Annealing is one of the main heat treatment operations designed to obtain certain properties of steel. It can serve as an intermediate step or perform the functions of the final technological process. Goals achieved using various types of annealing: reduce hardness, obtain a homogeneous structure convenient for subsequent machining operations, relieve internal stresses. Depending on the heating temperature, time and holding conditions, two main types of annealing are distinguished – types I and II, which, in turn, are divided into subtypes.
Annealing of steels of the first type - purpose, types, heating temperatures
Depending on the heating temperatures and the initial state of the alloy, during various types of annealing of the first type, processes of homogenization, recrystallization, elimination of residual stresses, and reduction of hardness occur. All these processes take place when alloys are heated both above and below the temperatures at which phase transformations occur. The main goals achieved with this type of heat treatment are the elimination of chemical and physical heterogeneity that occurs after welding, cutting, pressure treatment, and hardening.
Homogenization (diffusion) annealing
This type of heat treatment is used for alloyed ingots. It allows you to reduce dendritic or intracrystalline heterogeneity, which increases the susceptibility of the metal to negative phenomena during pressure treatment, including:
- brittle fracture;
- uneven properties in different directions;
- layered fracture;
- cracking;
- decrease in plasticity and viscosity.
Diffusion process mode:
- heating to high temperatures (up to +1200°C), at which the characteristics of the alloy structure are leveled in all directions;
- exposure – 15-20 hours;
- rapid cooling of the workpiece to 800-820°C, and then slower cooling in air.
As a result of the homogenization thermal process, coarse grains are obtained, which are crushed by further pressure treatment or heat treatment.
Recrystallization annealing of steel
This type of heat treatment is used on steel blanks or semi-finished products after cold working or between such operations. It consists of heating to temperatures exceeding the temperatures of recrystallization processes, holding and cooling. The operating temperature is determined by the carbon content in the alloy:
- 0.08-0.2% C–+680…700°C. Such steels are subjected to stamping, rolling, and drawing.
- High carbon alloy steel – +680…740°C. Usually these are calibrated rods made of chromium-containing nickel-free and chromium-nickel grades. Exposure – 0.5-1.5 hours.
To relieve stress
This type of heat treatment is used for castings, welded products, and workpieces after cutting, in which residual stresses appear as a result of non-uniform cooling and plastic deformations. Residual stresses provoke a number of negative consequences, including changes in dimensional parameters and deformation processes during storage, transportation and operation of products.
The stress relieving operation is carried out in the following temperature ranges:
- Lead screws, gears, worms: +570-600°C, holding for 2-3 hours after the main machining, +160…+180°C, holding for 2-2.5 hours after finishing measures carried out to relieve stress after grinding.
- Weld stress relief treatment: +650-700°C.
Residual stresses also decrease during recrystallization annealing, during which phase transformations occur.
Annealing of steel blanks is used for
The range of metal products is huge and in each case certain, often specific qualities of the material are required. The manufacturer is not able to provide a complete list of brands.
Metallurgical enterprises offer raw materials that meet GOST, which are subsequently refined in manufacturing plants. One of the key operations is steel annealing. At this stage, the metal acquires the necessary technical properties for subsequent processing.
To understand what steel annealing is, you need to understand why it is done and what processes occur during this process.
Annealing steel
Why is heat treatment of metal necessary?
The operation is carried out to improve the technological qualities of raw materials. The key factor is the annealing temperature of the steel, which must be maintained for a certain time. In this case, the following goals are achieved:
- Reduced hardness. Quality indicators after processing can significantly reduce labor costs and reduce operation time using a wider range of cutting tools.
- Improvement of microstructure. Under the influence of high temperature, significant changes occur at the molecular level over a certain period of time. The resulting homogeneous steel structure after annealing is optimal for subsequent mechanical and physical operations.
- To relieve internal stress. During primary processing at metallurgical enterprises, an imbalance in the crystalline structure occurs in the metal. By correctly selecting the types of steel annealing, the required characteristics of the metal for a particular case are achieved.
Sometimes incomplete annealing of steel is sufficient to obtain the required technological conditions. Depending on the desired quality characteristics of the metal, complex and time-consuming modes can be used.
Complete annealing of steel can take more than a day for large products.
Most of this time is occupied by heating to the desired temperature and slow cooling, regulated by the type of heat treatment at a given standard.
