Welding stainless steel with a semi-automatic machine can be quite difficult not only for a beginner, but also for an experienced specialist. Such difficulties are primarily associated with the characteristics of the metal itself, for high-quality welding of which it is necessary to correctly select the operating welding modes and the appropriate consumables.
Semi-automatic welding machine for metal welding in a protective gas environment
Content
- Is it possible to cook stainless steel with a semi-automatic machine and what is it?
- Advantages and disadvantages of semi-automatic welding
- Video about semi-automatic welding of stainless steel
- Features of welding stainless steel semi-automatically
- Use of Gas in Stainless Steel Welding
- Materials and equipment required for welding
- Welding wire selection
- Preliminary work before welding begins
- Semi-automatic welding of stainless steel with other types of metals
- Tables with semi-automatic welding settings
- Final work after welding
Technological process
Semi-automatic welding differs from welding with an electric welding machine in the presence of wire as an electrode. The semi-automatic machine has a working sleeve for automatic wire feeding or at the press of a button by the welder.
The second difference is that the joining of metals is carried out using carbon dioxide, which is supplied through a hose to the area of the seam. Semi-automatic welding machines are widely used in mass production , and electric welding machines in individual production.
The semi-automatic machine has a number of adjustments: welding of ferrous metals with steel wire in a carbon dioxide environment and non-ferrous metals with copper wire in an argon gas environment. A welding wire feed speed regulator is installed, taking into account the thickness of the metal and the quality of the seam.
The second regulator is changing the current strength for a high quality seam: the higher the current strength, the deeper the area of molten metal, which means the stronger and better the seam. The basis for high-quality welding is CO2 gas, which is stored under high pressure in steel cylinders. The gas supply speed is regulated by a special reducer. Without gas, welding stainless steel is impossible, since the metal, when heated, is oxidized by atmospheric oxygen and burns.
Technological process of welding stainless steel semi-automatically in a carbon dioxide environment:
- adjust the operating gas pressure to 0.2 atmospheres;
- set the CO2 flow rate to ten liters per minute;
- select the current strength taking into account the thickness of the metal;
- set the wire feed speed.
Approximate methodological instructions on how to weld stainless steel with an inverter at home in an argon environment, intended for beginners. First of all, you need to configure the semi-automatic machine for stainless steel one millimeter thick:
- current strength - 15 amperes;
- hot start;
- welding wire thickness 2 millimeters;
- gas consumption 6 liters per minute;
- cable with minus terminal on the part.
New - welding inverters
In the home workshop, the heavy and bulky 380-volt electric welding machine was replaced by inverters operating from a 220-volt network. The weight advantage is obvious; the inverter weighs several kilograms. It can be carried in a shoulder bag.
Electrodes are used with a thickness of two to five millimeters. There is a plate on the body that indicates the current strength for the selected electrode diameter. For initial arson, a special Hot start function is installed. There is protection against voltage drop and overheating. The automatic current control system makes it possible to obtain an aesthetic seam that does not require further processing or sanding.
Is it possible to cook stainless steel with a semi-automatic machine and what is it?
Semi-automatic welding of stainless steel involves joining workpieces together in a protective gas environment. There are two technologies: MIG (metal inert gas welding) and MAG (active gas welding). To carry out this type of welding, shielding gas and welding wire are required, which is automatically continuously fed into the welding zone. Thus, the filler material melts together with the workpiece steel, forming a weld. The shielding gas coming from the cylinder is needed to prevent oxygen from penetrating into the welding zone and oxidizing the metal.
Sequence of work progress
Stainless steel welding can be carried out in three main ways:
- Using a short arc - semi-automatic gas welding, especially suitable for working with thin workpieces;
- with jet transfer - cored wire is used;
- The pulse method is the most accurate and efficient, when the wire is fed into the welding zone by pulses in the form of small drops.
Before cooking stainless steel semi-automatically in carbon dioxide, you need to take into account the general provisions:
- Set reverse polarity - turn on the burner in the positive terminal, and the workpiece in the negative terminal;
- the current should be approximately 20% lower than for conventional welding;
- departure, i.e. distance from tip to tip of wire, no more than 12mm;
- To remove water vapor, the gas passes through a dryer located before or after the reducer.
- fill the device with a coil of wire. Using the broaching mechanism, its tension is adjusted.
