Semi-automatic welding makes it possible to increase productivity and quality of work. The equipment does not require the use of traditional electrodes. Instead, a special filler wire is used, which is wound on a reel. The advantage of this approach is that the specialist does not have to tear the seam to change the rod. The operation is performed continuously, maintaining the integrity of the seam and saving time.
In addition, the equipment allows you to weld workpieces of different thicknesses: from 0.2 mm to several centimeters. In this case, the welder can work with workpieces made of different materials or their alloys. In order to take advantage of all the listed advantages, gas is required for semi-automatic welding. It will prevent atmospheric moisture and other elements contained in the air from penetrating into the weld pool.
What gas is needed for semi-automatic welding
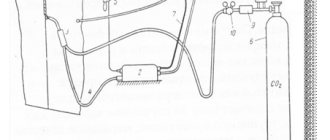
Semi-automatic or mechanized welding is most often performed with solid wire, and the welding arc and molten metal are protected by gas. Gas is supplied to the welding zone through the torch nozzle.
You can read more about the process of semi-automatic welding in our article - How to work with a semi-automatic welding machine - Mig and Mag for beginners.
Most often, CO2 (carbon dioxide or as I call it carbon dioxide) is used for welding black steel. Less commonly used gas mixtures include CO2, Argon, Helium, sometimes Nitrogen and oxygen.
The use of gas determines the name of mig welding - welding using the inert gas argon or helium. MAG (MAG) - using active gas - carbon dioxide. Let's take a closer look at each of the gases.
Argon
As we have already said, semi-automatic (mechanized argon welding) is called magic. This shielding gas is used for semi-automatic welding most often for critical structures made of steel or aluminum. For welding, first-grade argon is used, which contains slightly more impurities than top-grade argon, namely up to 0.005-0.009% nitrogen and up to 0.001-0.002% oxygen.
Argon gas protects the weld pool, arc and heat-affected zone (heated area) very well. It does not dissolve in the weld metal and does not saturate the heated area in the heat-affected zone. The gas is 1.4-1.5 times heavier than air and has no smell or taste. Ar is not flammable and non-toxic, although some young welders are afraid to use argon, saying that it is harmful to health. This is not true, the gas itself is neither harmful nor beneficial.
High-grade argon is used for welding non-ferrous metals and alloys such as aluminum alloys, titanium alloys, chromium-nickel alloys, etc. The content of nitrogen and oxygen impurities in it is minimal for N - in the region of 0.0055 - 0.006%, for O2 - up to 0.0006-0.0007%. Higher grade gas is more expensive and should be used only in cases where it is justified.
Helium
This gas in its pure form is used quite rarely for semi-automatic machines, because the cost of He is unreasonably high. Also, helium is lighter than air and because of this its consumption is much greater than the same argon. Helium, like argon, has no color or smell and also comes in two varieties, only they are called differently.
The first is high purity with a helium content of up to 99.984-99.985%, the second is technical helium with a purity of around 99.7-99.8%. When using helium, the depth of metal penetration increases, since due to the high degree of ionization, the arc burns with the release of more energy (1.4-2 times more efficient compared to welding in argon).
Helium is used when welding active (such as magnesium, for example) or chemically pure metals (for example, alloys based on aluminum and copper). The use of helium is very common in the USA and Germany, but is rarely used in the CIS countries. More often it comes in mixtures with argon or carbon dioxide.
Carbon dioxide CO2
This gas is a favorite for semi-automatic welding of “ferrous” (low-carbon, low-alloy, etc.) steels. This is due to the fact that CO2 is cheap and can be found even in remote settlements.
Carbon dioxide has a weak, barely perceptible odor (of course, if it is a well-purified gas, without condensation). The gas has no color or taste; it is a strong oxidizing agent. CO2 is highly soluble in water (it is also used in the food industry to carbonate drinks). Sometimes welders in production use a hose and a plastic bottle to make soda.
The gas is heavier than air, which is good for welding since the gas consumption will not be high compared to helium. The only thing is to ensure good ventilation of the room during long-term welding, since gas can accumulate especially in lowlands (various pits, etc.). Ideally, of course, there would be an exhaust hood, but such systems are usually only used in large industries. Carbon dioxide (CO2) already comes in three grades: first, second and highest.
The most impurities are in the second grade, up to 1.2%. The first grade contains impurities no more than 0.4-0.5%, and the highest - up to 0.1-0.2% and is used for critical steel structures.
