Self-shielded flux cored wire E71T-GS Product type: welding material. Self-shielding flux-cored wire, with an overlap joint, for single-pass welding, without a protective gas environment in all spatial positions. Primarily intended for use outside normal welding operating conditions in shipyards or where it is difficult to use the semi-automatic gas shielded welding procedure.
More details
Wholesale E71T-1 flux cored wire Product type: welding material. Rutile flux-cored wire, for welding in all spatial positions of low-carbon and medium-strength steels, including marine steels in both Ar / CO2 mixtures and pure CO2. Compared to welding with solid wire, flux-cored wire has higher productivity, better weld quality, and less spatter.
More details
Buy self-shielding welding flux-cored wire at Gweld.ru wholesale - we offer the best prices, customer service and delivery conditions on the market - call!
Tel: 8 800 500 4468 (multi-channel)
General information
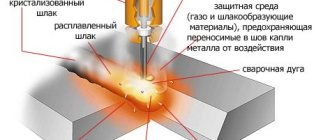
Flux-cored wire for welding without gas looks like a metal hollow tube. Inside it is a filler, which is simply flux or flux mixed with metal powder. Sheath steel refers to cold-rolled strip made from mild steel containing a small amount of carbon. The dimensions of the tape are selected depending on the diameter of the shell.
This type of wire is used in semi-automatic welding, during which gas protection is not required. Self-shielding welding wire can be used without the use of a gas cylinder, which is a definite advantage. This is ensured by the presence of flux inside the steel sheath, which, when the wire begins to melt, is gradually released outward and forms a kind of cloud that has the same protective properties as gas.
The tube contains small fractions of elements such as iron, phosphorus, and chromium. This guarantees the following circumstances:
- achieving a suitable temperature near the arc and bath and stabilizing it;
- increased mixing of molten metal;
- uniform seam coverage;
- no metal spattering;
- uniform boiling of the molten metal.
There is also an increase in the speed of the process. It is possible to carry out not only welding, but also surfacing of metals. Flux-cored wire for semi-automatic welding is widely used in the automotive industry and the repair of various metal products. Of particular note is the possibility of ceiling-type welding work.
Retail prices for flux-cored wire for semi-automatic machines
| Brand according to AWS (GOST) | Diameter, mm | Packaging, kg/pack | PRICE, rub./kg. VAT included |
| E71T-GS (self-defense) | 0,8 | 5.0 (D200) | 579,2 |
| 0,8 | 1.0 (D100) | 634,9 | |
| E71T-1 (Marine Register) | 1,2 | 15.0 (D300) | to order |
| 1,2 | 5.0 (D200 | to order | |
| 1,6 | 15.0 (D300) | to order |
You can buy cored wire at retail in our online store. Check with the manager for wholesale prices.
You can submit an application through the website by selecting what you need and filling out the required fields.
If you haven’t found a suitable type, you should contact the manager to check availability or the possibility of a custom order.
Wire core
The wire core is a combination of various elements, minerals, and ferroalloys. Their combination guarantees the production of compounds with specified performance properties. All additives included in the core are divided into the following types:
- Deoxidizing. Includes active ingredients.
- Stabilizing. Ensure arc stability.
- Gas-forming. Includes components that help form a gas cloud around the weld pool.
- Alloying. They contain alloying components that give the metal the desired qualities.
- Slag-forming.
- Special. As a rule, it is iron powder.
The most commonly used self-shielding flux-cored welding wire belongs to the “special” group.
Symbols and markings
Marking of solid wire for welding (surfacing) on the domestic market is carried out in accordance with GOST 2246-70. Stainless steel welding wire is designated as any other alloy wire . The only difference in the chemical composition is the increased content of chromium and nickel.
Example: 3 Sv. – 01Х19Н9 – Ш – E – О GOST 2246-70.
- 3 St. - denotes the technology of application (welding) and its standard size 3.0 mm.
- 01Х19Н9 – chemical composition of the material:
- 01 – carbon (no more than 0.03%);
- X19 – chromium content about 19%;
- H9 – nickel content about 9%.
The chemical composition designation may end with the letter A or double AA. The content of harmful impurities of phosphorus and sulfur is specified here: A - standard, AA - reduced.
- Ш – wire is made using electroslag remelting technology.
- E-wire is used to prepare electrodes.
- O – the surface of stainless wire can be coated with copper. This wire is used for particularly critical connections where arc stability is required.
