Smooth fittings are a more versatile material when compared with similar products with a corrugated profile. But despite the versatility of such reinforcement, it is not recommended to use it in cases where it is necessary to create reinforced concrete structures with increased strength. Today, several types of smooth reinforcement are produced, differing both in manufacturing technology and in their strength class.
Construction reinforcement with smooth surface
Application of smooth profile reinforcement
Steel reinforcement is the main element used to effectively reinforce structures made of concrete. With the help of such metal rods, they enhance the strength of parts of building structures (floors, foundations, columns), individual parts (beams, slabs, elements of staircases), as well as various products made from concrete (pillars, pipes, floor slabs, etc.).
Steel reinforcement with a corrugated profile has the best adhesion properties to concrete, which is why it is used to create structures that are subject to increased demands on their strength, reliability and durability. Meanwhile, the cost of corrugated reinforcement is higher than the price of products with a smooth profile, so the use of the latter in many situations where they are able to provide the required characteristics to concrete structures is more economically feasible.
It is practically impossible to do without smooth reinforcement if concrete products are created for decorative purposes and are lightly loaded during operation. Such products, in particular, include: short pillars and oversized columns, thresholds, floor and wall screeds, building blocks, paving slabs, etc. Using smooth steel reinforcement, masonry joints between bricks and building blocks are also reinforced, which significantly increases their strength and, accordingly, improve the strength characteristics and stability of the walls of the structure being built. With such reinforcement, smooth steel rods can be laid in mortar joints as separate elements or tied into a reinforcing mesh.
The use of bars with a smooth surface as structural elements of the reinforcement skeleton
The versatility of smooth steel reinforcement also lies in the fact that such an element is used not only to improve the strength characteristics of various concrete products, but also to solve a number of other problems. The most common areas of application of this fittings are:
- production of hardware products for construction purposes and for use in other fields of activity: bolts, nuts, studs, etc.;
- use of metal structures for various purposes as elements;
- production of hinges for lifting and installation of concrete and metal structures;
- creation of fences and other enclosing structures made of metal;
- use as elements of a grounding loop.
Gate latches made of smooth reinforcement welded in the letter “G”
How are fittings made?
First of all, the marking of fittings mentions the manufacturing method. For example, in the A240 brand, the letter “A” indicates that the material is hot-rolled or cold-rolled.
Another letter is “At”. It means that you are dealing with heat-strengthened reinforcement. Its cost is higher, since it is more difficult to produce. First, the rod heats up to a temperature of 1000 degrees Celsius, after which it cools to +500 degrees in a matter of seconds. Thanks to this, the rod has much greater strength. Therefore, it finds application in various fields, from construction, when reinforced concrete bears a large load, to mechanical engineering and furniture manufacturing.
Also in some cases the letter “B” is found. It indicates that the reinforcement is cold-formed. In addition, there is the letter “K” - ropes. This is a different specialization, but in order to be able to easily and quickly decipher the class, it will also be useful to remember this letter.
Requirements for the characteristics of smooth steel reinforcement
The standard containing the requirements for technical and other characteristics of the most common types of smooth-type fittings is GOST 5781-82. The provisions of this GOST stipulate the requirements for hot-rolled steel products having a circular cross-section and a periodic or smooth profile. The purpose of such steel products, as specified in GOST, is to reinforce conventional as well as pre-stressed structures made from concrete.
State standard 5781-82 divides reinforcing steel into a number of types, depending on the strength, mechanical, and other properties of the material:
- A-I (A240);
- A-II (A300);
- A-III (A400);
- A-IV (A600);
- AV (A800);
- A-VI (A1000).
Grades of steel used for the manufacture of fittings
By the designation of the class of the material, which is visible in parentheses, you can recognize such a characteristic as the yield strength. In general, next to the letter designation it is not the yield strength of steel itself for the production of reinforcement of a certain class, measured in kgf/mm2, but its value increased by 10 times. Thus, for steel of class A1 (A240) the yield strength is 24 kgf/mm2, and for material of class A2 (A300) - 30 kgf/mm2.