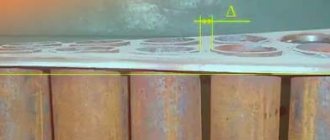
Carbon dioxide (carbon dioxide) absorbs moisture, which will negatively affect welding. We recommend placing the cylinder with the valve down an hour and a half before welding. Before welding, without turning the cylinder over, open the valve and release a little gas with moisture. You can also use special equipment for drying gas - a dehumidifier.
Various steels with low and medium carbon content are welded in carbon dioxide; it can be used in welding corrosion-resistant steels and cast irons.
Nitrogen
Nitrogen is used very limitedly for semi-automatic welding machines; this gas is usually used when welding copper. Because it is in relation to copper that nitrogen is an inert gas. For most other metals, nitrogen is an active gas that dissolves in the molten metal, thereby forming numerous defects in the form of gas pores. There are 4 grades available: the highest, in which the impurity does not exceed 0.1%. Nitrogen of the 1st grade can contain impurities up to 0.5%, while the 2nd grade brings 0.9-1%. As for 3-grade nitrogen, it can contain up to 3% of various impurities. Nitrogen has no color, no smell, no taste and is not poisonous. For welding, it is usually supplied in cylinders with a volume of 40 liters. These cylinders are black in color, like the carbon dioxide cylinder, with the inscription “Nitrogen” in yellow.
Oxygen
Oxygen is a very active gas. It does not burn itself, but very actively supports combustion. For welding, oxygen in its pure form is not applicable. As a rule, oxygen is used only in a mixture with inert gases. Oxygen has no smell, no taste, no color. They produce 3 grades of oxygen: 1st grade with a pure oxygen content of 99.7-99.8%; 2nd grade - 99.4% - 99.5% and 3rd grade with an impurity content of up to 0.8%. We will consider the use of oxygen in more detail in the section on gas mixtures.
Useful article - Do you know how much an oxygen cylinder weighs and what its volume is?
Welding mixture for semi-automatic machine
For semi-automatic welding, the following mixtures of gases are most often used: a mixture of argon and helium, a mixture of argon and carbon dioxide, a mixture of argon and oxygen, as well as a mixture of argon carbon dioxide and oxygen in various percentages.
A mixture of argon and oxygen
When the oxygen content is from 1% to 4% in the mixture, the welding process becomes very stable, and the fluidity of the metal molten in the weld pool increases. The metal transfer becomes fine-droplet, there is very little splashing, and the seam turns out smooth and beautiful. With small droplet transfer of metal, the consumption of welding wire, which is heavily wasted on spatter, is significantly reduced.
A mixture of argon and helium
This mixture is used for welding active, non-ferrous metals and alloys such as aluminum, titanium and others. This mixture provides a very high level of protection for the molten metal in the weld pool. The optimal composition for this mixture is 50% + 50%. You can also find a ratio of 60-65% helium and 35-40% argon.
A mixture of carbon dioxide and oxygen
Such mixtures are not very often used in practice. The optimal composition for them is 65-75% carbon dioxide and 25-35% oxygen. When using such mixtures, the seam is formed somewhat better than when using pure carbon dioxide. As a rule, a similar mixture is used for welding black steel (carbon structural steel, as well as some alloy steel).
A mixture of argon and carbon dioxide
This mixture is most often used for welding carbon, low- and medium-alloy steels of the austenitic class (stainless steel). The ratio of this mixture is 74-80% argon and 20-26% CO2. When using this mixture, very good protection of the welding arc and metal is provided.
There is also very little metal spattering. The welding seam is finely flaky, and the seam formation process is stable. This mixture very well increases welding productivity, since the presence of argon increases the power of other welding welds. Thanks to this property, the process goes faster.
Useful article - How to choose the right welding cable for an inverter machine and not lose money.
Gas consumption when welding semi-automatically
Gas consumption during semi-automatic welding depends on several factors:
- the presence of a draft;
- gas properties;
- properties of the metal being welded;
- connection type;
- thickness of welded parts.
Presence of a draft - if there is a draft in the room or work is carried out outdoors, where there is wind, the gas will blow away. To prevent it from deflating, you need to increase the gas flow. That is why, in the presence of drafts and working outdoors, gas consumption increases significantly.
Properties of gas - gases such as helium and its mixtures, which are lighter than air, evaporate and when used, the consumption is quite high. If it is necessary to reduce consumption, it is better to weld in helium in closed chambers or using visors.
Properties of the metal being welded - for welding non-ferrous metals, as well as their alloys, to ensure high-quality protection so that gases from the atmosphere do not enter the weld pool, parameters with high gas flow are used.
Type of connection—gas consumption directly depends on the type of welded joint, this is especially evident in joints where it is necessary to embed the root of the seam or a joint with double-sided edge preparation.
