Основные свойства медной проволоки
Для создания проволоки обычно используются чистые марки меди — M3, M2, M1, M0 и выше (то есть такие марки, у которых содержание меди составляет более 99%).
Производство осуществляется фабричным способом, а в качестве исходного сырья используют различные руды или вторсырье. По структуре различают два основных типа проволоки — мягкая и твердая. Мягкая подходит для инженерно-прикладных нужд, а твердая часто используется для декоративных целей.
Свойства
- Низкая удельное сопротивление материала (показатель P составляет 0,0175). Благодаря этому электрический ток легко проходит через металл, а проводник не нагревается.
- Достаточно высокая плотность медной проволоки (около 9 г на 1 кубический сантиметр). Из-за этого материал обладает небольшим весом и плотной структурой.
- Устойчивость к коррозии. Благодаря этому материал не ржавеет и не портится во время хранения.
Где взять медную проволоку в домашних условиях? Проволока входит в состав электродвигателей и трансформаторов электроэнергии. Поэтому ее можно найти в любых электроприборах — телевизоры, фены, утюги, пылесосы и так далее.
Также медная проволока очень часто используется в качестве проводника электрического тока, поэтому ее можно найти в проводах и кабелях. Обратите внимание, что кабельная медь обычно покрывается специальной защитной оболочкой, снять которую вручную сложно. Тогда как на трансформаторах и электродвигателях обмотка находится в чистом виде (изоляция в данном случае не требуется по техническим соображениям).
РЕКОМЕНДАЦИИ ПО ВОПРОСУ ЛЕЧЕНИЯ МЕДЬЮ
Медь подходит примерно 90% людей, испытывающих воздействие от заболеваний. Организмы остальных 10% пациентов, напротив, отталкивают медные частицы. В этом случае, имеется возможность заменить медь серебром. Как правило, эффект от такого лечения должен быть ничуть не хуже.
Лечение медью осуществляется по 2 основным направлениям:
- Ношение медного браслета – аксессуар должен плотно прилегать к запястью и не съезжать ниже него.
- Использование медных пластин и монет – прицепившиеся к коже элементы фиксируются повязками из тканей или шарфов.
Рекомендуется очищать браслеты и пластины от скопившегося негатива. Обычно ношение занимает 2 дня, после чего аксессуары снимаются и заново кипятятся в уксусном растворе.
Медь не нуждается в замене, т.к. подходит для длительного использования в лечебных целях. Единственное, что от вас требуется – это регулярный уход за предметом из меди.
Сферы применения
- Медная проволока для обмотки различных трансформаторов и генераторов энергии. Для таких целей обычно используется проволока небольшого или среднего диаметра с высоким удельным содержание меди (более 99,5%). Благодаря этому электрический ток проходит по проводнику свободно и без задержек, что улучшает технико-эксплуатационные характеристики трансформаторов и генераторов.
- Создание кабелей и проводников электрического тока. Также медная проволока широко используется для создания проводников, поскольку медь очень хорошо пропускает электрических ток и слабо нагревается во время работы.
- Для рукоделия и создания каркасных конструкций декоративного назначения. Можно делать различные декоративные изделия — кольца, каркасные изделия в виде животных, плетеные игрушки и так далее. В этой области большое распространение получила медная проволока для рукоделия марок M3 и выше. Удельное содержание меди в данном случае не слишком важно.
Также проволоку используют для проведения сварки медных и латунных изделий. Подбирать марку меди нужно в зависимости от состава оригинальных деталей, которые будут подлежать сварке. Если исходные детали и сварочная проволока будут иметь разный состав, то в таком случае качество шва будет не слишком высоким, что может привести к растрескиванию и порче материала.
Маркировка
Специальные обозначения четко показывают, для чего нужна медная проволока:
- М1 или М1р — автоматизированная электросварка в химически стабильной среде, получение электродов;
- М2р — газосварка универсальных изделий из меди;
- МСр1 — ответственные газосварочные работы (а также выработка электротехнических приборов);
- МНЖ5-1 — получение сварочных электродов;
- БрАМц9-2 — ручная сварка некоторых сплавов в защитной среде, ручная и механизированная наплавка на сталь;
- БрХ0,7 — автоэлектросварка бронзы на основе хрома под слоем флюса;
- ММЛ — для электротехнических целей и токопроводящих жил;
- МС — создание воздушных линий связи.
Расчет сопротивления
Особое значение электрическое сопротивление играет в ситуациях, когда проволока используется в качестве обмотки для трансформаторов и генераторов. Ведь если сопротивление будет слишком большим, то в таком случае при возникновении аварийной ситуации может возникнуть возгорание обмотки, что может привести к катастрофическим последствиям.