Advantages and disadvantages of semi-automatic welding
Advantages:
- high productivity without loss of weld quality;
- absence of strong smoke, which makes welding indoors easier;
- a small amount of metal spatter (due to the gradual feeding of the welding wire);
- the ability to weld thin and thick workpieces;
- reduced amount of welding material consumption.
Flaws:
- the need to use a gas cylinder
This disadvantage lies in the difficulty of transporting the cylinder to the welding site. But if you take into account all the listed advantages, then you can easily turn a blind eye to this drawback.
Features of stainless steel
Stainless steel differs from ordinary low-carbon steel in that it contains a small amount of chromium. On the one hand, this makes it more resistant to acids.
On the other hand, the metal reduces heat transfer and current conductivity. This is also reflected in the deterioration of the resistance to water and chemicals, as well as the complication of heat treatment.
A reasonable question arises - what are the methods for permanently joining workpieces and is it possible to weld stainless steel with a semi-automatic machine? The manual method is good and in demand, but in mass production it is ineffective. What are the specifics of processing steel with semi-automatic installations?
Features of welding stainless steel semi-automatically
Like any other method, semi-automatic welding has its own characteristics. Let's look at the most important
of them:
- The gas mixture for welding should include 70% carbon dioxide and 30% argon
- The welding angle should be from 5 to 10 degrees relative to the part for better weld penetration. This is especially true for welding thick parts
- reverse polarity
- The visible length of the filler material should be between 6 and 12 mm. When forming a seam, the distance from the nozzle to the metal should be minimal
There are usually 3 methods of joining workpieces using semi-automatic welding:
1. Jet transfer
It is used when it is necessary to weld thick-walled parts together. For this purpose, flux-cored wire and special heads are used.
2. Short arc
weld thin stainless steel to prevent metal burning
3. In a protective gas environment
The most traditional welding method, where argon, carbon dioxide or a mixture of both is used as a shielding gas. We'll talk about this in more detail below.
Welding in argon with tungsten electrodes
Tungsten is one of the most refractory metals. Its melting point is 3400 degrees Celsius. Therefore, non-consumable tungsten electrodes are practically not subject to burnout during operation. This allows one electrode to be used for a very long time . The second important feature of these electrodes is that when using them, no special additive is needed to form the weld. It is formed by the edges of the metal being welded. These two factors make the job less costly financially.
The minimum thickness of welded parts is limited to 0.1 mm. The maximum thickness can be any.
When working with tungsten electrodes, it is necessary to block the air supply to the welding zone. Protective gas environments are used for these purposes. Most often, welding is performed in an argon environment.
An important feature of welding with tungsten electrodes is the fact that the arc must be ignited without the end of the electrode touching the surface of the materials being welded. An oscillator is used for this. If the end of the electrode touches the surface of the metal being welded at the moment the arc is ignited, the tungsten electrode instantly fuses with the metal of the welded product. The result is a metal alloy with a melting point significantly lower than that of pure tungsten. This causes a sharp decrease in the quality of the weld.
For welding, a current of direct polarity is used. This ensures minimal heating of tungsten and, as a result, less burnout of the electrode. As a rule, with this approach, the electrode is reduced by hundredths of a gram per hour of operation.
Basic Rules
When manual welding, certain rules must be followed.
- Welding is always carried out in a strictly specified direction from right to left.
- When welding thin-walled products, the torch in relation to the surface to be welded should be located at an angle of 60 degrees.
- When welding products with a thickness of more than 5-6 mm, the position of the torch should be at an angle of 90 degrees.
Use of Gas in Stainless Steel Welding
When we use a semi-automatic machine for welding stainless steel, the following question arises: “What gas to use?”
There are 3 gas options that can be used:
Argon
Semi-automatic welding of stainless steel in an argon environment is widely used due to the aesthetics of the resulting seams, but has disadvantages such as an abundance of spatter, arc instability and high cost.
Carbon dioxide
Semi-automatic welding of stainless steel in a carbon dioxide environment is the cheapest option, but due to even more splashes than with argon, the seams turn out to be very rough.
A mixture of argon and carbon dioxide
Basically, these mixtures contain 98% argon and 2% carbon dioxide, or 95% and 5%, respectively. This is the best option, because... it combines both affordable cost and good seam quality. If there are no high requirements for the type of seam, the percentage of carbon dioxide can be increased to 30.
But is shielding gas always necessary?
The answer is no. A protective environment can be achieved without the use of gas. In this case, an analogue of solid wire is used - flux-cored wire. It is a thin-walled tube, which is filled with flux and gas inside. The top is covered with a metal protective layer, which, when melted, releases flux, which in turn blocks the access of oxygen to the welding site.
