AD31 is part of the group of aluminum-magnesium-silicon alloys (this system is called avial). It has high ductility and, when hardened, hardness. AD31 alloy contains a small proportion of alloying elements and impurities and, due to its purity, has good electrical and thermal conductivity. Excellent anti-corrosion properties allow it to be used for the manufacture of structural elements and parts of equipment operating in difficult conditions. Can be welded, stamped and drawn to produce hollow parts of complex shapes.
Chemical composition of the alloy and its characteristics
AD31 alloy is aluminum alloyed with silicon, manganese, magnesium, titanium and chromium. The share of Al is from 97.65 to 99.35%, impurities no more than 2.35%. The chemical composition is regulated by GOST 4782-97 standards.
The introduction of alloying components into the metal composition allows one to influence the physical and mechanical properties of the final product. Iron prevents cracking of products during heat treatment. Manganese increases resistance to aggressive environments and ensures the preservation of strength under mechanical loads. Additional heat treatment gives metal products increased strength and hardness. The heat-strengthened alloy is marked AD31T1.
Aluminum alloys AD31 and AD31T1 are distinguished by good weldability and resistance to chemically active environments, sea water, and organic compounds. Products made from heat-strengthened airfoil lend themselves well to deep drawing, bending, stamping, and cutting.
Weldability of aluminum and magnesium alloys
Weldability is a set of certain properties of a material that, with a rational technological process, make it possible to obtain high-quality welded joints. Weldability is often assessed by comparing the properties of welded joints with similar properties of the base metal. It is customary to consider the tendency of a material to form defects during welding (cracks, pores, oxide films and other defects), properties under static, re-static, high-frequency and shock loads, corrosion resistance taking into account the operating conditions of the products. The choice of welding wire grade for welding, tack welding and back-welding of alloys is carried out in accordance with the recommendations presented in table. 1.
Table 1. Grades, chemical composition and weldability of aluminum and magnesium wrought alloys •
| System | Alloy grade | Chemical composition % (by mass) | Weldability (fusion welding) | Recommended grades of welding wire | Hot brittleness | |||
| without additive | With additive, gr. A. | With additive gr. B | Cross test K, % | Sample MVTU A, mm/min | ||||
| Aluminum alloys. | ||||||||
| A. Thermal non-hardening | ||||||||
| Al | AD1 | 99.3 Al | St. | St. | St. | St. A97; St. A85 | 5,0 | 9,0 |
| Al-Mn | AMts | 1.3 Mn | St. | St. | — | St. AMts | 0,7 | 7,0 |
| Al-Mg | AMgl | 1.1 Mg | St. | St. | — | St. AMn | 12,0 | 6,0 |
| AMg2 | 2.2 Mg; 0.4 Mn | ns | ns | St. | St. AMgZ | 12 | 6,0 | |
| AMg3 | 3.6 Mg; 0.6 Si; 0.5 Mn | St. | St. | — | St. AMgZ | 8,0 | 8,0 | |