The steel annealing mode is described in detail in specialized literature. Some operations require adherence to a time regime and precise temperature, down to several degrees.
If you have a muffle furnace, then the procedure can be performed efficiently. When such equipment is not available, it will be difficult to accurately carry out certain types of heat treatment.
You will have to navigate solely by the color of the hot metal.
Heated steel colors
You can anneal steel at home using a simplified procedure. It is definitely not possible to control the temperature of an object heated by a gas burner. It is possible to regulate the heating and cooling modes of the metal only approximately.
When processing steel at home, it is impossible to do a structural analysis. The temperature of incomplete annealing is determined only visually. The goals in domestic conditions are to reduce the strength and increase the workability of the product.
The microstructure of steel changes after annealing and further operations can be carried out.
Types of annealing
It is customary to divide this operation into two main types. Annealing of steel can be of the 1st and 2nd type. In the first case, phase recrystallization does not occur, but the metal acquires the desired qualities. The consequences of mechanical processing of metal in rolling mills and dies are eliminated.
Hardening of the steel surface after physical impact at a metallurgical plant is called cold hardening.
The main purpose of annealing steel of the 1st type is to reduce strength and increase ductility necessary for further processing. Partial recrystallization reduces internal stresses, which makes products more reliable and durable.
Annealing of type 2 steel is characterized by dramatic changes in the structure. Phase recrystallization is achieved by heating the metal above critical points and precisely implementing the cooling regime in temperature and time. These types of annealing and their purpose are determined by production tasks to obtain the necessary qualities of the metal.
Critical temperatures are a serious risk factor. In some cases, for example, when burned, irreversible changes in the structure occur. This metal is sent for smelting.
Heat treatment, annealing and normalization of steels is a complex process that makes it possible to obtain products from initial raw materials that meet the requirements of manufacturers of final products according to the specified characteristics.
Full, partial annealing
Heat treatment is used to achieve the required qualities of the metal. The purpose of steel annealing is defined as obtaining specified technological properties. They can be both general and quite specific.
Thus, incomplete annealing of hypereutectoid steel is acceptable in the manufacture of structural elements, but in the production of parts with specified characteristics it will be insufficient. Changes in the metal structure in both types of processing are different. Not only the annealing time of the steel plays a role, but also the temperature.
An important factor in successfully solving the problem is the cooling mode.
Complete annealing of steel
When steel is not completely annealed, the temperature does not reach the upper critical point. The requirements for cooling time are also less stringent. When performing complete annealing of steels, the metal is heated above the critical point.
Then the specified time is maintained and the cooling schedule is accurately followed. When heat treatment and annealing, it is important to take into account the grade of raw materials, hardness, and chemical composition, since the technology and modes are determined by GOST standards.
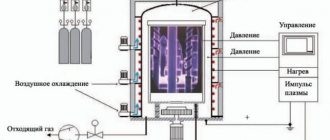
Isothermal annealing
This type of processing is mainly used for alloy alloys. Isometric annealing of steel involves heating the metal to an austenitic state, followed by accelerated cooling to 660-680° C. Then the workpiece is kept at this temperature until the austenite turns into pearlite. After this, the metal is cooled in air naturally.
This is the fastest and most effective way to increase the ductility of metals with high chromium content.
High-temperature annealing of stainless steel and some other structural and tool alloys is done in this way. This technology makes it possible to reduce the hardness of alloyed materials to a level that allows the workpiece to be effectively processed later on metal-cutting equipment.
Isothermal annealing is characterized by a special cooling method. For a given time, the material is maintained at the temperature specified in the standards at one level, and does not drop gradually, as in other processing options. The formation of a homogeneous structure occurs due to the complete decomposition of austenite and the transformation of ferrites and pearlites. Heat-resistant alloys are processed in this way.
This technique is effective for processing small products, stampings, and tool blanks.
Isothermal annealing has a short technological cycle, but is quite effective for solving many production problems.
Diffusion annealing
According to industry norms, this type of heat treatment can be classified as extreme. The metal is heated to the highest possible temperature, exceeding critical points. The technology is often used for alloys with complex and low-melting compounds.
At the same time, the structure of hypereutectoid steel after annealing becomes less hard and much more ductile, which allows the use of a wide range of techniques for further processing.
