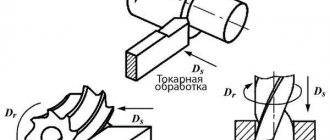
Factors affecting machine performance
The choice of appropriate modes depends on a number of factors. For a CNC milling type machine, the most important factors are:
- spindle feed and rotation speed - the permissible rate is calculated depending on the capabilities of the cutting machine, the type of material being processed, as well as the complexity of the part;
- milling width - this indicator is adjusted based on the dimensions of the workpiece (exact data can be found in the drawing);
- milling depth - depends on the number of passes of the cutter (for simple milling on a machine, one pass is usually sufficient);
- cutting speed - the indicator is calculated based on the distance that the cutter travels on wood or other material within one minute (the speed is also set depending on the technical parameters of the workpiece);
- feed – an indicator of spindle movement along three axes;
- feed per minute - calculated to determine the time it will take the spindle to complete the task.
To set up modes and obtain the necessary information, it is recommended to use the instructions for the machine, as well as the permissible values and characteristics of the processed materials in the tables.
High-speed processing of aluminum (HSO)
Aluminum milling is a popular and one of the simplest processing technologies. The installed cutter, removing a layer of metal of a given thickness, gives the workpiece the required shape and dimensions.
The use of modern CNC models ensures guaranteed processing with the most accurate implementation of the smallest elements, obtaining 2D or 3D relief of any degree of complexity. All images are processed in detail and clearly.
The economic efficiency of different technologies can vary quite significantly. VSO is, at the moment, the most effective method of processing aluminum workpieces. This is explained by the fact that a high spindle speed is organically combined with the possibility of increasing (in such modes) the depth of cut. Example. For steel this figure does not change.
In a number of situations, it is more economically feasible to manufacture one part (with a significant percentage of processing waste) than to cut out several parts from the same volume of material. This is precisely what explains the demand for processing VSO modes.
Ways to improve machine efficiency
If you plan to process plastic on a milling machine, it is recommended to use blanks obtained by casting. The melting point of such parts is higher, which reduces the risk of damage during processing. The most optimal mode for cast plastic workpieces is counter milling.
When working with acrylic or aluminum, cutting fluids should be used. The most acceptable option is a universal technical lubricant. If it is missing, you can cool the instrument using ordinary water. Similar requirements for polystyrene.
If the cutter becomes dull during processing of an acrylic part, it is necessary to reduce the speed. Reduction must be carried out before chipping occurs. The lower the speed, the more load the cutting mechanism receives. Therefore, the described task must be performed carefully, otherwise there is a risk of damage to the milling machine. This must be taken into account by those who have previously cut incorrectly.
Selection of aluminum processing equipment
Aluminum parts produced using CNC machines are highly accurate and can be supplied to industries operating in the aviation, military or space sectors. Compact models that allow optimization of the technological process are often purchased by automobile workshops.
CNC milling machine SolidCraft CNC-3040 Light (300W)
- Power supply 110V/220V
- Dimensions, mm 610 x 490 x 390
- Software Mach3, Emc2
- Spindle speed 11000 rpm
- Spindle power 300 W
- Axes 3
- Repeatability 0.05 mm
- Working feed 4000 mm/min
- Working speed, mm/min 300-3000
- Working field 390 x 280 x 55 mm
- File format gcode, nc, ncc, tab, txt
- Motor type stepper 57/1. 8A
- Price 91,567 rub.
Go to product
A CNC milling machine is a high-precision device that can guarantee the most efficient processing of parts and ensure a perfectly smooth surface. The technology allows you to select the optimal processing speed by synchronizing the actions of the working tool. All this also allows you to reduce the time spent on performing operations (compared to standard methods).
An important structural part of the processing device when working with aluminum is the vacuum table. It allows for efficient fastening of parts and eliminates the risk of accidental shifting of workpieces under the influence of the cutter.
Table: cutting speed of materials
| Material | Speed (meters per minute) |
| Aluminum | from 200 to 400 |
| Brass | from 150 to 300 |
| Bronze | from 100 to 150 |
| Bakelite | from 50 to 100 |
| PVC | from 100 to 200 |
| Thermoplastics | from 300 to 500 |
| Various types of wood | from 300 to 500 |
| Stainless steel | from 50 to 90 |
The table contains general values for most machine tools, but they may go beyond the specified scope depending on the modification of the milling machines and the characteristics of the material. For example, plywood has a lower stiffness rating than wood, so standard speed values will not work.