According to GOST 5781-82, only class A1 fittings are produced with a smooth profile, and products of all other categories are produced with a periodic profile. Meanwhile, GOST also stipulates the possibility of producing steel reinforcement of classes A2–A5 with a smooth profile, if the customer so desires.
Reinforcement profile drawing
Maximum deviations in dimensions of reinforcing steel (click to enlarge)
Among consumers of reinforcing products, the most popular are fittings belonging to class A-I. It is available only with a smooth type profile. It is for this reason that the provisions of GOST provide for the production of reinforcement of all other classes, mainly with a periodic profile.
The high popularity of class A1 reinforcement is due to the fact that only mechanical properties, as well as other characteristics of the material used for its manufacture, make it possible to take advantage of all the advantages provided by a smooth profile. Carbon steel grades St3sp, St3ps and St3kp, from which hot-rolled reinforcement products of class A-I are made, make such a product truly universal. This steel reinforcement bends well, welds well and is easily amenable to other processing methods.
In accordance with GOST 5781-82, reinforcing products of other classes are made from carbon steel with higher strength characteristics or from low-alloy steel alloys. Thus, the materials for obtaining reinforcement of various types are:
- A-II - St5sp, St5ps, 10GT, 1Ng2S;
- A-III - 25G2S, 35GS, 32G2Rps;
- A-IV - 20ХГ2Ц, 80С;
- AV - 23Kh2G2T, 22Kh2G2R, 22Kh2G2AYU, 20Kh2G2SR.
If the chemical composition of low-alloy steels used for the production of reinforcing products is stipulated by the provisions of GOST 5781-82, then for carbon steels the norms of another standard apply: 380.
Chemical composition of low alloy steels
Kinds
The widespread use of construction reinforcing bars dictates the need for a wide range of rods, so that for each design, according to calculations, the most suitable blanks for the manufacture of the frame can be accepted. According to the characteristics of the fittings, products can be divided into several types.
According to the material of manufacture:
- Mounting fittings made of steel of various qualities are the most common and well-known. High-carbon and low-alloy steel are used for manufacturing.
- Construction reinforcement made of composites is a relatively new reinforcing product for concrete structures. These are rods made of basalt, fiberglass and hydrocarbon with polymers. They are close in characteristics to metal products, and in many cases serve as a worthy replacement for a steel frame.
The cross-section of the reinforcement base is round; the surface of the bar can be of two types:
- Ribbed. This redistributes the load in the concrete structure.
- The smooth one serves as a dressing for making a frame. Rods without relief can also be used as a redistributing frame; then their ends are bent to prevent slipping.
According to the conditions of use:
- Non-tensioned is the usual rigid reinforcement from which the frame is knitted and installed in the formwork before pouring the mortar. Used to strengthen products intended for use under normal conditions.
- The prestressing reinforcement is pre-stretched in factory settings, where the structures are formed. These are used in conditions of increased bending loads: floors in industrial premises, public buildings with wide spans between load-bearing walls, etc.
According to their functional purpose, building reinforcement can be:
- Longitudinal prevents the formation of cracks in tension zones - usually in the lower part of reinforced concrete products;
- Transverse rigid reinforcement is located in the compression zone.
Range of smooth type reinforcement products
GOST 5781-81 stipulates not only the technical and other characteristics of smooth profile reinforcement products, but also their range, which includes 20 standard sizes of such reinforcement. Thus, the provisions of GOST provide for the production of smooth reinforcement of the following diameters: 6, 8, 10, 12, 14, 16 mm, as well as 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70 and 80 mm. The cross-sectional area of the reinforcement of each standard size and its specific gravity (theoretical) can also be found out from the provisions of GOST 5781-82. For example, the theoretical weight of reinforcement with a diameter of 16 mm is 1.58 kg, and a product with a diameter of 80 mm is 39.46 kg.