| AMg4 | 4.3 Mg; 0.6 Mn; 0.06 Ti | St. | St. | St. | St. AMg4 | 10 | 7,0 | |
| AMg5 | 5.3 Mg; 0.6 Mn; 0.06 Ti | St. | St. | St. | St. AMg5 | 10 | 7,0 | |
| AMg6 | 6.3 Mg; 0.6 Mn; 0.06 Ti | St. | St. | St. | St. AMg6 | 8,0 | 8,0 | |
| B. Heat strengthenable | ||||||||
| Al-Cu | D20 | 6.5 Cu; 0.6 Mn; 0.15 Ti | St. | St. | — | D20 | 15 | 6,0 |
| 1201 | 6.3 Cu; 0.3 Mn; 0.06 Ti; 0.17 Zr; 0.1V | St. | St. | — | St. 1201 | 5,0 | 10 | |
| 1205 | 6.3 Cu; 0.6 Mn; 0.06 Ti; 0.11 Zr; 0.15 Cd | ns | ns | St. | St. 1201 | 12 | 6,0 | |
| Al-Mg-Si | AD31 | 0.6 Mg; 0.5 Si | ns | ns | St. | St. AK5 | 15 | 6,0 |
| AD33 | 1.1 Mg; 0.25 Cu; 0.6 Si; 0.25 Сг | ns | ns | St. | St. AK5 | 12 | 6,0 | |
| AD35 | 1.1 Mg; 1.0 Si; 0.7 Mn; 0.25 Сг | ns | ns | St. | St. AK5 | 12 | 6,0 | |
| AB | 0.7 Mg; 0.3 Si; 0.85 Si; 0.25 Mn | ns | ns | St. | St. AK5 | 10 | 7,0 | |
| Al-Zn-Mg | V92ts | 4.4 Mg; 3.2 Zn; 0.8 Mn; 0.13 Zr; 0.14 Cr | St. | St. | ns | St. V92ts | 12 | 6,0 |
| 1915 | 1.1 Mg; 3.7 Zn; 0.4 Mn 0.18 Zr | ns | ns | St. | St. 1557 | 10 | 7,0 | |
| Al-Mg-Cu | VAD1 | 2.5 Mg; 4.1 Cu; 0.6 Mn; 0.06 Ti; 0.15 Zr | St. | St. | ns | VAD1 | 10 | 7,0 |
| D1 | 0.6 Mg; 4.3 Cu; 0.6 Mn | ns | ns | ns | D1 | 40 | 2,0 | |
| D16 | 1.5 Mg; 4.3 Cu; 0.6 Mn | ns | ns | ns | D16 | 50 | 1,0 | |
| D19 | 2.0 Mg; 4.0 Cu; 0.75 Mn | ns | ns | ns | D19 | 45 | 2,0 | |
| Al-Mg-Cu-Zn | B95 | 2.3 Mg; 1.7 Cu; 6.0 Zn; 0.4 Mn; 0.18 Cr | ns | ns | ns | B95 | 50 | 1,0 |
| B96 | 2.6 Mg; 2.3 Cu; 8.5 Zn | ns | ns | ns | B96 | 60 | 1,0 | |
| Al-Mg-Si-Cu | AK6 | 0.6 Mg; 2.2 Cu; 0.9 Si;0.6 Mn | ns | ns | ns | AK6 | 45 | — |
| AK8 | 0.6 Mg; 4.3 Cu; 0.9 Si; 0.7 Mn | ns | ns | ns | AK8 | 50 | — | |
| Al-Mg-Cu-Fe-Si | AK4 | 1.6 Mg; 2.2 Cu; 1.2 e; 1.3 Ni | ns | ns | ns | AK4 | 60 | — |
| AK4-1 | 1.6 Mg; 2.2 Cu; 1.2 e; 1.2 Ni | ns | ns | ns | AK4 | 65 | — | |
| Magnesium alloys | ||||||||
| A. Thermal non-hardening | ||||||||
| M-Mn | MA1 | 1.9 Mn | St. | St. | ns | MA1 | 10 | — |
| MA8 | 1.9 Mn; 0.25 Ce | ns | ns | St. | MA2-1 | 20 | — | |
| Mg-Zn | MA20 (VMD8) | 1.25 Zn; 0.2 Ce; 0.09 Zr | ns | ns | St. | MA20-1 | 10 | — |
| Mg-Al-Zn | MA2 | 3.5 Al; 0.5 Zn; 0.3 Mn | ns | ns | St. | MA2-1 | 15 | — |
| MA2-1 | 4.4 Al; 1.1 Zn; 0.4 Mn | St. | St. | ns | MA2-1 | 20 | — | |
| Mg-Zn-Cd-La | MA15 (VMD3) | 1.6 Cd; 3.0 Zn; 0.9 La; 0.7 Zr | ns | ns | ns | MA15 | 30 | — |
| Mg-Zn-Cd-Nd | MA19 (VMD6) | 0.6 Cd; 6.2 Zn; 1.7 Nd; 0.7 Zr | ns | ns | ns | MA19 | >30 | — |
| B. Thermal hardenable | ||||||||
| Mg-Zn | MA14 (BM65-1) | 5.5 Zn; 0.6 Zr | ns | ns | ns | MA14 | >40 | — |
| Mg-Nd | MA12 | 3.0 Nd; 0.6 Zr | St. | St. | ns | MA12 | 15 | — |
| Mg-Al-Zn | MA5 | 8.5 Al; 0.5 Zn; 0.3 Mn | St. | St. | ns | MA5 | 20 | — |
| Mg-Mn-Nd | MA11 | 3.0 Nd; 2.0 Mn: 0.2 Ni | ns | ns | ns | MA11 | >40 | — |
Notes: 1. sv - weldable alloy; ns - difficult to weld alloy: 2. “Gr. A" - wire of the chemical composition of the base metal; "gr. B" - the wire has a chemical composition that is not identical to the base metal. 3. in resistance welding (spot, roller), all alloys are classified as weldable alloys (weld).