Immersion and cutting edge
Milling should be performed using a drilling method similar to drilling. If the end does not touch the material being processed, it is necessary to reconfigure. Due to differences between the edges of the passage, the quality of processing of the sides differs. Recommended:
- mill internal contours clockwise;
- mill external contours counterclockwise.
Thanks to milling using this system, the lower quality side will be cut off.
Important! The deeper the dive, the higher the likelihood of failure. At high speed, the cutter should plunge to a minimum depth, and cutting should be performed in several passes.
Heating and Lubrication
As the temperature rises and chips stick, the cutter loses its performance characteristics and works worse. To avoid breakage or damage to wood or other materials, it is recommended to lubricate the operating mechanisms.
Required for use:
- alcohol and special emulsions - when cutting or drilling aluminum and non-ferrous metals;
- soapy water - when processing parts that contain plexiglass.
In this case, it is necessary to control the feed and its speed. Determination of optimal values is carried out depending on the material and its thickness. To configure the desired indicator, use the values from the table.
Milling aluminum with a hand router
At the moment, aluminum as a structural material is very widely used - in construction, transport, the aviation industry, electronics, advertising and household industries, as well as in many other areas.
Such widespread use is explained by a number of unique properties inherent in aluminum.
These are, first of all, lightness, high thermal and electrical conductivity (with a relatively low electrical resistivity), strength at ultra-low temperatures, resistance to corrosion, very widespread occurrence in the earth’s crust, etc.
Aluminum is ductile and easy to process. The polished surface has an aesthetic appearance and in some cases does not require additional coating.
The ease of deposition of aluminum makes it an ideal material for the jewelry industry and the main one in the production of mirrors.
Aluminum chemical compounds do not have a toxic effect, which leads to widespread use in food production, tableware, packaging, etc.
Aluminum products are 100% recyclable and therefore safe for the environment.
Processing Features
Aluminum is a ductile metal, which when milled means an increased tendency to the appearance of scratches, dents and other defects that are very noticeable on the surface of the finished product.
The workpiece can be damaged already at the stage of fixing it on the machine table.
Therefore, for aluminum workpieces - especially large thin-walled panels (for example, advertising boxes) - it is recommended to replace the mechanical clamping of the workpiece with its fastening with a “vacuum table” system.
This solution also remains the only one possible when engraving (imaging) ultra-thin foil - it is simply impossible to fix it mechanically! For the same reason (the tendency to develop defects during processing), aluminum is very sensitive to tool vibration.
If you incorrectly select the milling mode, or if you use an unbalanced (improperly secured) cutter or collet, the cut surface may turn out to be “crumpled,” which negates the efforts to obtain a high-quality part.
Contrary to popular belief, the flexibility of aluminum does not mean that it can be easily processed at any, including extreme, cutting conditions.
Under certain conditions, even at moderate cutting speeds, aluminum shavings tend to “tightly” clog the cutter grooves, making the tool unusable.
To eliminate this phenomenon, it is necessary to use high-quality cutters (with the “correct” number of teeth for given processing conditions), use a coolant system and correctly select cutting conditions, following, first of all, the recommendations of tool and equipment manufacturers.
It should also be taken into account that the concept of “aluminum” includes a large number of alloys based on it. Milling, for example, a “soft” AMG alloy is not at all the same as milling duralumin.
Each specific case requires its own cutting modes, selected taking into account the power characteristics of the machine equipment and the requirements for the quality of finished products.
Machining aluminum at high speeds
Milling aluminum is one of the simplest and most popular methods of processing it.
The technological operation is carried out on a milling machine, where the cutting tool, removing a layer of material, gives the workpiece the desired size and shape.
When using modern CNC equipment, a unique opportunity arises for precise processing of even the smallest elements of an aluminum workpiece.
This produces a complex relief (flat or three-dimensional), as well as clear, detailed images on the surface of the product.
It is well known that the economic efficiency of one or another type of material processing varies.
It is also known that high-speed machining (HSM) is the preferred method for processing metals.
As for aluminum, high-speed milling is, so to speak, the preferred method for this material! The peculiarity is that the high spindle speed when processing aluminum is combined with the possibility of increasing the cutting depth.
While, for example, for steels, the depth of cut during VSO remains the same as during “slow” processing. New methods lead to a revision of technological methods for processing parts.