At the same time, flux-cored wire is not used so often due to the inability to provide the necessary protection for the welding zone. This, in turn, reduces the quality of the seam - it becomes less durable and strong.
| Welding stainless steel using filler material and shielding gas (compared to MMA and TIG) | |
| Advantages: - Reduced splashing - High performance | Disadvantages: - Limited outdoor use - Appearance inferior to TIG welding |
| Semi-automatic welding of stainless steel with flux-cored wire | |
| Advantages: - ability to perform welding work outdoors - no need to use a gas cylinder | Disadvantages: - high cost of flux-cored wire - formation of slag on the surface of the weld - after welding, additional protection against corrosion is required |
The need for shielding gas in operation
Gas is often replaced with cored wire.
It consists of the following components:
- top metal layer;
- cores;
- flux.
The flux is located in the inner core. It is released when the top steel layer melts and provides the welding zone with protection from oxidation.
There are some drawbacks to using this element. The seams are not as reliable as when protecting the weld pool with gas.
Therefore, this technology is used only for soldering workpieces in hard-to-reach areas where it is impossible to deliver a gas cylinder with the smallest volume.
We recommend reading: How to weld stainless steel to ferrous metal
In all other situations, work is carried out only using gas and an electrode.
Materials and equipment required for welding
- Semi-automatic welding machine as a power source
- Gearbox
- Solid or cored wire (material identical to the parts being welded to improve the quality of the seam)
- Shielding gas cylinder
- Means of protection:
Necessary for semi-automatic welding to regulate the gas pressure coming from the cylinder. Each type of gas has its own reducer.
To exclude point 4, it is necessary to choose a flux-cored wire, and it is necessary to remember about the reduction in the quality of the seam.
- A welding mask is a mandatory means of protecting the eyes and face during welding work.
- Gaiters are a necessary attribute to protect the welder’s hands
Welding helmets are produced in several types: with a small area covering the face and head, with a large protective covering including the neck and hair, and also with a rising light filter.
They are made from split wood or canvas. In addition, they differ in the number of finger compartments.
Types of steel
Conventional welding techniques are used to join non-ferrous metals and stainless steel, provided the appropriate gas is used to reduce corrosion resistance.
Ferritic stainless steel can be welded using TIG or MIG/MAG submerged arc electrodes. In order to avoid hyperplasia of metal grains and the formation of cold cracks, a low current should be used. Argon, helium, or a mixture free of nitrogen dioxide and hydrogen should be used as a shielding gas. Electrodes must be alkaline.
Martensitic stainless steel is difficult to fuse. As a rule, it is welded only when the carbon content is less than 0.15% due to the fact that with increased carbon content it is subject to cracking.
Austenitic steel can be welded by all commonly known and used methods. It is recommended to avoid strong heating to reduce the risk of cracking, grain growth, and intercrystalline corrosion. Argon, argon-helium mixture, or argon-hydrogen mixture is recommended.
Welding wire selection
Solid wire
It gives good seam quality, despite the fact that it has a low cost.
Cored wire
It produces a lower quality seam, but allows welding work to be carried out without the use of gas cylinders.
Copper-plated
It is mainly used for welding in carbon dioxide and its mixtures. The use of this type of wire leads to an increase in arc stability.
Filler wire is produced from 0.13 to 6 mm in diameter.
Properties and weldability of stainless steel
Steels classified as stainless steels are difficult to weld materials, which is explained by a number of their physical and chemical characteristics. When you decide to cook stainless steel with a semi-automatic machine, you must take into account a number of important parameters. Only in this case can you count on the resulting welded joint being of the required quality and reliability.
Compared to steels of other categories, stainless steel has a fairly low (on average two times) thermal conductivity. Because of this, heat is removed from the welding zone very poorly, as a result of which the metal is subjected to significant overheating, which negatively affects its corrosion resistance. To avoid such negative consequences, welding of stainless steel using a semi-automatic machine is performed at a reduced current (by 15–20%), and the parts to be joined are subjected to additional cooling.
Approximate modes of semi-automatic welding in a shielding gas environment
With significant heating (over 500°), carbide compounds are formed at the boundaries of the crystal lattice of stainless metal, which cause a phenomenon such as intergranular corrosion. As a result, delamination of the internal structure of the metal occurs and corrosion processes develop. To avoid this, they resort to more intensive cooling of the products being joined, for which ordinary water can be used.