LITERATURE
- Welding and weldable materials in three volumes edited by Dr. tech. Sciences V. N. Volchenko volume 1 Weldability of materials Edited by prof. doc. tech. Sciences E. L. Makarova
- Handbook on welding of non-ferrous metals / Gurevich S. M.; Rep. ed. Zamkov V.N. - 2nd ed., revised. and additional - Kyiv; Sciences, Dumka, 1990.- 512 p.
- Fusion welding technology and equipment. Edited by G. D. Nikiforov. Textbook for university students. M., “Mechanical Engineering”, 1978. 327 p. with ill.
- Technology of electric welding of metals and alloys by fusion. Ed. acad. B. E. Paton. M., “Mechanical Engineering”, 1974. 768 p.
Pros and cons of AD31
Aluminum AD31 has high performance characteristics, which significantly expands the scope of its application. Like every material, it has its advantages and disadvantages.
Pros:
- high electrical and thermal conductivity;
- pliability to all types of machining;
- lack of ferromagnetic qualities;
- corrosion resistance;
- plastic;
- ease.
Minuses:
- the need for heat treatment for use under extreme loads;
- low mechanical strength;
- brittleness when overheated.
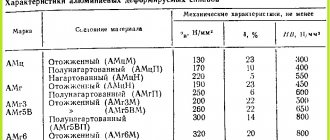
Properties of AD31 and AD31T1
Mechanical properties of AD31 and AD31T1 T=20oC
| Assortment | Size | sв | sT | d5 | Thermal change |
| — | mm | MPa | MPa | % | — |
| Pipes, GOST 18482-2018 | 130 | 60 | 12 | AD31 | |
| Pipes, GOST 18482-2018 | 180 | 120 | 10 | AD31T1 | |
| Rod, GOST 21488-97 | 90 | 60 | 15 | AD31 | |
| Rod, GOST 21488-97 | 135-195 | 70-145 | 8-13 | AD31T1 | |
| Profiles, GOST 8617-2018 | up to 100 | 196 | 147 | 10 | AD31T1 |
| Profiles, GOST 8617-2018 | 127 | 69 | 13 | AD31 |
d5 — Elongation at break
.
Physical properties of AD31 and AD31T1
| T | E 10- 5 Modulus of elasticity of the first kind | a 10 6 Coefficient of thermal (linear) expansion | l heat capacity | r Density | C Specific heat | R 10 9 Electrical resistivity |
| hail | MPa | 1/Grad | W/(m deg) | kg/m3 | J/(kg deg) | Ohm m |
| 20 | 0.71 | 2710 | 34.4 | |||
| 100 | 23.4 | 188 | 921 |
How to improve rental AD31
To improve the quality characteristics, the AD31 alloy is subjected to high-temperature processing. After hardening and aging, aluminum acquires new properties.
Hardening, natural and artificial aging of rolled metal, involves heating the metal to the recrystallization temperature and controlled cooling. The properties of products are affected by the time and temperature at which the cooling process occurs. Slow cooling under natural conditions makes it possible to obtain rolled metal with increased ductility. Forced cooling after hardening makes the metal harder, while its tensile strength increases by 40%.
svarka-24.info
Alloys of the Al-Mg-Si system have characteristics that are of interest for the aircraft industry: high corrosion resistance, average strength with high technological ductility, allowing the production of thin-walled pressed semi-finished products of complex configurations. Alloys of grades AD33, AD31, AB and AD35 are recommended for industry.
A feature of the AD31 alloy is its high ductility. Compared to this alloy, the alloys AD33, AD35 and AB have a higher level of strength and fluidity.
Alloys of the Al-Mg-Si system are deformed in a hot state. The stampability of annealed metal is good, while that of hardened and artificially aged metal is satisfactory.
Semi-finished products are supplied in an annealed, hardened and artificially aged state (quenching from 515-530°C in cold water and natural aging for 10-15 days or artificial aging at 160-170°C for 10-12 hours; annealing of semi-finished products at 380-420°C for 10-60 minutes with air cooling).
All parts supplied for assembly and welding must be in a hardened or hardened and artificially aged state. The production of welded assemblies is allowed in two options: hardening + artificial aging + welding; hardening + welding + artificial aging.
Straightening of welded units is carried out before artificial aging without heating. The period of natural aging is not limited.
Alloys AD33, AD31 and AD35 have satisfactory weldability during fusion welding and resistance welding. Alloy AB has good weldability during arc and resistance welding. For these alloys, filler welding wire of the SvAK5 brand is recommended. The strength of the welded joint is not less than 0.7 of the strength of the base metal in a hardened and artificially aged state. Artificial aging of a welded joint increases its strength to 0.8–0.85 of the strength of the base material.