The method requires full control and adherence to technology, since there are high risks of overheating and burnout, which can lead to partial or complete loss of the necessary qualities and such metal will be unsuitable for further operations. The exact temperature for complete annealing of hypoeutectoid steel and other grades of metal is available in special reference books.
Diffusion annealing of steel
Properly performed heat treatment allows you to obtain:
- equilibrium chemical composition;
- grain growth;
- dissolution of excess phases;
- education, pore growth.
The last point is a side effect, refers to defects and during production they try to avoid the occurrence of this phenomenon. The technology of steel annealing using this method requires skills and knowledge, understanding the difference between individual types and grades of metal.
Recrystallization annealing
A technique that allows you to get rid of many undesirable qualities of metal. Recrystallization annealing of steel is carried out in order to remove cold hardening and other consequences after certain mechanical operations. The technology is used to process:
- sheet metal;
- wires;
- rods;
- pipes;
- stamping.
After recrystallization annealing of steel, the metal acquires the necessary characteristics to obtain products with the specified qualities.
The choice of technology is determined by the chemical composition. During the procedure, the material is heated to values exceeding the crystallization temperature by at least 100-200 ° C. The necessary properties appear to varying degrees depending on the type of treatment. More often, full annealing is used. At the same time, structural changes are more significant. In some cases, incomplete annealing is sufficient.
Temperature zones for recrystallization annealing
Features of annealing various types of steel
All thermal operations with metal are carried out in strict accordance with the prescribed requirements for each grade. The determining value is the content of carbon and other metals in the alloy. The factor influencing the hardness after annealing of steel is the holding time in the furnace and the cooling mode.
What is annealing
Annealing is one of the methods of heat treatment of metal and steel. It is based on heating to a very high temperature. That is, the metal is heated to the required temperature depending on the purpose and method, maintained in this state for some time, and then gradually cooled.
Annealing can be carried out in a wide variety of cases. For example, we can consider the most basic ones. It is usually carried out for the following purposes:
- to reduce the internal tension of the metal that may arise as a result of forging, other impact on it, or processing;
- to increase the mechanical properties and strength of the metal;
- to give uniformity to its structure;
- to improve ductility, which is very important during processing;
- to increase the level of resistance and impact strength, etc.
Types of features
Depending on the purpose and purpose, annealing can have the following varieties:
- complete and incomplete;
- recrystallization;
- diffusion;
- isothermal;
- spheroidization;
- normalization, etc.
Let's take a closer look at some of them.
Full Annealing Technology
Full annealing is carried out in order to refine the grain and improve the quality of processing using the cutting tool, as well as to eliminate internal tension. It affects products made from a hypoeutectoid alloy or steel, which contains carbon in an amount not exceeding 0.8%. These products include forged and cast parts.
As for the technology: the product is subjected to heating, which reaches a critical point of approximately 20-50 degrees, designated A3. Then it is kept in this state for as long as necessary and slowly cooled.
The heating temperature is determined depending on the type of steel using the state diagram. For each type of steel, there are certain temperature values at which the required degree of heating is achieved.
These values can be found in the reference tables.
The cooling time is also dictated by the structure and composition of the steel, for example, carbon steel products are cooled at 180-200 degrees per hour, low-alloy steel parts are cooled at 90 degrees per hour, high-alloy steel, if it is fully annealed, is cooled even slower - 50 degrees per hour. hour. Since products made of high-alloy steel are often subjected to another type of heat treatment, isothermal, however, there are exceptions.
As a result of complete annealing, the heterogeneous structure of carbon and hypoeutectoid steel, consisting of large and small grains and often not satisfying in its mechanical properties, becomes homogeneous and pliable for processing. It is for these purposes that complete annealing is carried out.
Features and purpose of incomplete annealing
If complete annealing is intended for products that do not meet any requirements, then incomplete annealing is carried out on the same objects with more or less satisfactory mechanical properties.
That is, as a result of incomplete heat treatment, only the pearlite structure of the metal will change, while the ferrite structure will remain unchanged. “Perlite” translated from French means “pearl”; it is part of the structure of steel, cast iron and other iron-carbon alloys.
Pearlite consists of ferrite and cementite, forming a eutectoid mixture. In other words, the main goal is to make the steel as soft and ductile as possible.
Technologically, the process of incomplete annealing differs in the degree of heating; in this case, it reaches a critical point 30−50 degrees higher to A1. The heating temperature reaches 770 degrees, gradual cooling occurs at a rate of 60 degrees per hour: first in the oven to 600 degrees, and then in the open air.