Формула сопротивления
Для точного подсчета сопротивления используется следующая формула: R = (P x L)/S. Расшифровывается она так:
- R — это общее сопротивление. Этот параметр нам нужно найти в результате вычислений (единицы измерения — Ом).
- P — это удельное сопротивление материала. Этот показатель является физической константой, а зависит он от типа химического элемента. Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м).
- L — это общая длина в метрах. Чем больше она будет, тем выше будет сопротивление проводника.
- S — это площадь сечения в квадратных миллиметрах. Этот параметр также влияет на итоговое сопротивление — чем меньше он будет, тем выше будет сопротивление.
Обратите внимание, что параметр S обычно указывается в технической документации, однако вместо площади сечения иногда указывается только диаметр сечения провода. В таком случае необходимо рассчитать площадь по по формуле: S = (Pi x d x d)/4. Расшифровывается эта формула следующим образом:
- Pi — это математическая константа, которая приблизительно равна 3,14.
- d — это диаметр сечения проводника в миллиметрах.
По итогу сопротивление медной проволоки измеряется по двум формулам: R = (P x L)/S = (4 x P x L)/(Pi x d x d).
Примеры задач
Давайте попытаемся решить несколько несложных задачек:
- Задача 1. Определить сопротивление проволоки, длина которой составляет 100 метров, а площадь сечения — 5 квадратных миллиметров. В нашей задачке известен параметр площади, поэтому мы будем использовать первую формулу R = (P x L)/S. Подставим наши значения: R = (0,0175 x 100)/5 = 0,35 Ом.
- Задача 2. Определить сопротивление проволоки, у которой длина составляет 500 метров, а диаметр сечения — 2 миллиметра. В этой задачек известен диаметр, поэтому мы будем пользоваться второй формулой R = (4 x P x L)/(Pi x d x d). Подставим наши значения: R = (4 x 0,0175 x 500)/(3,14 x 2 x 2) = 2,78 Ом.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сварочную проволоку и прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл. 1.
1.2.2. Диаметры тянутых и прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 2.
1.2.3. Овальность проволоки и прутков не должна превышать предельного отклонения по диаметру.
1.2.4. Назначение проволоки и прутков приведено в приложении 1.
Таблица 1
| Номинальный диаметр, мм | Предельное отклонение, мм, для сварочной проволоки из сплавов марок | |||||||||
| МНЖКТ5 -1-0,2-0,2 | БрХ0,7 | M1, M1p, БрКМЦ3-1, БрОЦ4-3, Л63 | БрХНТ, БрНЦр | БрОФ6,5 -0,15 | MCp1, ЛК62-0,5, ЛКБО62-0,2 -0,04-0,5 | ЛО60-1 | БрАМц9-2 | БрАЖМц10 -3-1,5 | МНЖ5-1 | |
| 0,8 | — 0,07 | — | — | — | — | — | — | — | — | — |
| 1,0 | — 0,09 | — 0,06 | ||||||||
| 1,2 | — 0,09 | — 0,06 | ||||||||
| 1,4 | — 0,12 | — 0,12 | — 0,12 | |||||||
| 1,6 | — 0,12 | — 0,12 | ||||||||
| 1,8 | ||||||||||
| 2,0 | — 0,12 | |||||||||
| 2,5 | ||||||||||
| 3,0 | — 0,12 | |||||||||
| 3,5 | — | — 0,08 | — | — 0,08 | — | — | — | — | — | |
| 4,0 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | — 0,16 | |||
| 5,0 | — | — | ||||||||
| 6,0 | — | — 0,16 | — | |||||||
| 8,0 | — 0,20 | — | — 0,20 | — 0,20 | — 0,20 | |||||
Таблица 2
| Номинальный диаметр, мм | Предельное отклонение, мм, сварочных прутков |
| 6,0 | — 1,0 |
| 8,0 |
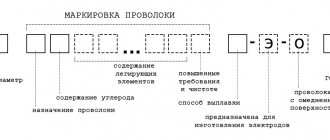
1.2.5. Условные обозначения проставляют по схеме
при следующих сокращениях:
способ изготовления:
- холоднодеформированная (тянутая) — Д
- горячедеформированный (прессованный) — Г
- форма сечения: круглая — КР
- состояние: мягкое — М
- твердое — Т
- длина: мотки (бухты) — БТ
- катушки — КТ
- барабаны — БР
- сердечники — СР
- немерной длины — НД
Вместо отсутствующих данных ставится знак «X».