Thus, the possibility of fast and high-quality milling makes it possible to abandon the production of individual, expensive-to-process body parts, and replace them with more economical one-piece components of complex design and shape (which is especially important for the aviation and aerospace industries).
Sometimes it is more economically profitable to produce one part, converting up to ninety percent of the workpiece into chips, than to “cut out” several individual parts from the same workpiece. Hence, high material removal rates in VSO modes become in demand.
However, the attractive technology combination of VSO and increased depth of cut brings to the fore the problem of increased vibration.
To combat this undesirable, but inevitable, phenomenon, traditional methods are no longer enough.
It is not enough to have a high rigidity of the “machine - fixture - tool - workpiece” system - you need to know the harmonic law that governs the vibrations of the spindle and tool.
In other words, it is necessary to take into account the dynamic characteristics of vibrations, and not just its static (quantitative) assessment.
A larger number of grooves, with the same cutter sizes, will not cope with effective chip removal (due to the relative reduction of each groove as their number increases). However, reducing the number to two is also impossible.
Because it leads to the occurrence of undesirable harmonic phenomena, since the natural frequency of vibration of the cutter will not coincide with the number of impacts of the two cutting edges on the workpiece at a high spindle speed (about 20,000 rpm).
To assess the optimal spindle rotation speed during VSO, even special programs are currently used that evaluate the “tone” of natural vibrations by “listening” to the machine system through a microphone connected to a PC. Perhaps, in the near future, a CNC milling machine operating in the latest technological modes will require a real virtuoso to service it, instead of a “regular” service technician.
Tables: feed speed
| Material | Speed for 3mm face tool (in millimeters per minute) | Speed for 6mm face tool (in millimeters per minute) |
| Soft woods | from 1 to 1.5 thousand | from 2 to 3 thousand |
| Solid wood | from 0.5 to 1 thousand | from 1.5 to 2.5 thousand |
| Double layer plastic | 2 thousand | absent |
| Acrylic and different types of polystyrene | from 0.8 to 1 thousand | from 1 to 1.3 thousand |
| PVC | from 1.5 to 2 thousand | from 1.5 to 2 thousand |
| Aluminum alloys | from 0.5 to 0.8 thousand | from 0.8 to 1 thousand |
The values in the table indicate the minimum and maximum values at which milling machines can cut properly without risk of failure.
Cutting aluminum on a CNC milling machine
Modern CNC machines make it possible to carry out the aluminum cutting procedure with the highest possible accuracy and quality, giving the sheets the desired shape and required size.
High technological efficiency of the process is ensured thanks to the development of machine tool industry. When performing milling work on cutting aluminum using CNC machines, skills in working with industrial equipment and specific knowledge in metal processing are required. When using technology in production, the owner’s costs for training employees to work in SCADA applications are significantly reduced. To work, it is enough to create codes based on pre-compiled drawings directly on the machine screens. To do this, you only need to correctly set the coordinates and dimensions of the part, as well as the direction of movement of the cutting tool.
The system independently controls the production process, so the finished product is ideal in terms of geometry.
3D milling machine Advercut K45MT/2040
- Power requirements 380V (220V)
- USB 2.2 connection interface
- XY Motion Gear Rack (Helical) / Taiwan
- Height Z, mm 200 (300)
- Dimensions, mm 2150 x 3150
- Drive motors Stepper (optional)
- Control code G code
- Linear guides Linear rail / Taiwan
- Max. processing speed, mm/min 35000
- Spindle power 3.5-7.5 kW, 18000 rpm
- Axes 3
- Spindle cooling Air
- Supported software Type3 Software/France (included, license), as well as ArtCAM, Ucancam, etc.
- Working field 2000 x 4000 x 200 mm
- Resolution, mm 0.01
- Control system DSP0501
- Collet chuck ER25
- Price 1,328,000 rub.
Go to product
Cutting aluminum sheets on computer-controlled machines is a reliable way to ensure high productivity and quality of finished products.
Cutter selection
Setting the required modes largely depends on the characteristics of the cutting mill used. The most suitable option is a large diameter solid carbide cutter. It is expensive, but has a number of advantages:
- high accuracy rate;
- high-quality heat dissipation;
- high cutting and feed speed.
For a specific machine model, it is necessary to use cutters made by the manufacturer. Less expensive manual options can only harm the machine tool.