This heat treatment is also used for hypereutectoid and alloy steels. It heats up to the critical point Ac1, which exceeds it by 10−30 degrees. As a result of such heating, recrystallization of the alloy occurs, which, in turn, contributes to the formation of a spherical pearlite. This process is also called spheroidization.
Recrystallization and diffusion
- Recrystallization annealing is carried out to restore the crystal lattice damaged as a result of steel deformation.
Deformation leads to hardening, which is accompanied by a decrease in ductility; the steel becomes very hard, making it impossible to process. The deformed steel is heated to 650-680 degrees, as a result of which ferrite and pearlite grains, which are in an elongated state towards the deformation, are distributed evenly, restoring the crystal lattice and restoring the steel’s ductility and softness. - Diffusion annealing is carried out in order to level out structural homogeneity at the chemical level, that is, at the atomic level.
Such a need may arise during the solidification of cast ingots, otherwise this effect is called dendritic segregation. Homogenization, or diffusion annealing, eliminates dendritic segregation by moving impurity atoms from a part with high accumulation to a part where there is a lack of them, thus leveling the chemical structure.
In order for this process to proceed successfully, heating is carried out at very high temperatures, with longer holding times and slow cooling, unlike the types discussed above. That is, these are temperatures exceeding 1000 degrees, the exposure duration is more than 12 hours.
Purpose of isothermal annealing and normalization
Isothermal annealing is used for high-alloy and high-chromium steels. Its peculiarity lies in heating the metal 30-50 degrees above the critical point Ac3 and in accelerated cooling to a holding temperature below the critical point A1, and then in natural cooling in the open air.
This type provides several visible advantages, the first of which is time, that is, the entire process - from heating, holding to cooling - takes much less time than the stage of cooling the part together with the furnace. The second advantage is that with isothermal holding and sudden cooling, a smoother and more uniform structure across the cross-section of the part is achieved.
- Normalization . The normalization process is carried out as an intermediate before processing and hardening in order to eliminate work hardening and internal stress. Hypoeutectoid steel is heated to the critical point Ac3 30–50 degrees higher, and is gradually cooled in the open air. Moreover, in contrast to annealing, during normalization, supercooling occurs, due to which a more uniform, fine and fine-grained structure is achieved.
- Consequences of normalization . The strength and toughness of steel is significantly increased. Normalization is much faster than annealing, and its performance is much higher. Therefore, it is recommended to normalize steels containing carbon rather than anneal them.
The main types of heat treatment of steel: annealing, hardening, tempering and normalization
To impart special properties to steel blanks, heat treatment is performed. The technology depends on the final parameters and properties of the metal, its quality. The choice of the type of heat treatment is influenced by the grade of steel and the required performance characteristics of the final product.
Types of annealing
The essence of the process is to heat the metal product and then slowly cool it. As a result, the viscosity index improves and chemical and structural homogeneity is achieved. Heat treatment by annealing has a negative effect on the hardness of steel.
Depending on the required qualities of the product, the following types of annealing are performed:
- Diffusion. The purpose of processing is to reduce the chemical heterogeneity of the composition. First, the steel is heated to a temperature of +1150°C and the workpiece remains in this state for 10-15 hours. Then slow (natural) cooling is performed.
- Full. It is performed for stamping products or blanks made by casting or forging. The goal is to form a fine-grained structure. The steel is heated to a temperature exceeding the critical upper point by +50°C. Then slow cooling occurs at a rate of no more than 75°C (for alloyed grades) or +200°C (for carbon grades) per hour.
- Incomplete annealing. Heat treatment is used to reduce stiffness and relieve structural stress. The technology is similar to that described above, with the exception of the maximum temperature value. It should not exceed +750°C.
- Isothermal. It is relevant only for alloy steels. The exposure temperature is 20-30% higher than the critical point. Differences from full annealing are rapid cooling to +600°C. The technique is used for rapid processing of steel workpieces.
Annealing of the second kind – processes with phase recrystallization
Annealing of the second type is carried out only at temperatures above the threshold for the onset of phase transformations. Varieties - complete, isothermal, incomplete.