Примеры условных обозначений:
Проволока сварочная, твердая, диаметром 2,0 мм, в мотках, из сплава марки БрОЦ4-3: Проволока сварочная ДКРХТ 2,0 БТ БрОЦ4-3 ГОСТ 16130-90
Пруток сварочный, прессованный, диаметром 6,0 мм, немерной длины, из сплава марки ЛОК59-1-0,3: Пруток сварочный ГКРХМ 6,0 НД ЛОК 59-1-0,3 ГОСТ 16130-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Сварочная проволока должна изготовляться из сплавов марок, приведенных в табл. 3, а сварочные прутки — в табл. 4. Коды ОКП соответственно приведены в табл. 3 и 4.
Таблица 3
| Материал сварочной проволоки | Марка | Код ОКП |
| Медь | M1 | 18 4490 9 |
| M1p | 18 4491 0 | |
| MCp1 | 18 4494 3 | |
| Сплав медно-никелевый | МНЖКТ5-1-0,2-0,2 | 18 4791 5 |
| МНЖ5-1 | 18 4790 6 | |
| Бронза безоловянная | БрКМц3-1 | 18 4493 8 |
| БрАМц9-2 | 18 4692 9 | |
| БрХ0,7 | 18 4493 6 | |
| БрХНТ | 18 4494 4 | |
| БрНЦр | 18 4494 5 | |
| БрАЖМц10-3-1,5 | 18 4693 2 | |
| Бронза оловянная | БрОЦ4-3 | 18 4691 3 |
| БрОФ6,5-0,15 | 18 4690 7 | |
| Латунь | Л63 | 18 4591 3 |
| ЛО60-1 | 18 4593 4 | |
| ЛКБО62-0,2-0,04-0,5 | 18 4596 9 | |
| ЛК62-0,5 | 18 4596 8 |
Таблица 4
| Материал сварочных прутков | Марка | Код ОКП |
| Медь | М1р | 18 4471 0 |
| М2р | 18 4471 2 | |
| Латунь | ЛМц58-2 | 18 4572 6 |
| ЛЖМц59-1-1 | 18 4572 4 | |
| ЛОК59-1-0,3 | 18 4577 0 |
1.3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок БрНЦр, БРХ0,7, MCp1, БрХНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен соответствовать приведенному в табл. 5; марок M1, M1p, M2p-ГОСТ 859, марок БрКМц3-1, БрАМц9-2, БрАЖМЦ10-3-1,5-ГОСТ 18175, марок БрОЦ4-3, БрОФ6,5-0,15-ГОСТ 5017, марок Л63, ЛМц58-2, ЛЖМц59-1-1, ЛО60-1-ГОСТ 15527, марок МНЖ5-1, МНЖКТ5-1-0,2-0,2-ГОСТ 492.
1.3.1.3. Проволоку и тянутые прутки изготовляют мягкими и твердыми.
1.3.1.4. Поверхность проволоки и прутков должна быть чистой и гладкой без трещин и расслоений. Не допускаются раскатные трещины, прокатные плены, риски, закаты, рванины и другие дефекты, глубина которых при контрольной зачистке превышает предельные отклонения по диаметру.
Допускаются покраснения поверхности после травления, цвета побежалости и незначительные следы технологической смазки.
1.3.1.5. Прутки должны быть выправлены. Кривизна прутков не должна превышать 4 мм на 1 м длины. На мягких прутках и в бухтах кривизна не регламентируется.
1.3.1.6. В изломе прутки не должны иметь посторонних включений, расслоений и пустот.
1.3.1.7. С твердых латунной проволоки и прутков должны быть сняты остаточные растягивающие напряжения низкотемпературным отжигом или механическим методом. Отсутствие остаточных растягивающих напряжений обеспечивается технологией производства.
1.3.1.8. Проволока должна быть свернута в мотки или намотана на катушки, барабаны, сердечники неперепутанными рядами без резких изгибов и увязана, исключая возможность нарушения плотности рядов проволоки.