It is also difficult to cook stainless steel (including in a protective gas environment) because it has a tendency to thermal expansion. Significant expansion of the joined products that occurs during semi-automatic welding leads to the formation of cracks both in the weld and in the base metal. Meanwhile, this phenomenon can be avoided if a wider gap is left between the parts being welded.
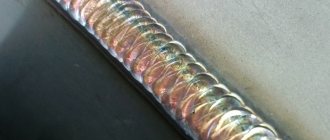
A high-quality stainless steel weld may be slightly grayish, but not dark
Stainless steel, due to the characteristics of its chemical composition, has a fairly high electrical resistance, which causes significant heating of the electrodes used for semi-automatic welding. In this regard, for welding stainless steel, electrodes made of wire with a certain chemical composition are used, and the length of the rods, if they contain chromium and nickel, should not exceed 350 mm.
Preliminary work before welding begins
Immediately before starting the welding process, the following steps must be performed:
- Clean the surface on which welding will take place until it shines with an abrasive material.
- Remove chamfers if the wall thickness of the workpieces being welded is more than 4 mm
- Degrease the surface with alcohol, acetone, gasoline or solvent
- Remove moisture by heating the edges with a burner to 100⁰C
- To eliminate internal stress, the metal is heated to 200⁰ before welding.
What is needed for the process
Required attributes include:
- MIG/MAG welding machine (semi-automatic);
- steel brush (to remove coarse splashes after finishing work);
- gas cylinder;
- solvent (anti-corrosion);
- filler wire intended for welding stainless steels in accordance with GOST 2246-70.
Of course, it is worth remembering about personal protective equipment - a welder’s mask, mittens, canvas workwear and the like.
Examples of filler wire are products from the domestic company BARS (for example, BARS ER-309LSi) or foreign manufacturers (BRIMA, ESAB, Linkoln Electric and a number of others).
If you are going to weld metal without using gas, be sure to purchase cored wire with a self-protection function.
Preliminary work before welding begins
Regardless of the type of gas providing the protective environment (argon or carbon dioxide), the rules for semi-automatic welding are the same:
- The current must be of reverse polarity
- The burner must be tilted in such a way as to ensure sufficient penetration depth and the correct seam width
- It is enough to make the wire overhang up to 12 mm
- Gas flow can be adjusted from 6 to 12 mᶾ/hour
- The shielding gas is passed through a drying agent (usually copper sulfate) to remove moisture. Before use, it must be calcined at 200 ⁰C for about 20 minutes.
- To protect against hot splashes, surfaces adjacent to the joint must be treated with chalk dissolved in water
- To avoid the formation of hydrogen cracks, welding should be started approximately 5 mm from the edge of the workpiece
- Welding must be performed with a smooth movement of a semi-automatic torch along the seam. If you make transverse movements, the molten metal may go beyond the protective environment
What is stainless steel?
Stainless steel is low-carbon steel with the addition of chromium. It is chromium, interacting with oxygen, that creates an oxide film, which ensures the corrosion resistance of the metal.
For steel to become stainless, 12% chromium in its composition is sufficient. In this case, the thickness of the chromium oxide film is equal to several atoms.
If the surface of a stainless steel is scratched, the protective anti-corrosion layer is destroyed, but after a while it is restored again.
Modern stainless steel contains not only chromium and carbon, but also a small part of nickel or niobium, titanium or molybdenum.
All these elements also help to increase corrosion resistance, thereby improving the physical and mechanical properties of steel.
Depending on the type of microstructure, stainless steel is divided into classes with different properties:
- Austenitic - contains chromium and nickel. It is characterized by high corrosion resistance, strength and ductility, non-magnetic;
- Ferritic – contains iron and chromium. Resistant to thermal hardening. Used in aggressive environments;
- Martensitic - contains chromium and carbon. Despite its high hardness, it is brittle. Used in slightly aggressive environments.
Semi-automatic welding of stainless steel with other types of metals
Today's semi-automatic welding technologies make it possible to join stainless metal with aluminum, high and low alloy metals, as well as other alloys.
Distinctive features of semi-automatic welding of stainless steel with other metals:
- When welding ferrous metal with stainless steel, the yield strength of the metal decreases, protecting the surface from the effects of the environment
- when we weld St40 to stainless steel, we use 08G2S wire, which helps to avoid rupture of the seam at the junction of two types of metal after cooling
- to weld stainless steel with copper it is necessary to use low-melting solders and flux
- The pulse mode is used for welding stainless steel with aluminum and other metals, resulting in increased resistance to corrosion and improved quality of penetration.
