oxygen;
- white with red text - acetylene;
- black with blue inscription - technical argon;
- black with white lettering - raw argon;
- black with yellow inscription - carbon dioxide (CO2).
Depending on whether you use gas welding, argon arc welding or carbon dioxide welding, choose the appropriate gearbox.
At the market or in a store, this can be easily done by color - the color of the welding gear matches the color of the cylinder for which it is intended. Blue is for oxygen, black is for argon (also suitable for carbon dioxide), and so on.
How to choose for home use?
Household reducers for propane cylinders are not regulated
To determine the pressure at which the stove or other equipment operates, you should look at the technical data sheet. The adapter is marked on the cover, where, in addition to the pressure output, the date of manufacture and testing is indicated, and there is a manufacturer's stamp.
When installing gas equipment yourself, you should select a frog reducer for a gas cylinder based on the operating value of the gas pressure of the stove or boiler and flow rate. The reduction model got its name from the slightly convex shape of the round body, which gives it a resemblance to amphibians.
A universal adjustable adapter designed for propane can be installed on household equipment. It should be selected according to the pressure or gas flow rate at the outlet. If the equipment is designed for a higher flow rate, it will interrupt operation and the flame will constantly go out.
The reducer for the carbon dioxide cylinder has a different design and is not suitable for long-term operation. Its parts, including gaskets, are made of material that breaks down upon contact with propane.
Is interchangeability possible?
Some types of welding gears are interchangeable, but not all. So, instead of a specialized CO2 reducer for welding, it is permissible to use an oxygen one, but a reverse replacement is absolutely forbidden.
Oxygen is a chemically active substance, a strong oxidizing agent, so special metals and alloys are used to work with them. In addition, oxygen is pumped into gas cylinders under pressure that exceeds the same parameter for carbon dioxide by more than 2 times.
A welding reducer for carbon dioxide screwed onto an oxygen cylinder can last, depending on its quality, from several hours to a couple of weeks. But the sealing membranes, the main structural element, will inevitably be completely destroyed, as a result of which the device will begin to etch.
To avoid erroneous actions by the welder, different threads are made on gearboxes for flammable and non-flammable gases. For flammable - left, for non-flammable, respectively, right.
Similar threads are found in cylinders for cutting and welding. In this case, the oxygen reducer has a right-hand thread. Oxygen does not burn on its own, but supports combustion. It is explosive under certain conditions.
Read also: Deep 500 lathe technical specifications
The oxygen reducer used during welding with a carbon dioxide cylinder faces another threat. Carbon dioxide causes parts in contact with it to freeze to -60 °C. Since the pressure regulator designed for oxygen is not supposed to withstand this operating mode, it will also begin to deteriorate.
Technical requirements
Steel pressure vessels with a volume of 0.4–50 l are used for almost a century
Solid-drawn seamless cylinders of small and medium volume made of structural steel 45D and alloyed 40KhGSA are designed for a working pressure of 15 and 20 MPa for vessels of 50–20 l and 15 MPa for smaller ones, which can be produced with a flat bottom.
The distinctive marking is a yellow enamel inscription “carbon dioxide”, “CO2”, “carbon dioxide” on a black field. The main physical parameters and standard sizes are presented in the table:
| Pressure, MPa | 50 l, Steel 45D/30HGSA | 40l Steel 45D/30HGSA | 20 l Steel 45D | ||||||
| Ø, mm | L, mm | M, kg | Ø, mm | L, mm | M, kg | Ø, mm | L, mm | M, kg | |
| 15 | 219 | 1685/1660 | 71,3/62,5 | 219 | 1370/1350 | 58,5/51,5 | 219 | 740 | 32,3 |
| 20 | 1755/1650 | 93,0/62,5 | 1430/1350 | 76,5/51,5 | 770 | 42,0 |
Vessels of smaller volumes are made of steel 45D, operating pressure 15 MPa
| Ø, mm | 12 l | 10 l | 8 l | 5 l | 4 l | 2 l | ||||||
| L, mm | M, kg | L, mm | M, kg | L, mm | M, kg | L, mm | M, kg | L, mm | M, kg | Ø, L, mm | M, kg | |
| 140 | 1020 | 17,6 | 865 | 13,0 | 710 | 12,4 | 475 | 8,5 | 400 | 7,3 | 108/330 | 3,7 |
The package includes:
- oxygen shut-off valve with right-hand thread, brass;
- rubber safety rings for the cylindrical part;
- rectangular support shoe for stability;
- safety cap made of steel or molded from non-metals.