Weight per linear meter of smooth reinforcement
The standard also stipulates the rules for the designation of reinforcing products, as examples of which we can consider the marking of the following elements: 16-AI (A240) GOST 5781-82 - reinforcing bar with a diameter of 16 mm, corresponding to class AI; 22-A-IV (A600) GOST 5781-82 is a reinforcing bar of class A-IV, the diameter of which is 22 mm.
In the table, which presents the entire range of smooth fittings, you can find out all the sizes corresponding to each class of products, as well as their technical characteristics.
Mechanical properties of reinforcing steel
The deviations that smooth reinforcement may have in its nominal diameter are stipulated by the provisions of standard 2590. All hot-rolled round sections, the diameter of which is in the range of 5–270 mm, must comply with its requirements. The standard also stipulates such a parameter of round reinforcing bars as their ovality, which is calculated as follows: the difference between the largest and smallest values of the actual profile diameters measured in one section is taken. Such a difference, according to GOST requirements, should not be greater than the sum of the tolerances (plus and minus) specified for a given diameter.
Manufacturers produce reinforcing steel belonging to different classes, as well as different diameters, in the following form:
- reinforcement belonging to classes AI and A-II, with a transverse size of up to 12 mm, is allowed to be supplied to customers in rods or coils, and if its diameter is larger - only in rods;
- products belonging to class A-III with a cross-sectional size of up to 10 mm are allowed to be supplied in coils or in the form of rods, if the diameter is larger - in rods;
- reinforcement of classes A-IV and AV is supplied mainly in rods, with the exception of products with a transverse size of 6 and 8 mm; by prior agreement with the customer, such products can be supplied in the form of coils.
Reinforcement brand A1 with a diameter of 10 mm, supplied in coils
The length of the reinforcement bars, which can be in the range of 6–12 m, must also meet certain requirements. Thus, rods can be supplied to the customer in measured and unmeasured lengths; batches of measured length are also allowed, which contain no more than 15% of unmeasured rods, the length of which is not less than 2 meters. The regulatory document allows that, by prior agreement with the customer, bars of smooth reinforcement can be cut to lengths in the range of 5–25 m.
For the length of measured products, which can correspond to normal or increased accuracy, the standard stipulates the following tolerances:
- reinforcing bars, the length of which does not exceed 6 m: normal accuracy - +50 mm, cutting with increased accuracy - +25 mm;
- products longer than 6 meters: normal accuracy - +70 mm, increased accuracy - +35 mm.
The curvature of steel reinforcing bars is also specified by the standard; this parameter should not be more than 0.6% of their length. Smooth reinforcing bars made of AIA-IV steel are not subjected to subsequent heat treatment, and for AV class products, manufacturers perform low-temperature tempering. Such heat treatment in accordance with GOST can be omitted if, after testing, which must be carried out within 12 hours after the products are released, the relative elongation of the reinforcement is at least 9%, and the uniform elongation is at least 2%.
Permissible curvature of rolled steel bars for the production of smooth reinforcement
Test methods
4.1. Chemical analysis of steel is carried out according to GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 or other methods that ensure the required accuracy.
4.2. The diameter and ovality of the profiles are measured at a distance of at least 150 mm from the end of the rod or at a distance of at least 1500 mm from the end of the skein with a skein weight of up to 250 kg and at least 3000 mm with a skein weight of more than 250 kg.
4.3. Dimensions are checked with a measuring tool of the required accuracy.
4.4. One sample is cut from each selected rod for tensile, bending and impact strength testing.
4.5. Sampling for tensile, bending and impact strength testing is carried out in accordance with GOST 7564-73.
4.6. The tensile test is carried out according to GOST 12004-81.
4.7. The bending test is carried out according to GOST 14019-80 on samples with a cross-section equal to the cross-section of the rod.
For rods with a diameter over 40 mm, it is allowed to test samples cut along the axis of the rod on a mandrel with a diameter reduced by half compared to that indicated in the table. 4, with bending force applied from the side of the cut.