From the thickness of the parts being welded - the greater the thickness of the parts being welded, the greater the welding current and, accordingly, the greater the gas consumption. This is necessary to protect the large welding area, wide pool and welding arc.
Work technology
The technology of work depends little on what mixture will be used. Welding modes remain unchanged.
Welding modes.
Particular attention should be paid to compliance with safety regulations. It is necessary to check electrical equipment, cylinders, fittings, hoses. The protective mixture is supplied to the working area 10-15 seconds before the arc is ignited, so that it has time to displace the air and form a protective cloud. At the end of the seam, it is unacceptable to abruptly stop the gas supply; it must be supplied for another 10-15 seconds so that the end of the seam has time to cool and crystallize under gas protection.
Application area
Shielding gas is used, as we have already said, in mechanized welding to protect the welding arc and melt from gases from the air. It is used in 80% of cases of semi-automatic welding, 20% of which are self-shielded flux-cored wire welding.
The scope of application is very wide since this process is simple and very productive. Semi-automatic welding is used to weld thin metal in car repair shops, because it is very problematic to weld thin metal by manual welding. It's easy to burn through. This is how they are used in the production of metal structures and large products.
There the situation is the opposite, the seams are long, and the thickness of the metal is large. It is used there because this process is very productive and welding long seams and thick metal by hand welding is expensive and time-consuming.
For the most part, the difference here will only be in the use of the devices themselves. In car service centers, cheap models are usually used, while in production they use expensive professional equipment with a synergetic control system that ensures high performance.
What gas is used for semi-automatic welding - selection criteria
Let's talk about the criteria for choosing gas for semi-automatic welding in more detail. The choice of a particular gas is influenced by several parameters such as:
- brand of product material;
- connection responsibility;
- economic indicators.
In most cases, the brand of the product determines the use of certain gases or their mixtures.
Inert gases are generally suitable for all types of steels, non-ferrous metals and their alloys. The use of inert gases for low-carbon and low-alloy steels is unjustified, since these gases are very expensive.
For carbon, low-carbon, structural steels, carbon dioxide (carbon dioxide) is used, as well as mixtures of CO2 with argon, CO2 + argon + helium.
When welding stainless steels (austenitic steels), for example, the well-known “medical” steel - 12Х18Н10Т and similar ones, are welded in a mixture of carbon dioxide and argon.
For welding non-ferrous metals such as aluminum, titanium, copper, argon is most often used, either in its pure form or a mixture with He. In its pure form, it is rarely used because it is very expensive.
Copper can be welded under nitrogen. For non-ferrous metals, mixtures containing CO2 and oxygen are not used.
Below we present a table where we clearly show the use of certain gases and their mixtures for various types of metal alloys.
| Gas | Structural steels (low carbon) | Alloy steels (low, medium, high) | Titanium, aluminum and their alloys |
| Co2 (carbon dioxide) | Yes | Yes, with restrictions | No |
| Ar (Argon) | Yes (impractical) | Yes | Yes |
| Not (Helium) | Yes (impractical) | Yes | Yes |
| Ar + Co2 | Yes | Yes | Yes |
| Ar+O2 | Yes | Yes, with restrictions | No |
| Co2+O2 | Yes | Yes, with restrictions | No |
| Ar+Co2+O2 | Yes | Yes, with restrictions | No |
| Ar+He | Yes (impractical) | Yes | Yes |
Execution Features
The combustion heat of propane or acetylene is used to heat the workpiece and melt the edges. When welding different materials, there are some nuances:
- ordinary structural steel can be welded with almost any gas; low-carbon wire is used for filler material;
- stainless steel requires gases with high heat transfer and wire alloyed with Mo, Ni or Cr;
- copper requires a particularly high power flame;
- welding brass is complicated by burnout of low-melting zinc, so there should be more of it in the wire than in the workpieces;
- bronze is welded with a reducing flame; the additive has an increased content of silicon as a deoxidizing agent.
For all metals, it is necessary to maintain a balance between deep edge penetration and possible burnout.
What gas is needed for gas welding
Often, gas welding and the gases that are used in it are confused with semi-automatic welding and the gases that are used for it. Let's briefly tell the difference. Gas welding is performed due to the combustion of flammable gas, while in semi-automatic welding the gas is used for protection; it does not burn.
Acetylene
Most often, acetylene is used as a welding gas for gas welding. This gas is lighter than air, colorless and has a faint odor. When burning, the temperature of the acetylene flame is in the region of 2950-3120 degrees Celsius. Acetylene is very flammable even from a static discharge, because cylinders with this gas are filled with a porous substance that is impregnated with acetone.