Таблица 5
| Марка сплава сварочной проволоки | Основные компоненты, % | ||||||
| Медь | Никель | Кремний | Олово | Цинк | Хром | Прочие элементы | |
| БрНЦр | Остальное | 0,3-0,6 | — | — | — | — | Цирконий 0,040-0,080 |
| БрХ0,7 | Остальное | — | — | — | — | 0,40-1,00 | — |
| MCp1 | Остальное | — | — | — | — | — | Серебро 0,800-1,200 |
| БрХНТ | Остальное | 0,5-0,8 | — | — | — | 0,15-0,35 | Титан 0,050-0,150 |
| ЛК62-0,5 | 60,05-63,5 | — | 0,30-0,70 | — | Остальное | — | — |
| ЛКБО62-0,2-0,04-0,5 | 60,5-63,5 | — | 0,10-0,30 | 0,30-0,70 | Остальное | — | Бор 0,03-0,10 |
| ЛОК59-1-0,3 | 58,0-60,0 | — | 0,20-0,40 | 0,70-1,10 | Остальное | — | — |
Продолжение табл. 5
| Марка сплава сварочной проволоки | Примеси, %, не более | ||||||||||||
| Мышьяк | Свинец | Железо | Сурьма | Висмут | Фосфор | Цинк | Кремний | Магний | Олово | Сера | Прочие элементы | Всего | |
| БрНЦр | — | 0,005 | 0,06 | — | — | 0,005 | 0,005 | 0,03 | 0,002 | — | — | — | 0,2 |
| БрХ0,7 | — | 0,005 | 0,06 | — | — | 0,005 | 0,007 | 0,03 | 0,002 | — | — | — | 0,3 |
| MCp1 | 0,010 | 0,010 | 0,05 | 0,005 | 0,002 | — | — | — | — | 0,05 | 0,01 | Кислород 0,070 | 0,3 |
| БрХНТ | — | 0,005 | 0,06 | — | — | 0,005 | 0,025 | 0,03 | 0,002 | — | — | — | 0,2 |
| ЛК62-0,5 | — | 0,080 | 0,15 | 0,005 | 0,002 | — | — | — | — | — | — | — | 0,5 |
| ЛКБО62 -0,2-0,04-0,5 | — | 0,080 | 0,15 | — | — | — | — | — | — | — | — | Алюминий 0,050 | 0,5 |
| ЛОК59-1-0,3 | 0,01 | 0,100 | 0,15 | 0,010 | 0,003 | 0,010 | — | — | — | — | — | — | 0,3 |
1.3.1.9. Каждый моток, катушка, барабан или сердечник должны состоять из одного отрезка проволоки.
Допускается контактная сварка кусков проволоки, при этом проволока в местах сварки должна соответствовать требованиям табл. 1.
1.3.1.10. Масса проволоки в мотке, катушке, барабане или сердечнике приведена в приложении 2.
1.3.1.11. Прутки изготовляют немерной длины от 1 до 5 м.
Допускаются в партии укороченные до 0,5 м прутки в количестве не более 15 % массы партии.
1.3.1.12. Прутки должны быть ровно обрезаны или обрублены.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Сварочную проволоку из меди изготовляют диаметром 0,5 мм с предельным отклонением минус 0,05 мм.
1.3.2.2. На поверхности проволоки не допускаются дефекты, приведенные в п. 1.3.1.4, глубина которых при контрольной зачистке превышает половину предельного отклонения по диаметру.
1.3.2.3. Временное сопротивление твердой проволоки из материала марок M1, M1p, МНЖКТ5-1-0,2-0,2 должно соответствовать указанному в табл. 6.
Таблица 6
| Марка материала сварочной проволоки | Временное сопротивление sв, МПа (кгс/мм2), не менее |
| M1, M2p | 350 (36) |
| МНЖКТ5-1-0,2-0,2 | 440 (45) |
1.3.2.4. Твердая проволока диаметром 0,8-6,0 мм должна выдерживать не менее четырех испытаний на перегиб.
1.3.2.5. Проволоку из сплава марки ЛК62 допускается изготовлять с массовой долей кремния 0,06-0,20 %.
1.3.2.6. Проволоку из сплавов марок БрХ0,7, БрХНТ и БрНЦр допускается изготовлять из сплавов вакуумной выплавки.
1.3.2.7. Прутки при испытании на загиб должны выдерживать в холодном состоянии без проявления следов надрывов и отслоений загиб на 90°.
1.3.2.8. Прутки из сплава марки ЛОК59-1-0,3 допускается изготовлять в мотках в соответствии с требованиями п. 1.3.1.8.
1.3.2.9. Прутки из сплавов марок М1р, М2р, ЛМц58-2 и ЛЖМц59-1-1 допускается изготовлять с предельными отклонениями по диаметру ±0,5 мм.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Проволоку и прутки допускается изготовлять промежуточных диаметров с предельными отклонениями по диаметру для следующего большего диаметра, приведенного в табл. 1 и 2.
1.3.3.2. Проволоку изготовляют с нормальной массой мотка, катушки, барабана или сердечника, превышающей нормы, приведенные в приложении 2. При этом предельные отклонения по диаметру, овальность и качество поверхности проволоки устанавливаются по согласованию.
1.4. Маркировка
К каждому мотку, если он не связан в бухту, или бухте, барабану, сердечнику, пучку должен быть прикреплен фанерный или металлический ярлык, на каждую катушку должна быть наклеена этикетка с указанием на них:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- условного обозначения проволоки или прутков;
- номера партии;
- штампа (клейма) технического контроля.
