Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.
Полуавтомат для сварки металла в среде защитного газа
Содержание
- Можно ли варить нержавейку полуавтоматом и что это такое?
- Достоинства и недостатки сварки полуавтоматом
- Видео о сварке нержавейки полуавтоматом
- Особенности сварки нержавеющей стали полуавтоматом
- Использование газа в сварке нержавеющей стали
- Материалы и оборудование, необходимые для сварки
- Выбор сварочной проволоки
- Предварительные работы до начала сварки
- Сварка нержавейки полуавтоматом с другими типами металлов
- Таблицы с настройками полуавтомата для сварки
- Заключительные работы по окончании сварки
Технологический процесс
Сварка полуавтоматом отличается от сварки электросварочным аппаратом наличием проволоки в качестве электрода. Полуавтомат имеет рабочий рукав автоматической подачи проволоки или по нажатию кнопки сварщиком.
Второе отличие — соединение металлов выполняется с применением углекислого газа, который подаётся по шлангу в область наложения шва. Сварочные полуавтоматы находят широкое применение в массовом производстве, а электросварочные аппараты в единичном.
Полуавтомат имеет ряд регулировок: сварка чёрных металлов стальной проволокой в среде углекислого газа и цветных металлов медной проволокой в среде газа аргона. Установлен регулятор скорости подачи сварочной проволоки с учётом толщины металла и качества шва.
Второй регулятор — изменение силы тока для высокого качества шва: чем больше сила тока, тем глубже область расплавленного металла, а значит крепче и лучше шов. Основа качественной сварки — газ СО2, который хранится под высоким давлением в стальных баллонах. Регулируется скорость подачи газа специальным редуктором. Без газа сварка нержавейки невозможна, так как металл при нагревании окисляется кислородом воздуха и сгорает.
Технологический процесс сварки нержавейки полуавтоматом в среде углекислого газа:
- отрегулировать рабочее давление газа 0,2 атмосферы;
- установить расход СО2 десять литров в минуту;
- выбрать силу тока с учётом толщины металла;
- установить скорость подачи проволоки.
Примерная методическая инструкция, как сварить нержавейку инвертором в домашних условиях в среде аргона, предназначенная для новичков. Прежде всего, необходимо выполнить настройки полуавтомата под нержавейку толщиной один миллиметр:
- сила тока — 15 ампер;
- горячий старт;
- толщина сварочной проволоки 2 миллиметра;
- расход газа 6 литров в минуту;
- кабель с клеммой минус на деталь.
Новинка — сварочные инверторы
В домашней мастерской на замену тяжёлого и громоздкого электросварочного аппарата на 380 вольт пришли инверторы, работающие от сети 220 вольт. Преимущество в весе очевидное, инвертор весит несколько килограмм. Его можно носить в сумке через плечо.
Электроды используются толщиной от двух до пяти миллиметров. На корпусе есть табличка, где указана сила тока при выбранном диаметре электрода. Для начального поджога установлена специальная функция Hot start. Имеется защита от перепада напряжения и перегрева. Автоматическая система регулировки силы тока даёт возможность получить эстетичный, не нуждающийся в дальнейшей обработке и шлифовке шов.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Последовательность хода работы
Сварку нержавейки можно проводить тремя основными способами:
- С использованием короткой дуги – сварка полуавтоматом в газовой среде, особенно подходящая для работы с тонкими заготовками;
- со струйным переносом – используется порошковая проволока;
- импульсный метод – наиболее точный и эффективный, когда проволока подается в зону сварки импульсами в виде небольших капель.
Перед тем, как варить нержавейку полуавтоматом в углекислоте, надо учесть общие положения:
- Установить обратную полярность – в плюсовую клемму включить горелку, а в минусовую – заготовку;
- сила тока должна быть примерно на 20% ниже, чем для обычных сварочных работ;
- вылет, т.е. расстояние от наконечника до кончика проволоки, не более 12мм;
- для удаления водяных паров, газ проходит через осушитель, расположенный перед или после редуктора.
- аппарат заправить катушкой с проволокой. При помощи механизма протяжки регулируется ее натяжение.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Особенности нержавеющей стали
Нержавейка отличается от обычной низкоуглеродистой стали тем, что в ее составе присутствует небольшое количество хрома. С одной стороны, это делает ее более устойчивой к воздействию кислот.