It is also used for gas cutting, but less frequently. More often, pyrolysis or natural gases are used for this purpose; we’ll talk about them later.
Natural
Natural gases are used much less frequently for welding than acetylene due to their low combustion temperature, but they are used very often for cutting because they are inexpensive compared to acetylene. The use of natural gases is safer than acetylene because they are less flammable. Their combustion temperature is much lower, somewhere in the region of 2100-2300 degrees Celsius.
Hydrogen
Hydrogen is an alternative to acetylene in gas welding. This gas has no color, no taste, and is also odorless; it is lighter than air. Hydrogen is also highly fluid and explosive when mixed with air. For welding, hydrogen is not used in cylinders, but is produced in special devices for hydrogen welding from water under the influence of electric current.
The use of hydrogen instead of acetylene provides better, smoother welds. But despite this advantage, this method is rarely used in practice. Since there are a number of difficulties that arise during the welding process. One of them is the appearance of a large amount of slag during the welding process, which requires the introduction of additional components into the metal melt.
Also, a hydrogen welding machine requires electricity to operate, depriving this method of the autonomy inherent in gas welding. Roughly speaking - If you have electricity, why get gas, you can just brew it by hand welding.
Useful article - 9 main types of welding machines used everywhere
Pyrolysis
This gas is obtained at large oil refineries as a by-product of the oil refining process. Once produced, the gas requires certain purification and treatment to reduce its chemical reactivity. Its properties are very similar to those of natural gases.
It is used for cutting metals, but quite rarely for welding due, again, to the low combustion temperature.
Acetylene
Pure acetylene (C2H2) is colorless, with a pungent odor of garlic, leaving a sweetish taste in the mouth when inhaled. It is light (lighter than air) and quite harmful to humans. Acetylene can be obtained either on site (combining calcium carbide with water) or transporting it ready-made in gas cylinders. Calcium carbide is a solid crystalline substance formed by melting lime and coke at a temperature of 19002300C. For large volumes of work, it is beneficial to use acetylene generators; in other cases, it is convenient to take acetylene from cylinders. The advantages of this gas include a high combustion temperature, ease of production, and ease of regulation. The disadvantages include its explosiveness and considerable cost.
Acetylene substitutes
Substitute gases for C2H2 include propane and propane-butane mixture, hydrogen, coke oven gas, gasoline, and kerosene. They have fairly high calorific values. However, for high-quality work, more oxygen is required, and the flame t is still lower than that of acetylene. Therefore, propane, butane and other options are used more often in the manufacture of metal structures from non-ferrous, low-melting metals. It is difficult to join steel with them.
Impact on the process
The shielding gas used for welding has a huge impact on both the process itself and the result - the quality of the welded joint. The wrong choice of gases will lead either to numerous defects or to an unnecessary increase in the cost of the process.
Here are some examples:
The use of argon or helium for welding metal structures made of St3ps. The welded joint will be of high quality, but the costs are unreasonably high. Or another example: welding VT9 titanium alloy in a carbon dioxide environment. In this case, the financial costs will be minimal, but the connection will definitely be defective and will most likely crack before the welder completes the job.
Useful article - Everything you need to know about Poxypol glue to avoid welding.
Requirements according to GOST
The gas welding process is manual; the quality of the weld is assessed subjectively and depends on the skill of the welder. There are no GOST standards for the results of work. However, there are a number of requirements for compliance with the technology.
The quality of calcium carbide used in welding is regulated by GOST 1460-2013. In addition, regulations establish the pressure parameters in the reducer and cylinder, the characteristics of the filler wire, and the requirements for the generator. There are GOST standards for burners and hoses.
Advantages and disadvantages of the gas environment
The advantage of using gas protection is that the process is cheaper since the use of additional fluxes with gas-forming components is not required. This also protects the connection from slag inclusions.
The main disadvantages are the presence of bulky and expensive gas equipment:
- gas cylinder;
- hoses;
- gearboxes and rotameters;
- faucets;
- gas heaters and dryers
Using it under installation conditions is quite problematic. Also, under installation conditions, the use of gas protection is complicated by the fact that it is blown away by gusts of wind or drafts. And because of this, defects form and the arc burns unstable.
General safety rules
When performing welding work, safety rules must be observed. Only serviceable equipment may be used. The work place must be at least 10 m from the source of open fire.
We recommend reading: What is cold welding and how to use it
The post must be equipped with individual means for extinguishing fires. If only acetylene is used, then a carbon dioxide fire extinguisher or sand is required.
Water should not be used to extinguish fires caused by this substance. If there is a fire, you need to bend the hose in the area of the gearbox, and then close all the valves.