Cylinders in use undergo periodic re-certification after 5 years, including technical inspection and testing with excess pressure exceeding the working pressure by 50%. Information with the date of inspection is applied with impact stamps to the cleaned neck, framed by a yellow stripe around the perimeter.
This is a “carbon dioxide cylinder passport” with a complete list of information:
- date of issue, recertification;
- Cylinder number assigned by the manufacturer;
- filling capacity;
- process hydraulic pressure;
- steel grade and physical quantities of weight and dimensions.
What to choose
It is believed that for domestic welding conditions - short-term, occasional operations - any device that matches the thread of the cylinder is suitable.
Even a carbon dioxide reducer screwed onto an oxygen cylinder (if gas welding is used) or onto a cylinder for a welding mixture of 80% argon and 20% carbon dioxide can withstand an operation like welding a barbecue for a summer house. Another thing is that later this mechanism will have to be thrown away.
A typical example of such a gearbox designed to work with CO2 is the very well-known and popular among old-school welders UR 6-6.
It is compact, inexpensive, and thanks to the presence of two pressure gauges, it makes it quite convenient to determine the flow rate “by eye.” For household welding, high precision is not needed. One pressure gauge shows the residual pressure in the cylinder, and the second is aimed at demonstrating gas flow - liters per minute.
Oxygen and argon welding regulators are theoretically interchangeable. In this case, oxygen will work worse as the pressure in the cylinder drops to a critical point of about 1 atmosphere.
An example of an argon gearbox for welding is the domestically produced AR-40-2. There is also a truly universal pressure regulator - AR-40/U-30 (argon reducer/carbon dioxide). It will withstand both temperature changes and high pressure.
If there are no financial restrictions, and the volume of welding work is expected to be high, then you should prefer a device not with an additional pressure gauge, but with a rotameter.
The rotameter shows the flow rate of the gas mixture much more accurately, since it works on different principles - it takes measurements in real time. These devices are used by professionals.
For normal gas welding, the main equipment of the welding station is equipped with devices that provide a decrease and subsequent stabilization of the pressure of carbon dioxide coming from the gas cylinder. In our case, such a device is a carbon dioxide reducer. We'll talk about choosing a good gearbox and its correct configuration.
Pressure reducer UR 6-6
The domestic industry produces several types of pressure reducers - BUO-5MG, BUO-5-4, BUO-5 MINI, UR 5-3, etc., but the UR 6-6 brand reducer is considered the most compact and popular. Its features:
- Housing made of a special alloy that is resistant to various thermal and mechanical influences;
- The minimum value of the pressure unevenness coefficient is not higher than 0.3;
- Low pressure to activate the safety valve – 1.2 MPa;
- The presence of two pressure gauges, which facilitates the process of regulating carbon dioxide pressure.
- Increased throughput - up to 6 m 3 of gas per hour.
- Affordable price (up to 1100 rubles, versus, for example, 1700...1800 rubles for a carbon dioxide reducer model BUO-5-4).
The choice of a specific design of a carbon dioxide gearbox for a semi-automatic machine is not considered particularly critical, except for situations where metal has to be welded/cut at low temperatures.
Design and principle of operation of a carbon dioxide reducer
The carbon dioxide reducer supplies gas at the required pressure, as well as shuts off the CO2 supply valve from the cylinder when welding stops. The design of the unit includes:
- Inlet valve.
- Sealing elements.
- Chamber with a regulating membrane.
- Release valve.
- Upper spring.
- Control spring.
- Connection fitting.
- Frame.
- Two pressure gauges that control the carbon dioxide pressure at the inlet and outlet.
- Shut-off valve.
A conventional single-chamber carbon dioxide reducer works as follows. Gas under pressure (which is controlled by a pressure gauge) from the cylinder enters the inlet fitting. Having passed into the chamber, the CO2 flow overcomes the resistance of the spring and presses it down, as a result of which the gas enters the cavity of the chamber. Since its cross-sectional area is significantly larger than the flow area of the fitting, the gas pressure in the chamber decreases. This change is recorded by a second pressure gauge.