Stainless steel wire MIG ER-308LSi (1 kg; 0.8 mm) Cedar. Photo VseInstruments.ru
Marking of flux-cored wire used for welding stainless steels is carried out in accordance with GOST 26271-84.
In the international format, they use markings according to AWS (American Welding Society) standards.
Efficiency of application
Flux-cored wire for arc welding has gained a good reputation due to the fact that by using it, it is possible to solve numerous problems and facilitate the processes of welding and surfacing. With its help, such work can be carried out in the field and at outdoor production sites. The productivity of the process increases several times. There is no need to deal with the consequences of splashing molten metal.
The quality of the formed connection is decent. Due to the fact that flux-cored welding wire for semi-automatic machines provides good metal penetration, it is possible to make such connections as lap, corner and butt in one pass. It can be used for both automatic and semi-automatic welding. Mainly used for working with carbon steels and low alloy steels.
The advantages include resistance to the appearance of slag inclusions in the weld, as well as the formation of defects such as pores. Welding work can be done in various positions.
Requirements for consumables and their advantages
Flux-cored wire used for arc welding is produced in accordance with the basic requirements:
- With the creation of uniform melting of the material without large splashes;
- Stable heating and easy arc initiation;
- The result should be a neat seam, without defects (pores and cracks);
- The slag formed during melting should be evenly distributed along the seam and separated upon cooling.
Such requirements are the main parameters for welding materials and determine the use of flux-cored wire when welding steel under different conditions.
Welding of powder steel helps solve construction and production problems, increases the productivity of the process, and reduces the labor intensity of manual cleaning of products from splashes. Depending on the type of use and protection from external factors, the wire can be gas-protective or self-protective.
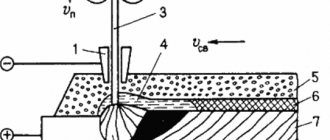
Features of use
The use of flux-cored wire is carried out approximately in the same way as welding with conventional electrodes using flux. The flux-cored wire can be held in your hand and fed independently into the welding area. It can also be filled into a semi-automatic machine so that it moves using the feeding mechanism of the equipment.
When working with this type of consumable element, it is recommended to set the current to constant current and set the polarity to reverse type. When working, it is necessary to monitor the length of the flux-cored wire. It should be 1.5-2 centimeters.
Before starting welding, the wire must be heated for a long time. It is recommended to first make a test seam and, depending on the results, adjust the set mode.
When is it better to refuse welding with self-shielding wire?
There are only two drawbacks here - the high cost and lower quality of the weld than when welding semi-automatically in a shielding gas environment. Flux-cored wire has also performed rather poorly when welding pipes under pressure. Therefore, this method is not at all suitable for performing these works.
In general, as you can see, there are pros and cons when using self-shielding wire. The advantages are associated with the ability to weld in hard-to-reach places and in any weather, and the disadvantages are with the high price and lower quality of the seam.
Classification
The characteristics by which welding wire is classified are as follows:
- purpose;
- type of surface;
- structure;
- chem. composition.
Depending on their purpose, products can be general or special purpose. Special-purpose wire is intended to perform specific work - underwater welding, welding of reinforcement, tank welding, etc. This wire has a chemical composition that simplifies the above work and helps obtain a welded joint of the highest quality.
General purpose wire is intended for welding, used in surfacing work and in the manufacture of various types of electrodes (the letter E is present in the marking).
Depending on the type of surface, the wire is produced non-copper-plated and copper-plated (the letter O is present in the marking). Copper-plated wire is used for welding structures and products made of carbon or low-alloy steel. Its purpose is to create anti-corrosion protection for the seam, as well as to promote stability of the arc. This is especially true when carrying out gas welding.
According to the structure, the wire can be solid, powdered or activated. The composition of the steel from which the wire is made is of great importance when choosing it for welding a specific grade of metal and depends on the symbol - marking. Wire designation
Chem. The composition of the steel grades from which the wire is made is specified in GOST 2246-70 and according to it there are 6 grades made from steel grades with low carbon content, 30 grades from alloy steel and 41 grades from high-alloy steel. The wire is considered low-carbon if its total content of alloying elements is less than 2.5%, alloyed if the total content of these elements is in the range from 2.5 to 10%, and high-alloyed - more than 10%. The wire has a symbol that indicates the quantitative content of various elements in its composition.