Full
Complete annealing consists of heating above the critical temperature A3 (the end of recrystallization), holding until phase transformations are completely completed, and slow cooling. When heated to temperatures exceeding point A3 by 30-50°C, the steel, after complete annealing, acquires a single-phase austenitic structure with fine grains, providing increased toughness and ductility. At higher temperatures, the austenite grain increases in size, which reduces the characteristics of the semi-finished product.
The heating temperature and holding time in high-temperature conditions are determined by the type of workpieces, the method of placing them in the oven, and the height of the charge. To protect steel from oxidation and decarburization, annealing is carried out in protective atmospheres.
The cooling rate is determined by the chemical composition of the steel. The greater the stability of supercooled perlite the metal exhibits, the slower it needs to be cooled. Therefore, carbon steels are cooled at a rate of 100-150 degrees per hour, and alloy steels are cooled much more slowly - at a rate of 40-60 degrees per hour. After the decomposition of austenite in the ferritic region, cooling can be more intense. It can be implemented even in air. If the purpose of this type of heating is to relieve stress in parts of a complex configuration, then slow cooling in the furnace is carried out until normal temperatures are reached.
Full annealing is usually used for long products, shaped castings, and forgings made of medium-carbon steels.
Isothermal annealing
With this type of heat treatment, heating is carried out as for complete annealing. The difference between the process is rapid cooling to temperatures below the critical point A1, usually +660...680°C. At the temperature to which the steel was quickly cooled, isothermal exposure is carried out - up to 6 hours, during which the austenitic structure completely disintegrates. At the next stage, the semi-finished products are cooled in air.
The advantage of the isothermal process compared to the full one is the reduction in the operation period. This is especially true for alloyed grades. Another advantage is obtaining the most uniform structure over the entire cross-section of the workpiece. Workpieces that are planned to be processed by cutting are annealed at temperatures of 930-950°C, which ensure a slight coarsening of the grain and improved processing by the cutting tool.
Most often, isothermal annealing is applied to: forgings and small-sized rolled products made from alloy grades. For large cages (from 20 tons), isothermal annealing is not used, since in certain areas of the cage transformations are carried out under different temperature conditions.
For medium carbon spring steel with a carbon content of 0.6-0.9% C, a specialized isothermal treatment called patenting is used. This process serves to prepare the wire for multi-stage reduction during cold drawing.
The first stage is heating the workpieces to temperatures at which complete austenitization of the structure occurs (approximately +900°C), the second is immersion in salts with temperatures in the range of +450...+600°C.
The sorbitol or thin-plate troostite structures formed after such treatment provide:
- the possibility of significant compression during broaching;
- absence of breaks during cold deformations;
- high strength after finishing drawing.
Partial annealing
With incomplete annealing, metal products are heated slightly above the critical temperature A1. This type of heat treatment improves the cutting processing of semi-finished products from hypereutectoid (with a carbon content of more than 0.8%) alloy and carbon steels.
Stages of partial annealing in hypereutectoid steels:
- Heating to temperatures above point A1 by 10-30°C (usually +750...770°C). Provides almost complete recrystallization of the structure. During this process, the lamellar ferrite becomes spheroidal in shape. Therefore, this operation is often called spheroidization.
- Cooling to 600°C at speeds up to 60°C/hour. The more alloying additives in the steel, the slower the cooling should be.
- Cooling in air from +600°C to normal temperature.
Normalization annealing
Normalization (normalization annealing) is considered an intermediate process between hardening and annealing, since it allows one to obtain less fragility of the metal than with hardening and greater hardness than with other types of annealing. Therefore, normalization is a process widely used for the manufacture of mechanical engineering parts.
Normalization is often performed with rolling heating. Heating temperatures:
- hypoeutectoid steels - up to temperatures exceeding A3 by 40-50°C;
- hypereutectoid steels – 40-50°C above the Am point.
Next, a short holding period is carried out, during which phase transformations are completed, and cooling is done in air.
Normalization is accompanied by complete recrystallization and refinement of the structure formed after casting, forging, rolling, and stamping. For low-carbon steels, normalization is in demand instead of annealing in order to obtain increased hardness, improve cutting performance, and surface quality. For some alloy grades, normalization with air cooling replaces the quenching process. Heating for normalization of hot-rolled bars is often carried out with high-frequency currents.
Heat treatment of parts
Today we will talk a little about the methods that metallurgists use to improve the quality of workpieces.
After creating a workpiece using injection molding, the metal structure has some defects that need to be eliminated to improve its performance properties and facilitate further turning and milling work (you can read more about them here). As a rule, heat treatment methods are used for this, which may differ depending on the metal from which the casting is made.