Peculiarities
The main function that any gearbox for a semi-automatic machine has is the precise regulation of the pressure of carbon dioxide or other gas supplied to the semi-automatic machine. It is regulated not only in terms of lowering or increasing, but also in terms of stabilization. The gear unit at the welding station contains:
- intake and exhaust valves;
- chambers with adjustable membranes;
- sealing elements;
- upper and control springs;
- fittings for connection;
- outer casing;
- pressure gauges;
- a valve that provides manual opening or closing of the line.
A simple device has one working chamber. Gas from the cylinder moves into the device under pressure set by the inlet pressure gauge. Then it ends up in the initial fitting, and after passing through the chamber, the gas flow meets the resistance of a special spring. Since the pressure turns out to be sufficiently large, the spring is pressed off, and the free flow of the jet into a special cavity begins. The cross-section of the chamber is many times larger than the diameter at the inlet to the fitting, and therefore the second pressure gauge registers the reduction in pressure.
A special screw allows you to adjust the tension of the main spring. It adapts to the initial balloon pressure. The control spring goes down at the same time as the diaphragm. Therefore, the gas flow can freely flow to the shut-off valve. Next it goes to the burner. The gearbox diaphragm is made of oil-resistant rubber and is precisely positioned in relation to the outlet.
Gradually, the pressure inside the balloon decreases. As a result, the upper spring may drop, adjusting the cross-sectional area of the inlet passage. The gearbox can also be controlled manually. To do this, the screw is screwed in or out in a certain way.
You just need to focus on the current parameters given by the pressure gauge.
Adjustment
The tension of the main spring is adjusted using an adjusting screw, depending on the initial gas pressure in the cylinder. The control spring lowers with the diaphragm, opening an opening for carbon dioxide to pass under reduced pressure to the shut-off valve. From there, the gas flow moves through the hose to the burner. The membrane of the carbon dioxide reducer is made of oil-resistant rubber and ensures its precise positioning relative to the outlet. As the gas pressure in the cylinder decreases over time, the upper control spring can drop, changing the flow area of the inlet valve. The carbon dioxide reducer also allows manual control of the gas flow; to do this, simply unscrew/screw in the adjusting screw, depending on the current readings of the pressure gauges.
The constant pressure in the reducer chamber is ensured due to the fact that when the gas pressure coming from the cylinder decreases, the membrane moves upward, compressing the return (upper) spring, and when the pressure increases, it moves down. The outlet pressure remains stable due to a corresponding change in the flow area of the shut-off valve.
To ensure the resistance of the membrane against sudden excess of gas pressure (which can cause the membrane to rupture), carbon dioxide reducers are equipped with a safety valve. It is triggered when the inlet fitting for some reason loses its seal and begins to let an increased volume of carbon dioxide from the cylinder.
Gearbox with rotameter
Increased functionality (compared to gearboxes) is provided by carbon dioxide flow regulators with a rotameter. Unlike traditional pressure gauges, for which the flow rate must be set depending on the current pressure, rotameters show the flow rate immediately. Universal flow regulators, which include rotameters, greatly facilitate the work of the welder and allow optimizing the consumption of carbon dioxide during welding. The issue price is from 1800 to 2000 rubles. The technical characteristics of the regulators - flow, pressure, temperature range of use - must correspond to the required welding modes.
Regulators differ from conventional gearboxes in the following ways:
- If in gearboxes the outlet fitting is connected directly to the main line, then the regulator is equipped with a special damper that throttles the flow of CO2, depending on the gas pressure in the cylinder.
- The hole in the throttle is calibrated, which increases the accuracy of flow adjustment. Therefore, most models of regulators are equipped with one pressure gauge, the readings of which are set not in pressure units, but in flow units.
- Some regulators provide built-in electric gas heating. This allows welding to be carried out at subzero temperatures, and increases the accuracy of determining the actual gas flow rate (in gearboxes, the flow rate, as a rule, cannot be adjusted to a different value).
- Regulators for semi-automatic machines can be installed not only on a cylinder with liquefied carbon dioxide, but also on so-called mixed cylinders, which contain a mixture of carbon dioxide with an inert gas, in particular argon (in a ratio of 1:4).
When choosing the standard size of a carbon dioxide gearbox, pay attention to such design features as the design of the adjusting screw and the presence of a captive thread on it (otherwise you can unscrew the seat), as well as the presence of an additional shut-off valve. The quality of the gas is also important: food-grade carbon dioxide has low humidity, so the inside of the cylinder does not rust.