1.5. Упаковка
1.5.1. Каждый моток проволоки должен быть перевязан не менее чем в двух местах симметрично проволокой по ГОСТ 3282.
Концы проволоки, намотанной на катушки, барабаны, сердечники, изготовленные по ГОСТ 25445, должны быть надежно закреплены.
Допускается по согласованию изготовителя с потребителем производить намотку проволоки на возвратные катушки или барабаны, изготовленные потребителем.
1.5.2. Мотки проволоки одной партии связывают в бухты. Каждая бухта должна быть перевязана не менее чем в трех местах по окружности бухты проволокой по ГОСТ 3282.
Масса грузового места должна быть не более 80 кг.
1.5.3. Прутки одной партии связывают в пучки массой не более 80 кг. По согласованию изготовителя с потребителем допускается сматывать прутки в бухты массой не более 80 кг или пучки массой до 500 кг. Каждый пучок должен состоять не менее чем из трех прутков и перевязан проволокой или другим материалом не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах равномерно по длине прутка, исключая взаимное перемещение прутков в пучках.
1.5.4. Бухты проволоки и прутков, а также пучки прутков обертывают нетканым материалом по нормативно — технической документации и обвязывают не менее чем в двух местах проволокой по ГОСТ 3282.
По согласованию изготовителя с потребителем допускается применять другие виды перевязочных и упаковочных материалов, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции, за исключением льняных и хлопчатобумажных тканей.
Упаковка продукции в районы Крайнего Севера и приравненные к ним районы — по ГОСТ 15846.
1.5.5. Грузовые места формируют в транспортные пакеты в соответствии с требованиями ГОСТ 24597, ГОСТ 26663, ГОСТ 21650, ГОСТ 9078, ГОСТ 9557, а также с использованием деревянных подкладок сечением не менее 50×50 мм. В качестве обвязочных средств применяют проволоку диаметром не менее 3 мм по ГОСТ 3282, ленту размерами не менее 0,3×30 мм по ГОСТ 3560, пакетирующие стропы из проволоки по ГОСТ 3282 или другие материалы, не уступающие по прочности перечисленным выше. Концы проволоки соединяют скруткой, ленты — в замок.
Масса транспортного пакета должна быть не более 1250 кг, высота — не более 1350 мм.
1.5.6. Проволоку и прутки допускается транспортировать в универсальных контейнерах по ГОСТ 20435 или по ГОСТ 22225.
В каждый контейнер должен быть вложен упаковочный лист, на котором указывают сведения, приведенные в п. 1.4.
Волочение проволоки
Для производства на заводах используется специальная технология литья, которая позволяет получить медную проволоку с диаметром сечения порядка 20-30 миллиметров. Этот показатель является достаточно высоким, поскольку такая толстая проволока обладает массой недостатков — большой удельный вес, высокое удельное сопротивление материала и так далее.
Поэтому после литья также используется волочение. Эта технология позволяет снизить диаметр изделия до нужных показателей (от 1-2 микрометров при сверхтонком волочении до 10 миллиметров при грубом волочении). Сама технология волочения является достаточно простой: толстая проволока пропускается сквозь специальные отверстия (фильеры), диаметр которых меньше диаметра исходной проволоки.
Технология
Для волочения необходимы специальные волочильные станки, а также соблюдение определенного порядка действий.
- Непосредственно перед волочением исходная проволока должна пройти процедуру травления. Для этого обычно используется раствор соляной кислоты, который нагревается до невысоких температур (40-50 градусов по шкале Цельсия). После травления также рекомендуется выполнить отжиг металлической заготовки — так металл станет мелкозернистым, что позволит выполнить более качественное волочение. После отжига необходимо нейтрализовать остатки травильной кислоты и сделать промывку. Травление и отжиг позволяют значительно повысить срок годности волочильных станков — если этого не сделать, то волочильные отверстия-фильеры достаточно быстро забьются окалиной, что замедлит производственный процесс.
- Теперь можно приступать непосредственно к волочению. Для этого концы исходной проволоки заостряют с помощью ковочных инструментов, а потом проволока вставляется в специальные отверстия-фильеры. После этого осуществляется запуск двигателя волочильного станка. Чтобы получить тонкую или сверхтонкую проволоку малого сечения, она последовательно пропускается через несколько фильеров.
- На последнем этапе обработки проволока становится достаточно жесткой и пружинистой. Чтобы избавиться от этого недостатка в последнем отсеке волочильного станка происходит финальный отжиг материала. В конце проводят сушку в специальных шкафах-отсеках — после этого осуществляется намотка на катушки. Волочение завершено — катушки с проволокой теперь можно поместить на склад, доставить заказчику с помощью автотранспорта.