С другой же — у металла снижается теплоотдача и проводимость тока. Это также отражается на ухудшении сопротивлению действия воды и химических веществ, а еще осложнением термической обработки.
Возникает резонный вопрос — какими способами выполнять неразъемное соединение заготовок и можно ли варить нержавейку полуавтоматом? Ручной способ хорош и востребован, но при серийном производстве он неэффективен. В чем же специфика обработки стали полуавтоматическими установками?
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные
из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой
сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Сварка в аргоне вольфрамовыми электродами
Вольфрам является одним из самых тугоплавких металлов. Температура его плавления составляет 3400 градусов по Цельсию. Поэтому неплавящиеся вольфрамовые электроды практически не подвержены процессу выгорания во время работы. Это позволяет использовать один электрод в течение очень длительного времени. Второй важной особенностью этих электродов является то, что при их использовании не нужна специальная присадка для формирования сварочного шва. Он формируется за счёт кромок свариваемого металла. Эти два фактора делают работу менее затратной в финансовом отношении.
Минимальная толщина свариваемых деталей ограничена размером 0.1 мм. Максимальная толщина может быть любой.
При работе вольфрамовыми электродами необходимо перекрыть поступление воздуха в зону сварки. Для этих целей используются защитные газовые среды. Чаще всего сварку производят в среде аргона.
Важной особенностью сварки вольфрамовыми электродами является тот факт, что зажигание дуги нужно осуществлять, не касаясь концом электрода поверхности свариваемых материалов. Для этого применяется осциллятор. В случае касания концом электрода поверхности свариваемого металла в момент зажигания дуги вольфрам электрода мгновенно сплавляется с металлом свариваемого изделия. В результате возникает металлический сплав с температурой плавления значительно ниже, чем у чистого вольфрама. Это является причиной резкого снижения качества сварного шва.
Для сварки используют ток прямой полярности. Это обеспечивает минимальный нагрев вольфрама и, как следствие, меньшее выгорание электрода. Как правило, при таком подходе за час работы электрод уменьшается на сотые доли грамма.
Основные правила
При ручной сварке необходимо придерживаться определённых правил.
- Сварка всегда производится в строго заданном направлении справа налево.
- При сварке тонкостенных изделий горелка по отношению к свариваемой поверхности должна быть расположена под углом в 60 градусов.
- Во время сварки изделий толщиной более 5−6 мм расположение горелки должно быть под углом 90 градусов.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
| Сварка нержавейки с использованием присадочного материала и защитного газа (в сравнении с MMA и TIG) | |
| Достоинства: — Сниженное образование брызг — Высокая производительность | Недостатки: — Использование вне помещения ограничено — Внешний вид уступает режиму TIG сварки |
| Полуавтоматическая сварка нержавейки порошковой проволокой | |
| Достоинства: — возможность выполнять сварочные работы вне помещений — нет необходимости использовать газовый баллон | Недостатки: — высокая стоимость порошковой проволоки — образование шлака на поверхности шва — после сварочных работ требуется дополнительная защита от образования коррозии |
Необходимость защитного газа в работе
Газ часто заменяют порошковой проволокой.
Она состоит из следующих компонентов:
- верхнего металлического слоя;
- сердцевины;
- флюса.
Флюс находится во внутренней сердцевине. Он высвобождается при плавлении верхнего стального слоя и обеспечивает зоне сварки защиту от окисления.
В применении этого элемента есть свои недостатки. Швы получаются не такими надежными, как при защите сварочной ванны газом.
Поэтому такая технология используется только для спайки заготовок на труднодоступных участках, куда нельзя доставить газовый баллон с самым минимальным объемом.
Рекомендуем к прочтению Как приварить нержавейку к чермету
Во всех остальных ситуациях работы осуществляются только с применением газа и электрода.
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
- Сплошная или порошковая проволока (идентичного со свариваемыми деталями материала для повышения качества шва)
- Баллон с защитным газом
- Средства защиты:
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
- Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
- Краги — необходимый атрибут для защиты рук сварщика
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Виды стали
Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Ферритная нержавеющая сталь может вариться электродами TIG или MIG/MAG под флюсом. Для того чтобы избежать гиперплазии зёрен металла и образования холодных трещин, следует использовать ток небольшой силы. В качестве защитного газа следует применять аргон, гелий или смесь, не содержащую диоксид азота и водорода. Электроды должны быть щелочные.