- Argon is used for welding aluminum to stainless steel using the pulse mode. Copper cored wire is recommended.
What equipment is used for argon welding of stainless steel
For argon welding of stainless steel you need:
- Inverter welding current source (welding inverter) is a power source for the welding arc, ensuring its stable combustion. Its choice depends on the scope of work and the properties of the metal. Experts advise using a source operating on rectified current for stainless steel.
- An oscillator is an electronic device that maintains and stabilizes the welding arc when using a non-consumable tungsten electrode.
- Burner and conductive assembly - includes a gas nozzle and a non-consumable electrode.
- Argon or its mixtures with other gases is supplied from cylinders where it is under pressure.
- Non-consumable electrodes - currently, electrodes for argon welding of corrosion-resistant stainless steel are widely available on the market. The choice depends on the seam and the properties of the material.
- Filler wire – selected depending on the grade of stainless steel.
- Overalls - overalls, gloves and mask. As well as products for treating stainless steel - degreaser and wire brush.
Tables with semi-automatic welding settings
Butt bottom position
| Workpiece thickness, mm | Gap, mm | Wire diameter, mm | Welding current, and | Welding voltage, V |
| 0,8 | 0 | 0,8 | 50-80 | 16 |
| 1,2 | 0 | 0,8 | 70-80 | 17 |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Vertical spatial position
| Workpiece thickness, mm | Wire diameter, mm | Torch direction | Welding current, and | Welding voltage, V |
| 0,8 | 0,8 | down | 50-80 | 16 |
| 1,2 | 0,8 | down | 70-80 | 17 |
| 2,0 | 0,8 | down | 70-80 | 17,5 |
| 3,0 | 0,8 | up | 80-90 | 18 |
| 4,0 | 1,0 | up | 100-110 | 20 |
| 5,0 | 1,0 | up | 135-145 | 21 |
| 6,0 | 1,0 | up | 140-150 | 22 |
Corner connection lower position
| Workpiece thickness, mm | Wire diameter, mm | Welding current, and | Welding voltage, V |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Welding Process Basics
The special stainless steel welding wire itself is an electrode, which simplifies the welding process.
Stainless steels are available in 3 grades; the welding process will greatly depend on the choice of this grade:
- food grade stainless steel, low alloy;
- food grade, chemical stainless steel, medium alloy;
- heat-resistant, high-pressure-resistant, chemical-grade stainless steel, high-alloy.
To cook with a semi-automatic machine correctly, you need to use a special wire:
- The first two types of such welding wire ensure the mixing of all alloying elements during welding, but the metal burns out, especially chromium. A process called corrosion occurs when aggressive environments occur.
- The third type of welding wire is special; during welding, no cracks or stresses are formed in the seam, i.e. the joint is of high quality.
Preparatory work for metal:
- The surface of the parts to be welded must be degreased and all traces of the oxide film must be completely removed. This is done mechanically or using special acids.
- Before welding itself, it is necessary to dehydrate the future seam, for which it is heated to 100°C with a torch. But during welding, all remaining excess boils away automatically, especially if a continuous seam is made.
- There is a preparation option in which the area of metal around the future weld is heated to 200°C; in some cases, this procedure is carried out for the entire workpiece. This allows you to reduce the impact on the metal near the seam during its heating during welding.
- It is not recommended to heat 2 different types of steel, only one type.
For the sides, it is best to overlap with welding on both sides; the edges themselves can be bent outward, the inner corner is not welded. The outer edges are often processed using rollers using the pressing method.
https://moyakovka.ru/youtu.be/OvpbnoHZlSM
How to relieve tension?
When welding semi-automatically, it is important to relieve stress from the metal; the following actions are used:
- The stress is removed during tempering at 560-660°C. This process involves heating the part to be welded to the required temperature, after which the part itself is cooled in the open air.
- If a temperature of 760°C is reached, then a process such as the reduction of chromium on the weld is observed. This allows stress to be quickly relieved to ensure the required weld quality.
- For thin-walled parts, stress is perfectly relieved. If you start piercing the seam with hammers after welding, then the operating temperature is maintained at only 100°C.
https://moyakovka.ru/youtu.be/tv-wgQk5aJw
Straightening deformities
After welding is completed, it is necessary to perform the following actions aimed at removing possible deformations:
- Using a special smoother, a hammer is used to process the part, which should fit tightly to the anvil.