Автоматизация
Процедура волочения является полуавтоматизированной — оператор лишь выполняет подготовку и заправку исходной проволоки, а непосредственно волочение станок выполняет сам в автоматическом режиме (хотя оператор может контролировать параметры процедуры с помощью панели управления).
В ряде случаев перед волочением могут наноситься специальные смазочные материалы — это могут быть жирные масла, ингибиторы-эмульсии, растворы щелочных солей и так далее. Целью нанесения смазки является снижения трения во время волочения — это позволяет получить более тонкую и однородную проволоку + за счет нанесения смазки минимизируется риск образования разрывов.
ПРИЕМКА
2.1. Проволоку и прутки принимают партиями. Партия должна состоять из проволоки или прутков сплава одной марки, одного состояния материала, одного диаметра и оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки или прутков;
- номер партии;
- массу нетто проволоки или прутков;
- результаты испытаний (по требованию потребителя).
Масса партии должна быть не более 2000 кг.
2.2. Для контроля качества поверхности и размеров проволоки и прутков от партии отбирают мотки (катушки, барабаны, сердечники) или прутки «вслепую» методом наибольшей объективности по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых мотков (катушек, барабанов, сердечников) проволоки и прутков определяют по табл. 7.
Таблица 7
| Количество мотков (катушек, барабанов, сердечников), прутков в партии | Количество контролируемых мотков (катушек, барабанов, сердечников), прутков | Браковочное число |
| 2-8 | 2 | 1 |
| 9-15 | 3 | 1 |
| 16-25 | 5 | 1 |
| 26-50 | 8 | 2 |
| 51-90 | 13 | 2 |
| 91-150 | 20 | 3 |
| 151-280 | 32 | 3 |
| 281-500 | 50 | 4 |
| 501-1200 | 80 | 6 |
| 1201-3200 | 125 | 8 |
Партия считается годной, если число мотков (катушек, барабанов, сердечников), прутков с результатами измерений, не соответствующими требованиям табл. 1 и 2, пп. 1.3.1.4, 1.3.2.2, менее браковочного числа, приведенного в табл. 7.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждый моток (катушку, барабан, сердечник), пруток.
Допускается изготовителю контролировать качество поверхности и размеры проволоки и прутков в процессе производства.
2.3. Для проверки кривизны прутков отбирают три пучка от партии.
2.4. Для проверки химического состава проволоки отбирают по два мотка (катушки, барабана, сердечника), а прутков — два прутка от партии.
Допускается на предприятии-изготовителе определять химический состав на пробах, взятых от расплавленного металла.
2.5. Для проверки временного сопротивления и числа перегибов проволоки отбирают по три мотка (катушки, барабана, сердечника) от партии.
2.6. Для испытания прутков на изгиб и излом отбирают два прутка от партии.
2.7. Для проверки наличия остаточных растягивающих поверхностных напряжений отбирают два мотка (катушки, барабана, сердечника) или два прутка от партии. Проверку проводят периодически, по требованию потребителя.
2.8. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, кроме размеров и качества поверхности, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
Переплавка
Отработанную или деформированную медную проволоку можно переплавить в специальных промышленных печах. После переплавки медь также должна пройти несколько этапов очистки, чтобы избавить материал от различных примесей. На заводах это происходит следующим образом:
- Медный металлолом очищают от обмотки и помещают в специальные чаны, где происходит нагрев материала.
- Чтобы повысить температуру производится впрыскивание кислорода.
- В результате этой операции температура резко повышается, что приводит к полному расплавлению меди и выгоранию всех основных примесей.
- После этого включаются специальные вытяжки, что приводит к вращению чана с металлом — благодаря этому происходит отделение меди от тугоплавкого мусора.
- Теперь медь разливается в формы, а после небольшого остывания помещается в водяные ванны — в результате образуются твердые слитки.
- После этого медь помещается в специальные электролизные ванны — это позволяет избавиться от различных металлических примесей (золото, серебро, алюминий, теллур и другие элементы).
- Потом формируются небольшие пластины, которые потом отправляются на переплавку — в конце из расплавленной меди методом литья формируется толстая проволока (после остывания с помощью волочения можно уменьшить ее диаметр стандартным образом).
Обратите внимание, что на фабриках медь проходит через несколько стадий очистки — именно поэтому переплавка меди в домашних условиях практически не имеет смысла. Да, теоретически Вы можете и дома нагреть медь до нужных температур с последующим расплавлением металла. Однако в домашних условиях практически очень сложно произвести очистку без специального оборудования.