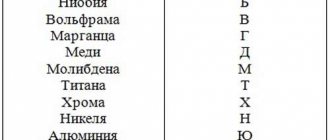
The marking consists of numbers and letters, where the numbers are the number of elements that make up the wire in %, and the letters are the name of the chemical element. Welding wire may contain the following elements:
- A (N) – nitrogen;
- B (Nb) – niobium;
- B (W) - tungsten;
- D (Cu) – copper;
- M (Mo) - molybdenum;
- H (Ni) – nickel;
- C (Si) - silicon;
- T (Ti) - titanium;
- Yu (Al) - aluminum;
- F (V) - vanadium;
- X (Cr) – chromium;
- Z (Zr) – zirconium.
A number must be placed before the marking. After it, St. is written with a hyphen. The number indicates the Ø of the wire in mm, and St. indicates that it is intended for welding. After St there are numbers indicating the amount of carbon (in hundredths of a percent). At the end of the marking there may be letters:
- A – the content of phosphorus (P) and sulfur (S) in steel is reduced;
- AA - the wire is made of metal, which has a minimum amount of P and S, i.e. the metal is purified as much as possible from these impurities.
Sulfur and phosphorus negatively affect weldability, therefore, when welding critical structures, be sure to choose wire grades with a reduced amount of them.
An example of a symbol for the most used grade of wire when carrying out welding work and its explanation:
3-Sv08G2S
Where:
- 3 – diameter in mm;
- Sv – welding wire;
- 08 – contains 0.08% carbon;
- G2 – contains 2% manganese;
- C – contains up to 1% silicon.
Sv08G2S is also used for manual arc welding, when performing surfacing work and when performing work using semi-automatic and automatic machines. It is used to weld critical pressure vessels, structures made of various steels, pipelines, boilers, etc. Solid diameter wire is available in Ø from 0.3 to 12 mm.
Test methods. Package. Wire guarantees
Test methods for cored wire
The hardness of the deposited metal is determined by the Rockwell method (GOST 9013-589) or the Brinell method (GOST 9012-59). The arithmetic mean of at least three measurements is taken.
To check: relative wire consumption, chemical composition and hardness of the deposited metal, surfacing is performed on plates made of steel grade St3ps or St3kp, or St3sp according to GOST 380-71.
The plate size is at least 69 x 150 mm, thickness is at least 14 mm. Surfacing is performed using rollers 12-18 mm wide and 100-120 mm long for wires:
- types C and G - in three layers;
- for wires type F - in four layers,
on direct current of reverse polarity (“minus” on the sample), modes - table 4.
The deposited metal is processed by grinding.
Table 4 - Modes of surfacing with flux-cored wire during testing. Relative consumption of cored surfacing wire
| Flux cored wire grade | ø, mm | Surfacing modes during testing | Relates. wire consumption | ||
| Current, A | Ud, V | Deposition rate, m/h | |||
| PP-Np- 200Х12М -Т-Ф (PP-AN103) | 3,6 | 350-400 | 30-32 | 25-30 | 1,15 |
| PP-Np- 200X12VF -T-F (PP-AN104) | 3,6 | 350-400 | 30-32 | 25-30 | 1,15 |
| PP-Np- 90G13N4 -N-S (PP-AN105) | 2,8 | 220-240 | 20-22 | 20-30 | 1,25 |
| PP-Np- 10Х14Т -Т(Н)-С(Ф) (PP-AN106) | 2,8 | 260-320 | 24-26 | 15-20 | 1,30 |
| PP-Np- 18H1G1M -T(N)-F (PP-AN120) | 3,6 6,0 | 380-400 600-650 | 26-28 30-32 | 18-20 25-30 | 1,15 |
| PP-Np- 30H5G2SM -T(N, D)-U (PP-AN122) | 2,6 | 320-360 | 25-27 | 15-20 | 1,25 |
| PP-Np- 25Kh5FMS -T(N)-F (PP-25Kh5FMS) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,28 |
| PP-Np- 25Kh5FMST -T(N)-S (PP-AN130) | 2,2 2,8 | 259-300 320-360 | 24-26 25-27 | 12-15 15-20 | 1,25 |
| PP-Np- 30Х2М2ФН -Т(Н)-Ф (PP-AN147) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,10 |