Мартенситная нержавейка является трудно сплавляемой. Как правило, сваривают её, только когда содержание углерода составляет менее 0, 15% из-за того, что при повышенном содержании углерода она подвергается растрескиванию.
Аустенитную сталь можно сваривать всеми широко известными и применяемыми методами. Рекомендуется избегать сильного разогрева для снижения риска образования трещин, роста зёрен, межкристаллической коррозии. Рекомендуется аргон, смесь аргон-гелий или аргон-водород.
Выбор сварочной проволоки
Cплошная проволока
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Порошковая проволока
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Омедненная
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.
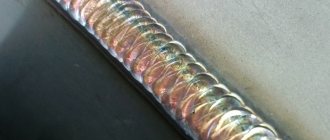
Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Что понадобится для процесса
К числу обязательных атрибутов относятся:
- сварочный аппарат типа MIG/MAG (полуавтоматический);
- стальная щетка (для удаления грубых брызг после окончания работ);
- баллон с газом;
- растворитель (противокоррозийный);
- присадочная проволока, предназначенная для сварки нержавеющих сталей в соответствии с ГОСТ 2246-70.
Конечно, стоит помнить про средства индивидуальной защиты — маску сварщика, рукавицы, брезентовая спецодежда и иже с ними.
Примером присадочной проволоки выступают изделия отечественной фирмы БАРС (например, БАРС ER-309LSi) или зарубежных производителей (BRIMA, ESAB, Linkoln Electric и ряд других).
Если вы собираетесь варить металл без использования газа, обязательно приобретите порошковую проволоку с функцией самозащиты.
Предварительные работы до начала сварки
В независимости от типа газа, обеспечивающего защитную среду (аргон или углекислый газ) правила проведения сварки полуавтоматом одни и те же:
- Ток должен быть обратной полярности
- Наклонять горелку нужно так, чтобы обеспечить провар достаточной глубины и правильную ширину шва
- Вылет проволоки достаточно сделать до 12 мм
- Расход газа настраивают от 6 до 12 мᶾ/час
- Защитный газ пропускают через осушитель (чаще всего на основе медного купороса) для удаления влаги. Перед применением его необходимо прокалить при 200 ⁰С при длительности около 20 мин
- Для защиты от раскаленных брызг поверхности, прилегающие к стыку, необходимо обработать растворенным в воде мелом
- Во избежание образования водородных трещин сварку нужно начинать, отступив примерно 5 мм от края заготовки
- Сварку нужно выполнять плавным движением полуавтоматической горелки вдоль шва. Если производить поперечные движения, то расплавленный металл может выйти за пределы защитной среды
Что такое нержавейка?
Нержавеющей называют низкоуглеродистую сталь с добавлением хрома. Именно хром, взаимодействуя с кислородом, создает оксидную пленку, которая обеспечивает коррозионную стойкость металла.
Чтобы сталь стала нержавеющей, достаточно 12% хрома в ее составе. При этом толщина пленки из оксида хрома равняется нескольким атомам.
Если поверхность нержавейки поцарапать, то защитный антикоррозийный слой разрушается, но через некоторое время восстанавливается опять.
В составе современных нержавеек есть не только хром и углерод, но и незначительная часть никеля или ниобия, титана или молибдена.
Все эти элементы также способствуют повышению коррозионной стойкости, чем улучшают физико-механические свойства стали.
В зависимости от типа микроструктуры, нержавейка подразделяется на классы с разными свойствами:
- Аустенитный — содержит хром и никель. Отличается высокой коррозийной устойчивостью, прочностью и пластичностью, немагнитный;
- Ферритный – содержит железо и хром. Устойчив к термической закалке. Применяется в агрессивной среде;
- Мартенситный — содержит хром и углерод. Несмотря на высокую твердость, отличается хрупкостью. Применяется в слабоагрессивной среде.