- If a bubble has formed on the surface, then you need to tap it along the edge with a hammer, carefully approaching the bubble itself. On the other hand, this area can also be heated with a burner, moving in a circle of 30-60 mm. You just need to move in a checkerboard pattern and don’t stop tapping with the hammer.
https://moyakovka.ru/youtu.be/NopfUuLBbRo
Welding stainless steel semi-automatically requires certain skills. The process itself includes preparing the welding area and wire for work. After welding, if necessary, work is performed to eliminate deformations.
Final work after welding
- Mechanical processing - removing bubbles by tapping them with a heavy object through a smoothing iron and splashes resulting from melting the metal
- Pickling - removing scale that causes corrosion from seams with a special compound
- Passivation is the application of agents to the weld to form a chromium oxide film on it, which protects against corrosion.
Useful tips
At the end of the article I would like to share a few useful tips for welding stainless steel that will help improve the quality of the final weld:
- during welding in a protective atmosphere (a mixture of argon and carbon dioxide), reverse polarity is established, and when using flux - direct polarity
- for the distance between the wire and the joint, it is recommended to take a value not exceeding 12 mm
- you need to move the burner from left to right with an inclination away from you so that it does not cover the seam from us
- the connection of thick-walled parts is performed at an angle of 5 - 10⁰ to ensure deep penetration, as well as a strong and reliable seam
- when welding thin stainless steel, the torch is tilted forward, thus reducing the depth of penetration and minimizing the risk of burn-through
welding equipment
Stainless steel, grade A2 or A4, the material is relatively easy to connect using electric welding. This can be done at home with two types of welding machines:
- MMA is a manual electric welding machine using electrodes with a special coating.
- MIG/MAG - semi-automatic welding machine. Letter combinations are difficult to decipher, which is why we will briefly consider their characteristics.
An MMA welding machine is a machine for electric arc welding performed at home. The connection of parts occurs when the area of their contact and the electrode melts when heated by an electric arc. The device uses an electrode that easily melts and forms a seam. Its coating serves as a protective flux; the gas formed during heating envelops the seam, protecting it from access to oxygen. If you have coated stainless steel electrodes, it is possible to weld stainless steel with an electrode at home using an MMA machine.
It is difficult to weld a stainless steel product using electric welding at home due to the problems of finding a suitable stainless steel electrode. You can weld stainless steel with a simple electrode, but the quality of the seam will be poor. According to consumer reviews, a welding machine for home use is completely justified, although the seam obtained by this method is often aesthetically poor, but MMA is the cheapest.
During semi-automatic MIG/MAG welding, the arc heats the material, and the wire is automatically fed by a special device . The contact area of the materials being joined is covered with inert gas argon, carbon dioxide or a mixture of Ar and CO2, specially selected for each type of metal. With this method, no slag is formed, so after preliminary cleaning the seam looks beautiful. It does not need to be sanded or polished. It is widely used in welding thin metal.
When choosing a semiautomatic welding machine, it is necessary that the wire feeder has four rollers. This is almost a prerequisite for its best performance, since stainless steel welding wire is very hard, and a conventional two-roller feeder does not provide reliable operation.
Semi-automatic machines are currently experiencing a boom, primarily due to the design of the devices based on high-frequency transformers, which has significantly increased the efficiency of these devices.
A high-quality seam is ensured by welding using the TIG method, with a tungsten electrode, in an argon gas environment. Currently, it is the main one in the production process of products, in particular, stainless steel. In the case of production workshops, the method is ideal, but for minor repairs, where complete dismantling of a damaged element is often required, the TIG method is not the most popular, but it is the most accurate and aesthetically pleasing. The seam does not require additional grinding or polishing.
Welding is complete. Straightening the deformations
To remove possible deformations, it is necessary to further process the part after welding. Using a hammer, impact the part through a smoother.
The bubble formed on the sheet is tapped with a hammer, starting from the edge and gradually moving towards the bubble.
Another way to eliminate a bubble is to heat its convex part with a torch. The movements should go in a circle and alternate with tapping.
To cook stainless steel well, certain skills are required.
The video in our article will introduce you to the various stages of welding stainless steel - preparing the welding area and wire, making a high-quality seam, as well as after welding work to cool the seam and eliminate deformations.