4.8. Determination of impact strength is carried out according to GOST 9454-78 on samples with a concentrator type U type 3 for rods with a diameter of 12-14 mm and samples of type 1 for rods with a diameter of 16 mm or more. Samples are manufactured in accordance with the requirements of GOST 9454-78.
4.9. It is allowed to use statistical and non-destructive methods for monitoring the mechanical properties and mass of profiles.
4.10. The curvature of the rods is measured along the length of the supplied profile, but not shorter than 1 m.
4.11. Determination of statistical indicators of mechanical properties in accordance with mandatory Appendix 2.
4.12. The quality of the surface is checked without the use of magnifying devices.
4.13. The height of the transverse projections of a periodic profile should be measured along the vertical axis of the cross-section of the reinforcing bars.
Mechanical properties of reinforcement
GOST for smooth profile reinforcement, as discussed above, stipulates various technical characteristics and mechanical properties of products. All of these characteristics and properties can be found by studying the corresponding tables, but for information we will consider some of them.
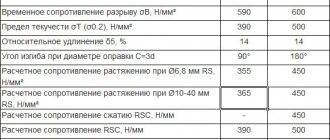
For such parameters of smooth reinforcement as tensile strength, minimum relative and uniform elongation, the standard specifies the following requirements:
- AI: 373 N/mm2 (38 kgf/mm2); 25%; the indicator is not standardized;
- A-II: 490 N/mm2 (50 kgf/mm2); 19%; non-standardized indicator;
- A-III: 590 N/mm2 (60 kgf/mm2); 14%; non-standardized indicator;
- A-IV: 883 N/mm2 (90 kgf/mm2); 6%; 2%;
- AV: 1030 N/mm2 (105 kgf/mm2); 7%; 2%.
Mechanical properties of reinforcement class A (click to enlarge)
Smooth steel reinforcement is subjected to bending tests, and mandrels with different parameters are used for each class:
- AI: mandrel diameter - c, equal to the diameter of the tested reinforcement - d, the product is bent at an angle of 1800;
- A-II: c=3d; bending of reinforcement is also performed at 1800;
- A-III: c=3d; bending is performed at 900;
- A-IV: c=5d; bending is performed at 450;
- AV: c=5d; bending is also performed at 450.
Bending test parameters for reinforcement of different diameters also differ. Thus, for products of class AI (the transverse dimension exceeds 20 mm), bending is performed on a mandrel whose diameter is 2d; for elements of class A-II (diameter also exceeds 20 mm), a mandrel with a diameter equal to 4d is used. The indicators obtained during such tests must have a value of no less than 0.95 of the values specified in GOST 5781-82.
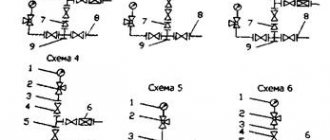
Minimum bending radius of reinforcing bars
GOST also stipulates the condition of the surface of reinforcing bars, which should not contain rolling cracks and damage resulting from stress, the so-called rolled caps, flaws and sunsets. Individual fingerprints, rolled out deposits, dirt, small areas of corrosion, scaliness and rippling on the surface of the rods may still be present. The quality and ease of weldability of reinforcing bars will depend entirely on the chemical composition of the steel, as well as on the technology of their manufacture.
ACCEPTANCE RULES
3.1. Reinforcing steel is accepted in batches consisting of profiles of the same diameter, one class, one melt-ladle and issued with one quality document. The mass of the batch should be up to 70 tons. It is allowed to increase the mass of the batch to the mass of the melting ladle.
3.2. Each batch is accompanied by a quality document in accordance with GOST 7566 with additional data: - profile number; - Class; - minimum average value and standard deviations in a batch of values - results of cold bending tests; - values of uniform elongation for steel class A-IV (A600), A-V (800), A-VI (A1000).
3.3. To check the size and quality of the surface, the following is selected: - in the manufacture of reinforcing steel in bars - at least 5% of the batch; - when produced in skeins - two skeins from each batch. (Changed edition, Amendment No. 3).