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Таблицы с настройками полуавтомата для сварки
Встык нижнее положение
| Толщина заготовки, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0 | 0,8 | 50-80 | 16 |
| 1,2 | 0 | 0,8 | 70-80 | 17 |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Вертикальное пространственное положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Направление движения горелки | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | вниз | 50-80 | 16 |
| 1,2 | 0,8 | вниз | 70-80 | 17 |
| 2,0 | 0,8 | вниз | 70-80 | 17,5 |
| 3,0 | 0,8 | вверх | 80-90 | 18 |
| 4,0 | 1,0 | вверх | 100-110 | 20 |
| 5,0 | 1,0 | вверх | 135-145 | 21 |
| 6,0 | 1,0 | вверх | 140-150 | 22 |
Угловое соединение нижнее положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Основы процесса сварки
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
https://moyakovka.ru/youtu.be/OvpbnoHZlSM
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
https://moyakovka.ru/youtu.be/tv-wgQk5aJw
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
https://moyakovka.ru/youtu.be/NopfUuLBbRo
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
Заключительные работы по окончании сварки
- Механическая обработка — удаление пузырей путем простукивания их тяжелым предметом через гладилку и брызг, полученных при плавке металла
- Травление — удаление специальным составом со швов окалины, вызывающей коррозию
- Пассивация — нанесение на сварной шов средств для образования на нем оксидной пленки хрома, что защищает от появления коррозии
Полезные советы
В конце статьи хотелось бы поделиться несколькими полезными советами по сварке нержавейки, которые помогут повысить качество итогового шва:
- в процессе сварки в защитной среде (смеси аргона и углекислого газа) устанавливают обратную полярность, а с использованием флюса — прямую
- для расстояния между проволокой и стыком рекомендуется принимать значение, не превышающее 12 мм
- двигать горелкой нужно слева направо с наклоном от себя, чтобы она не закрывала от нас шов
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав, а также прочный и надежный шов
- при сварке тонкой нержавейки горелку наклоняют вперед, уменьшая таким образом глубину провара и снижая к минимуму риск прожога
Сварочное оборудование
Нержавеющая сталь, марки А2 или А4, материал относительно лёгкий для соединения с помощью электросварки. Дома это можно сделать двумя видами сварочных аппаратов:
- MMA — аппарат ручной электросварки электродами, имеющими специальную обмазку.
- MIG/MAG — сварочный полуавтомат. Сочетания букв трудно расшифровать, именно поэтому рассмотрим их характеристики вкратце.
Сварочный аппарат ММА — это машина для дуговой электросварки, выполняемой в домашних условиях. Соединение деталей происходит при расплавлении области их контакта и электрода при нагревании электрической дугой. В аппарате применяется электрод, который легко плавится и образует шов. Его обмазка служит защитным флюсом, образовавшийся при нагревании газ окутывает шов, предохраняя его от доступа кислорода воздуха. Если есть электроды из нержавеющей стали с обмазкой, возможна сварка нержавейки электродом в домашних условиях аппаратом ММА.
Заварить изделие из нержавейки электросваркой в домашних условиях трудновыполнимо из-за проблем найти подходящий электрод из нержавеющей стали. Можно заварить нержавейку простым электродом, но качество шва будет плохое. По отзывам потребителей, сварочный аппарат для домашнего применения полностью себя оправдывает хотя шов, полученный этим методом, в эстетическом плане часто желает лучшего, но MMA, самый дешёвый.
Во время сварки полуавтоматом MIG/MAG дуга накаляет материал, а проволока автоматически подаётся специальным устройством. Область контакта соединяемых материалов покрывается инертным газом аргоном, углекислым газом или смесью Ar и CO2, специально подобранным для каждого вида металла. При этом методе не образуется шлак, поэтому уже после предварительной очистки шов выглядит красиво. Его не нужно шлифовать и полировать. Находит широкое применение при сварке тонкого металла.
При выборе сварочного полуавтомата необходимо, чтобы устройство подачи проволоки имело четыре ролика. Это почти обязательное условие для лучшей его работы, так как сварочная проволока из нержавеющей стали очень жёсткая, и обычное двухроликовое подающее устройство не обеспечивает надёжную работу.
Полуавтоматы в настоящее время переживают расцвет, в первую очередь, благодаря конструкции аппаратов, основанной на трансформаторах высокой частоты, что значительно повысило эффективность этих устройств.
Качественный шов обеспечивает сварка методом TIG, вольфрамовым электродом, в среде газа аргона. В настоящее время она является основной в процессе производства изделий, в частности, из нержавеющей стали. В случае производственных мастерских метод подходит идеально, но при мелких ремонтах, где часто требуется полный демонтаж повреждённого элемента, метод TIG не самый популярный, но он наиболее точный и эстетичный. Шву не требуется дополнительная шлифовка и полировка.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.