ЛЕЧЕНИЕ МЕДЬЮ ЗАБОЛЕВАНИЙ
Как мы уже выяснили, медь прекрасно справляется с болезнями. Однако, совсем не факт, что она подойдет именно вам. Придется проверить медь: наложите пластину на пораженный участок кожи, и если металл «приклеится» и не будет спадать – то лечение очень даже возможно! В таком случае, понадобится запастись медными пластинами и монетам. При отсутствии сцепления с кожей, медь вам не подойдет.
Возникают моменты, когда медь выборочно цепляется за одни участки кожи, и спадает с других. Это свидетельствует о том, что лечение станет возможным лишь на «магнитных» для меди участках кожи. Зато процедура уж точно не доставит дискомфорт.
- Медь против ангины. Приложите монеты в области миндалин, и плотно укутайте горло вязаным шарфом. Желательно проводить аппликации на ночь.
- Медь против артрита. Подготовьте компресс из медной воды, прикладывайте его к пораженным участкам на несколько часов.
- Медь против варикозного расширения вен. Плотно фиксируйте медные пластины (царские монеты) на пораженных участках ног. Не снимайте медь до периода свободного спадания монеты с ноги.
- Медь против гайморита. Кладите медные пластины в области носовых пазух и глазниц.
- Медь против геморроя. На начальных стадиях геморроя целесообразно использовать монеты или пластины из меди. Приложите их к анальному отверстию и к области ягодиц. Свойства меди позволяют нормализовать циркуляцию крови и ускоряют отток жидкости от проблемных участков. Монеты должны плотно прилипнуть к коже, и тогда начнется лечебный эффект.
- Медь против болей в голове. Примите лежачее положение и приложите медные элементы к лобной, затылочной или височной частям головы. Придерживайтесь такого положения в течение 30 минут, после чего протрите кожу. Свойства меди улучшают циркуляцию крови, тем самым предотвращая головокружение от излишнего давления.
- Медь против доброкачественной опухоли. Целебные аппликации из медных предметов способны приостановить развитие доброкачественных опухолей, а также полностью устранить новообразования. Секрет очень прост: прикладывайте медь к опухолям, фиксируйте их повязкой, и носите так в течение недели. Дайте организму прийти в себя, а через пару суток проведите очередной курс лечения. Регулярно посещайте онкологический диспансер и терапевта. Заниматься лечением доброкачественных опухолей можно только после точного выявления проблемы. Установить ее под силу только специалистам.
- Медь против неприятностей по женской линии. Проблемы с циклом менструаций, фибромы и другие гинекологические заболевания лечатся при помощи прикладывания монет к половым органам на 30 минут.
- Медь против коленных болей. Приложите несколько монет вокруг коленного сустава, зафиксировав их вязаным шарфом. Длительность лечения – от 2 до 7 суток.
- Медь против заболеваний глаз. Приложите медную монету на участки между краями глаз и висков. Дождитесь прилипания монеты к коже, и зафиксируйте ее клейкой лентой. О завершении лечения вам поведает спадание монетки. Черная область в зоне лечения станет свидетельством вытягивания глаукомы.
- Медь против повреждений и переломов. Подготовьте медную аппликацию: расположите ее по всему периметру тела на проблемной области – пластина должна плотно сомкнуться с кожей. Подождите 7 дней, после чего зафиксируйте результат – если он будет слабым, поменяйте расположение монеты. Лечение медью может быть обманчиво: в первое время вы почувствуете усилившуюся боль и увеличение отеков. Но со временем эти симптомы спадут, а лечение пойдет на пользу. Главное не останавливать процедуры, т.к. кожа привыкает к медным пластинам и лучше воспринимает их притяжение.
- Медь против рубцовых примет. Такие рубцы возникают после операций. Прикладывайте медные пластины на место расположения швов, и фиксируйте их плотной повязкой. Не забывайте проверять кожные покровы. Они не должны быть нарушены, особенно в области затягивающихся швов.
- Медь против сахарного диабета. Принимайте внутрь 2 столовые ложки воды с медью. Курс лечения – 30 суток.
- Медь против заболеваний сердечной мышцы. Прикладывайте монетку из меди к области под ключицей. Желательно найти идеальное «магнитное» место на коже, чтобы монетка не спадала. Зафиксируйте медь клейким пластырем и носите его в течение недели.
- Медь против проблем со слухом. Прикладывайте медные монетки на костяную выпуклость уха. В противоположном направлении расположите такую же монетку. Страдаете от шума в ушах? Прикладывайте пластинки в области заднего отдела шеи. Следите за плотным присасыванием монет к коже.
Внимание: чрезмерное количество меди может навредить организму. Отравление медью приводит к развитию ряда заболеваний. Перед тем, как проводить курс лечения медными пластинами, посетите своего терапевта и проконсультируйтесь относительно безопасности.