Source
Design versions
Sizes and characteristics of devices must comply with the requirements of GOST 13861-89, ISO 2503-83 and GOST 12.2.052-81. Classification of carbon dioxide reducers can be made according to the following parameters:
- According to the number of working chambers. The predominant number of such devices are of the single-chamber type, however, to improve the stability of operation in conditions of low outside temperatures, double-chamber gearboxes are also produced. The working chambers in such devices are located sequentially.
- According to working conditions. There are ramp, network and balloon reducers. Ramp ones are intended for operation in multi-post areas, and network ones are powered by a stationary network laid from the carbon dioxide station of the enterprise. For the operation of individual posts, cylinder carbon dioxide reducers are designed, which are designed for lower specific gas consumption and a limited range of operating pressures.
- According to the principle of opening/closing the inlet valve, reducers for a carbon dioxide cylinder can be direct or reverse acting. The operating principle of the second type of gearbox is discussed above, and in direct-acting gearboxes all changes in flow and pressure occur in the reverse order. Such gearboxes are less convenient to use and therefore are used much less frequently.
Read also: Cutter for planer
Design
There are two types of designs: direct type device and reverse type device. In a direct type device, the gas coming from the cylinder presses on the valve from below and opens it. If the outlet pressure is lower than the operating pressure, the membrane bends and opens the pressure-reducing valve, supplying gas from the cylinder. To regulate the pressure, you must rotate the adjusting screw.
In reverse type devices, adjustment is carried out both by opening the valve and by bending the membrane. To monitor the gas pressure in the cylinder and at the outlet of the device, it is recommended to install two pressure gauges. Reverse type devices are characterized by the fact that their operating pressure increases as the gas in the cylinder is consumed.
KEDR GC produces and sells the time-tested carbon dioxide reducer UR-6 and its improved version KEDR UR-6-6m. They belong to single-stage direct-type bladder reducers and consist of the following elements:
- valve;
- saddles;
- damping chamber;
- metal membrane;
- tuning springs.
The devices provide a working pressure of 0.6 MPa and have a throughput capacity of 6 m3/hour. You can get acquainted with the characteristics, order and buy carbon dioxide reducers on the website of the manufacturer KEDR in Moscow.
What is the difference between an oxygen reducer and a carbon dioxide reducer?
The designs of carbon dioxide reducers are very similar to oxygen ones, and differ mainly in the methods of connection to the valves, and - sometimes - in the absence of a second pressure gauge. Therefore, the question often arises: are oxygen and carbon dioxide reducers interchangeable?
Much higher performance requirements are placed on the oxygen reducer. They are due to the fact that, unlike CO2, oxygen is not liquefied, and therefore is in the cylinder under much higher pressure (up to 200 atm versus 70...80 atm for liquefied carbon dioxide). Therefore, when oxygen enters the carbon dioxide reducer, the sealing membranes will gradually destroy. Therefore, the carbon dioxide reducer is not used to supply oxygen (reverse replacement is acceptable).
The gearboxes also differ in the possibilities of connection options to the cylinder. The carbon dioxide reducer can be connected using a clamp rather than a union nut, since CO2 does not have fire or explosion properties in case of leaks.
To improve the purity of the gas entering the reducer, cleaning filters are often included in the inlet valve design. The presence of a filter reduces the risk of gas venting back into the cylinder, where it can form a surface cushion over the liquefied gas.
Scope of application
When using bottled carbon dioxide, you cannot do without a reducer. Most often it is used in the following cases:
- gas shielded welding;
- in the chemical industry;
- for carbonating products in the food industry and serving beer;
- to neutralize alkalis (carbon dioxide);
- in agriculture to accelerate plant growth;
- in paper production
Sometimes, in the absence of a carbon dioxide reducer, questions arise about its possible replacement with an oxygen one. They are really very similar in size and in the presence of two pressure gauges. But we categorically do not recommend replacing these gearboxes with one another. And although they differ externally only in color, in essence they are completely different devices. The pressure gauge at the inlet of the oxygen reducer is designed for 25 MPa, and for the carbon dioxide reducer it is only 15 MPa. At the output, respectively: 16 MPa and 1 MPa. The safety valves also have different settings: 9 – 10 atmospheres for carbon dioxide and 16.5 – 18 for oxygen.