3.4. To check the chemical composition, samples are taken according to GOST 7565. The manufacturer determines the mass fraction of aluminum periodically, but at least once a quarter.
3.5. To test for tensile, bending and impact strength, two rods are selected from the batch.
For the manufacturer, the interval for selecting rods must be at least half the time spent on rolling one profile size of one batch. (Changed edition, Amendment No. 3).
3.6. If unsatisfactory test results are obtained for at least one of the indicators, repeated tests are carried out in accordance with GOST 7566.
Other regulatory documents
Steel reinforcement products with a smooth profile, which are additionally hardened by thermomechanical methods, are produced in accordance with GOST 10884-94. The requirements of this regulatory document apply to products with a transverse size of 6–40 mm used for reinforcing concrete structures.
Strengthened steel reinforcement is also represented by several classes into which it is divided, depending on the following parameters.
- Mechanical properties of reinforcement. This parameter means a strength class, which is determined by the conditional or actual (physical) yield strength, measured in N/mm2.
- Performance characteristics. According to this parameter, the reinforcement is classified as weldable (C) and characterized by increased resistance to factors such as corrosion cracking (K).
So, depending on the above parameters, reinforced smooth type reinforcement is represented by the following classes: At400S, At500S, At600, At600S, At600K, At800, At800K, At1000, At1000K, At1200.
Color marking of reinforcing bars
According to standard 10884-94, products with a periodic profile are mainly produced. The only exceptions may be products of class At800 and with a higher level of strength, which, by agreement between the manufacturer and the customer, can be manufactured with a smooth profile. If reinforced reinforcement is produced with a smooth profile, then its important technical parameters: weight, cross-sectional area, tolerances for deviations in mass and geometric parameters, curvature, ovality of products, etc. must fit within the requirements of GOST 5781-82.
The following diameters of manufactured products correspond to different classes of smooth reinforced reinforcement:
- At800 - 10–32 mm;
- At800K - 18–32 mm;
- At1000, At1000K - 10–32 mm;
- At1200 - 10–32 mm.
The length of the bars of smooth reinforced reinforcement, which is specified at the stage of placing an order, can be measured (5.5–13.5 m) and permissibly measured (length up to 26 m). Permissible deviations in the length of rods of such reinforcement must also comply with the requirements of standard 5781-82.
The rules for marking smooth reinforcement belonging to the reinforced type are no different from the procedure for marking elements that belong to the regular category.
Marking reinforcement using marks on bars
Area of application AI
Relatively low weight, strength, ductility, and optimal price make class AI reinforcement universal and explain its demand in various fields:
- monolithic, low-rise and road construction, reinforcement of reinforced concrete products and structures (mainly for the manufacture of loop and connecting elements, when pouring concrete into corners and transitions, for the manufacture of reinforcing meshes and frames);
- mining and extractive industries;
- construction of main pipelines.
You can also:
- “Hot-rolled steel for reinforcement of reinforced concrete structures”;
- “Rolling of periodic profiles from reinforcing steel”;
- find out prices and buy A1 fittings
Technical requirements for reinforced type reinforcement
Reinforced reinforcement products are made exclusively from low-alloy steels:
- At800: 08G2S, 10GS2, 20GS, 20GS2, etc.;
- At800K: 25S2R, 35GS;
- At1000: 20GS, 20GS2, 25S2R;
- At1000K: 20HGS2;
- At1200: 30ХС2.
Strengthened smooth type reinforcement in terms of parameters such as tensile strength (N/mm2), yield strength (N/mm2), relative and uniform elongation (%) must correspond to the following values:
- At800: 1000; 800; 8; 2;
- At1000: 1250; 1000; 7; 2;
- At1200: 1450; 1200; 6; 2.
Smooth reinforcement of these types is also checked for bending, for which a mandrel with a diameter of 5d is used, and the product itself is bent at an angle of 450.