Сварка медной проволокой
Применяется для сварки изделий и листов на основе медных или латунных сплавов. Медная проволока в данном случае используется в качестве субстрата, из которого будет формироваться сварной шов. Рассмотрим критические моменты основных способов сварки:
Газовая сварка
Для проведения газовой сварки меди рекомендуется использовать флюсовые растворы на основе бора для оперативного удаления оксидов, чтобы улучшить качество шва и минимизировать образование пузырьков воздуха внутри сварного шва.
Нужно следить за расходом газа в зависимости от толщины сплава. Если толщина объекта составляет менее 1 см, то расход газа будет 150-160 л/час. Если же толщина объекта будет более 1 см, то расход будет порядка 200-250 л.
Сварку рекомендуется проводить быстрыми, но точными движениями. Распавку нужно делать так: сперва расплавляется присадочная проволока — потом расплавляются края медных объектов.
Сварка полуавтоматом
Сварку полуавтоматом рекомендуется делать во флюсовой среде для минимизации риска образования пузырьков воздуха. Оптимальная проволока для проведения сварки — M2, хотя можно также использовать марки M1 и M3.
Для сварки полуавтоматом рекомендуется использовать напряжение 30 вольт, а силу тока — 300 ампер. Сварку рекомендуется делать поперечными движениями, но без резких колебаний. Иначе могут образоваться пузырьки воздуха и вредоносные оксиды, что плохо скажется на качестве сварного шва.
Аргонодуговая сварка
Этот способ сварки — оптимальный. За счет применения аргона снижается риск образования оксидов и пузырьков воздуха, что делает шов ровным и твердым. Для сварки нужно использовать электроды на основе вольфрамовых сплавов. Электроды на другой основе быстро разрушаются и могут загрязнять шов. Для проведения сварки рекомендуется использовать ток обратной полярности. Если медное изделие обладает большой и средней толщиной, то в таком случае перед сваркой необходимо выполнить небольшой нагрев. При работе с тонкими изделиями предварительный нагрев можно не выполнять.
МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности проволоки и прутков проводят без применения увеличительных приборов. Контроль качества поверхности проводят с заданной вероятностью 97,5 % (приемочный уровень дефектности равен 2,5 %).
3.2. Определение размеров проволоки и прутков проводят по ГОСТ 26877 микрометром по ГОСТ 6507 или другими приборами, обеспечивающими необходимую точность. При возникновении разногласий определение размеров проводят по ГОСТ 6507. Контроль размеров проводят с заданной вероятностью 97,5 % (приемочный уровень дефектности равен 2,5 %).
3.3. Кривизну прутков определяют по ГОСТ 26877.
3.4. Для анализа химического состава от каждого отобранного мотка (катушки, барабана, сердечника), прутка вырезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Химический состав проволоки и прутков определяют по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.22, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086 или другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава проволоки и прутков анализ проводят по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.23, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086.
3.5. Для испытания на растяжение от каждого отобранного мотка (катушки, барабана, сердечника) вырезают по два образца. Отбор проб для испытания на растяжение проводят по ГОСТ 10446.
3.6. Отбор проб для испытания на перегиб проводят от обоих концов каждого контролируемого мотка (катушки, барабана, сердечника) или из двух участков на расстоянии не менее 5 м друг от друга.
Испытание проволоки на перегиб проводят по ГОСТ 1579.
3.7. Испытание прутков на загиб выполняют вокруг оправки с радиусом закругления, равным диаметру прутка.
3.8. Для проверки прутка на излом оба конца прутка надрезают с одной или двух сторон, после чего его ломают. Надрез должен быть сделан с таким расчетом, чтобы излом проходил через центральную часть прутка. Ширина излома должна быть не менее 60 % диаметра.
3.9. Определение наличия остаточных напряжений в проволоке и прутках из латуни проводят по ГОСТ 2060.
3.10. Качество намотки проверяют внешним осмотром.
Транспортировка и хранение
Правила хранения медного проволоки регулируются нормами ГОСТ. Основные правила:
- Оптимальный способ хранения и транспортировки — это применение каркасных бухт. Для транспортировки бухты необходимо упаковать в специальную пленку. Она будет защищать материал от неблагоприятных условий окружающей среды. На складке бухты в большинстве случаев можно хранить без упаковки.
- Хранение проволочки должно осуществляться на специальных складах. Основные требования относительно хранения — низкая влажность, наличие сухой вентиляции, минимальный риск длительного намокания материала (краткосрочное намокание по неосторожности допускается) и так далее.
- Различные марки меди должны храниться на складе отдельно. Если во время транспортировки проволока запуталась, необходимо выполнить распутывание. Во время распутывания ни в коем случае нельзя допускать перекручивание материала «восьмеркой».