Methods of heat treatment of steel blanks
Steel billets after casting usually turn out to be coarse-grained and have multiple internal stresses, which negatively affects the quality of the metal and can lead to deformation of the entire workpiece. To improve the mechanical properties of steel castings, they are subjected to heat treatment using annealing or metal normalization methods.
Annealing of a steel workpiece can be complete, incomplete, or diffusion.
Full annealing is used to improve the performance of carbon and alloy steels. It involves heating the workpiece to a temperature 20-40 degrees above the Ac3 point (its value, depending on the composition of the steel, is contained in the relevant reference books) and subsequent slow cooling along with the furnace.
Carbon steel must be cooled at a rate of 180-200 degrees per hour, low-alloy steel - 90-100 degrees per hour, and high-alloy steel - 50 degrees per hour. The result of the full annealing procedure is grain refinement and a noticeable softening of the metal.
In the future, such a workpiece will be much easier to process mechanically.
Incomplete annealing has a slightly less effect on the structure of the steel. It is used to relieve internal stresses in steel and simplify machining.
In this case, incomplete annealing only changes the structure of pearlite. The structure of ferrite remains unchanged.
To process a steel workpiece using the partial annealing method, it must be heated to a temperature slightly above the ACl point.
Diffusion annealing is used to eliminate chemical heterogeneity in steel, which sometimes occurs when the workpiece hardens.
To do this, it must be heated to a temperature of 1100-1200°C and held at this level for 10 to 15 hours.
As a result of diffusion annealing, large grains are often formed in the steel structure, which must be additionally eliminated by complete annealing.
Normalization of a steel billet involves heating it 30-50°C above the upper critical points AC3 and Ast and maintaining it at this level. After this, the steel is cooled at normal room temperature.
The normalization method, like annealing, eliminates internal stresses in the structure of the steel workpiece and improves the mechanical properties. At the same time, steel after processing by the normalization method has greater strength and toughness compared to annealed steel.
This heat treatment method is most effective when working with medium carbon and low alloy steel.
Methods of heat treatment of cast iron blanks
Cast iron blanks immediately after casting are also characterized by internal casting stresses and increased hardness. In addition, cast iron must be heat treated to stabilize the part size and increase wear resistance.
Depending on the purpose and chemical composition of cast iron, the following methods are used:
1. Low temperature annealing.
The goal is to relieve internal stress.
Processing temperature – from 500 to 700ºС.
Duration – from 3 to 10 hours.
The result is that the mechanical properties of the cast iron alloy remain virtually unchanged, and internal stresses are reduced to a minimum.
2. Graphitizing annealing.
The goal is to reduce the hardness of the alloy and improve machinability by mechanical action.
Processing temperature - 680-750ºС.
The result is partial spheroidization of the eutectoid cement, which leads to a decrease in hardness.
3. High temperature annealing.
The goal is the graphitization of primary carbides in bleached or half-bleached cast iron.
Processing temperature – 900-960ºС.
Duration – after reaching the required temperature, a slow cooling process begins (up to 300ºC).
The result is a pearlite structure of the alloy, achieving optimal hardness and strength of the workpiece.
4. Normalization.
The goal is to increase wear resistance and improve the mechanical properties of the alloy.
Processing temperature – 850-950ºС.
Duration - after heating to the desired temperature, cooling together with the furnace occurs at room temperature (up to 500ºC).
The result is an increase in the amount of fixed carbon in the alloy, obtaining a pearlite metal base.
5. Quenching and tempering.
The goal is to increase the hardness and wear resistance of malleable and high-strength cast iron alloys.
Processing temperature - 880-930ºС. Then the workpiece is cooled in oil and tempered to 400-600ºС. Subsequent cooling occurs naturally.
Annealing on granular pearlite
To obtain the structure of granular pearlite, pendulum annealing is carried out, after which eutectoid and hypereutectoid steels provide good machinability, the speed of the cutting process increases and the surface quality improves. This type of T/O is suitable for thin sheets before cold stamping and rods before cold drawing. The result is improved plastic properties.
The pendulum annealing mode consists of several heating cycles above the critical point A3 with slow cooling to +670...+700°C. Three such cycles make it possible to obtain a structure with 100% granular perlite. Final cooling is in air.