A very important requirement for reinforced reinforcement, manufactured with a smooth profile, is that such products should not collapse even after 2 million cycles of stress applied to them, the value of which should be at least 70% of the value of the ultimate tensile strength (nominal) , which corresponds to the material of the rod.
PACKAGING, LABELING, TRANSPORTATION AND STORAGE
5.1. Packaging, marking, transportation and storage - in accordance with GOST 7566 with the following additions: - the ends of rods made of low-alloy steels of class A-IV (A600) must be painted with red paint, class A-V - red and green, class A-VI (A1000) - red and blue. It is allowed to paint the ligaments at a distance of 0.5 m from the ends; — the rods are packaged in bundles weighing up to 15 tons, tied with wire or wire rod. At the consumer's request, the rods are packaged in bundles weighing up to 3 and 5 tons.
A strip of paint is applied to the bundles
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the Ministry of Ferrous Metallurgy of the USSR, Gosstroy of the USSR
2. APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee on Standards dated December 17, 1982 N 4800
3. INSTEAD GOST 5.1459-72, GOST 5781-75
4. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
| Designation of the referenced technical document | Item number |
| GOST 380-2005 | 2.3, 2.4 |
| GOST 2590-2006 | 1.6 |
| GOST 7564-97 | 4.5 |
| GOST 7565-81 | 3.4 |
| GOST 7566-94 | 3.2, 3.6, 5.1 |
| GOST 9454-78 | 4.8 |
| GOST 12004-81 | 4.6 |
| GOST 12344-2003 | 4.1 |
| GOST 12348-78 | 4.1 |
| GOST 12350-78 | 4.1 |
| GOST 12352-81 | 4.1 |
| GOST 12355-78 | 4.1 |
| GOST 12356-81 | 4.1 |
| GOST 14019-2003 | 4.7 |
| GOST 18895-97 | 4.1 |
| OST 14-34-78 | Appendix 2 |
5. The validity period was lifted according to Protocol No. 3-93 of the Interstate Council for Standardization, Metrology and Certification (IUS 5-6-93)
6. EDITION (September 2009) with Amendments No. 1, 2, 3, 4, 5, approved in February 1984, June 1987, December 1987, October 1989, December 1990 (5 -84, 11-87, 3-88, 1-90, 3-91)
This standard applies to hot-rolled round steel of smooth and periodic profiles intended for the reinforcement of ordinary and prestressed reinforced concrete structures (reinforcing steel). Regarding the standards for the chemical composition of low-alloy steels, the standard also applies to ingots, blooms and billets. (Changed edition, Amendment No. 4).
APPENDIX 1 Mandatory
REQUIREMENTS FOR STATISTICAL INDICATORS OF MECHANICAL PROPERTIES
1. The manufacturer guarantees to the consumer the average values of tensile strength and yield strength (physical and conditional) in the general population - and the minimum average values of these same indicators in each batch - , the values of which are determined from the conditions:
;
;
,
where are the rejection values of , , specified in Table 8 of this standard;
— quantile value taken equal to 2 for classes A-II (A300) and A-III (A400) and 1.64 for classes A-IV (A600), A-V (A800) and A-VI (A1000).
2. Quality control of indicators of mechanical properties of products at the manufacturing plant
2.1. The required quality indicators of profiles are ensured by compliance with production technology and controlled by testing in accordance with the requirements of clause 3.5, clauses 4.4-4.8.
2.2. The values of , , and are set in accordance with the test results and the provisions of Appendix 2.
3. Quality control of indicators of mechanical properties of products at the consumer enterprise
3.1. The consumer, if he has a quality document for products of the highest quality category, may not test the mechanical properties.
3.2. If it is necessary to check the mechanical properties of each batch, six samples taken from different bags or skeins and from different profiles are tested, and based on the results, the fulfillment of the conditions is checked:
;
,
where is the average value of mechanical properties based on the test results of six samples;
— the minimum value of the test results of six samples.
3.3. The minimum values of relative elongation and uniform elongation must be no less than the values given in Table 8.
(Changed edition, Amendment No. 3, 5).