| PP-Np- 200HGR -T-S (PP-AN160) | 1,8 | 160-180 | 19-20 | 8-12 | 1,20 |
| PP-Np- 40Х4Г2СМНТФ -Т-С (-) | 2,0 | 190-240 | 22-26 | 12-18 | 1,20 |
| PP-Np- 100X4G2AR -N-U (-) | 3,2 | 350-400 | 30-35 | 35-50 | 1,20 |
| PP-Np- 200X15S1GRT -N-S (PP-AN125) | 3,2 | 340-380 | 28-30 | 15-20 | 1,15 |
| PP-Np- 30Х4Г2М -Т-С(Ф) (PP-AN128) | 2,0 | 230-250 | 23-25 | 16-18 | 1,28 |
| PP-Np- 30H4V2M2FS -N(T)-F (PP-AN132) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-36 32-37 | 30-40 | 1,05 |
| PP-Np- 10Х17Н9С5ГТ -Т(Н)-Ф (PP-AN133) | 2,8 3,6 | 260-320 340-380 | 26-28 32-36 | 18-25 15-20 | 1,05 |
| PP-Np- 250Х10Б8С2Т -Н-С (PP-AN135) | 3,2 | 380-420 | 30-34 | 8-12 | 1,25 |
| PP-Np- 10Х15Н2Т -Н-У (PP-AN138) | 2,6 | 270-320 | 24-28 | 16-18 | 1,30 |
| PP-Np- 80Х20Р3Т -Н-С (PP-AN170) | 3,2 | 400-420 | 30-32 | 8-12 | 1,20 |
| PP-Np- 150X15R3T2 -N-S(F) (PP-AN170M) | 2,6 3,2 | 280-320 320-400 | 28-32 30-34 | 8-12 | 1,15 |
| PP-Np- 350Х10Б8Т2 -Н-С (-) | 2,6 3,2 | 260-300 350-400 | 26-30 28-32 | 8-12 | 1,15 |
| PP-Np- 35V9H3SF -T(N)-F (PP-3H2V8) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-34 32-37 | 30-40 | 1,05 |
| PP-Np- 45V9H3SF -T(N)-F (PP-4H2V8) | 3,6 4,0 5,0 6,0 | 350-430 390-470 470-550 560-650 | 28-32 30-34 32-34 32-37 | 30-40 | 1,05 |
| PP-Np- 14GST -T(N)-S (PP-TN250) | 3,0 | 260-320 | 24-26 | 15-20 | 1,25 |
| PP-Np- 19GST -T(N)-S (PP-TN350) | 3,0 | 260-360 | 24-26 | 15-20 | 1,25 |
| PP-Np- 50Х3СТ -Т(Н)-С (PP-TN500) | 3,0 | 260-320 | 24-26 | 15-20 | 1,25 |
| PP-Np- 35Х6М2 -Т(Н)-Ф (PP-8-ZhN) | 3,6 4,0 5,0 | 350-430 390-470 470-550 | 28-32 30-34 32-36 | 30-40 | 1,05 |
| PP-Np- 12Х12G12SF -T(N)-F (PP-35-ZhN) | 3,6 4,0 5,0 | 350-430 390-470 470-550 | 28-32 30-34 32-36 | 30-40 | 1,05 |
Flux Cored Wire Packaging
The weight of the wire batch should be from 100 to 20,000 kg.
Wire supplied:
- in skeins (must consist of one piece);
- on drums or reels according to GOST 25445-82.
Flux cored wire coil sizes
| Wire diameter, mm | Skein size, mm | Weight, kg | |
| Inner diameter | Outside diameter | ||
| From 2.00 to 3.60 inclusive | 150-250 | 350-400 | 3-60 |
| Over 4.00 | 250-350 | 450-500 | 5-80 |
Production technology
Flux-cored welding wire is produced using the following technology.
- To make the tube, a steel strip 10-15 cm wide is used.
- It is cut into pieces from which tubular products will be twisted.
- The blanks are wound onto special cassettes, and the product is immediately cleaned and dried.
- The powder itself is prepared according to the required recipe. It must be sifted and dried. It is important that the granules of the ingredients are not very large, because this is what determines the filling density of the tubular structure.
- The finished mixture is sent to a drawing machine, where the tube is formed. The mixture enters the filling device of the mill.
- Next, the prepared powder is supplied to the tape, from which the wire itself will be formed.
- A tube is formed, inside which the powder mixture is immediately formed.
- The wire is then pulled through six drawing drums. On each one it decreases in diameter and increases in length. By the way, the wire drawing speed is quite high - 300 m/min.
After this, the finished product undergoes several types of control. There are two main ones. First of all, the cored filler wire is checked for fill factor. It is calculated as the ratio of the weight of one meter of wire to the weight of the entire coil. Optimal range: 25-40% (it all depends on the brand). The second type of control is the determination of mechanical and welding-technological characteristics. To do this, simply weld with a small piece of wire, after which the seam is checked and tested.