The mechanical properties of welded joints depend on the welding method, the type of semi-finished product and the condition of the material before and after welding. As mentioned above, the strength of welded joints of aluminum alloys AD31 and AD33 is lower than the strength of the original metal, strengthened by thermal or thermomechanical treatment. In cases where there are no conditions for heat treatment and it is impossible to change the design of the joints, they are welded in modes with minimal heat input or the cast metal of the weld and fusion zone is strengthened by cold hardening or explosive treatment. For practical use, the greatest interest is in helium-arc welding with direct current at direct polarity and the processing of welded joints with elongated explosive charges, which are applicable for any seams. The effectiveness of hardening methods in relation to alloys AD31 and AD33 was assessed on butt joints of sheets with dimensions 320x230x3 mm, which underwent thermomechanical processing, including hardening + aging + cold rolling and aging. The mechanical properties of the sheets in the initial state are given in Table. 1
Table 1. Mechanical properties of 3 mm thick sheets of AD31 and AD33 alloys after thermomechanical treatment.
The sheets were joined along the rolling direction by automatic arc welding with a tungsten electrode using alternating current in argon (Iw=240 A; Ud=17 V; Vw=12 m/h; Vpod.pr= 49 m/h) and with direct current with direct polarity in helium (Isv = 120A; Ud = 15 V; Vsv = 30 m/h; Vd.pr -55 m/h). Sv1557 wire with a diameter of 2 mm was used as a filler metal. Specimens for mechanical testing were cut across the seam. The test results are given in table. 2.
The strength of joints of both alloys made by helium-arc welding is not much higher than that of argon-arc welding joints, although the difference between them in heat input reached 5600 J/cm. The transition to helium-arc welding increases the bend angle of welded joints to 180° and the impact strength of the weld metal and fusion zone by more than 40% for the AD31 alloy and more than 30% for the AD33 alloy.
In static tensile tests of specimens cut across the weld, the temporary tensile strength of specimens with a work-hardened weld zone increases to σв = 192–229 MPa and 216–234 MPa, respectively, for joints of AD31 and AD33 alloys.
Only joints with a convex weld produced by argon tungsten arc welding were blast treated. Vacuum rubber 2 mm thick was used as a substrate. During processing, one-, two-, and three-time detonations of elongated charges were tested. It has been established that the strength of joints of AD31 and AD33 alloys is practically independent of the number of explosions. The tensile strength of explosion-treated joints is on average 27 MPa higher than that of the original joints. The results obtained indicate a lower efficiency of explosive treatment of welded joints of alloys AD31 and AD33 compared to joints of alloy 1201, the strength of which increased by 35%. The lower efficiency of explosive processing of low-alloy AD31 and AD33 alloys is associated with their increased ductility, which can reduce the increase in tensile strength of the treated joints.
Alloys of the Al-Mg-Si system (AD31, AD33, AD35 and AB) in a hardened and naturally aged state are characterized by increased corrosion resistance. They are not prone to intergranular corrosion and corrosion cracking.
These alloys (with the exception of AD31), however, show a tendency to intergranular corrosion after artificial aging. The corrosion resistance of welded joints is close to that of the base metal.
Application of AD31 alloy products
Aluminum alloy AD31 is used in the production of a wide range of rolled metal products. The most common products are:
- Circle. A rod with a round cross-section serves as a blank for bolts, nuts, screws, support fittings, and decorative elements.
- Pipe. AD31 rolled pipes are used in laying process pipelines, assembling frames, and lightweight metal structures.
- Corner. Angular steel serves as a consumable material in the construction of fences, office partitions, warehouse and commercial equipment - racks, shelving, display cases.
- Channel. Profiles with a U-shaped section, due to their low weight and spatial rigidity, are in demand in the construction of translucent structures.
- Tire. Electrical busbars are used in the installation of switchgears, busbar assemblies, and rigid conductors.
Chemical composition of AD31
Aluminum alloy AD31 contains up to 99.3% aluminum.
The rest comes from alloying elements - manium and silicon, as well as admixtures of iron, manganese, titanium and zinc. Iron, contained in large quantities in the AD31 alloy - 0.5%, reduces its strength and ductility due to the formation of intermetallic compounds, but reduces its tendency to crack during casting. Manganese has a beneficial effect on corrosion resistance, eliminating loss of strength during aging. The chemical composition of AD31T1 is no different from AD31 since it is a heat-treated version of the same alloy. Chemical composition AD31 according to GOST 4784-97
| Fe | Si | Mn | Cr | Ti | Al | Cu | Mg | Zn | Impurities |
| up to 0.5 | 0.2 — 0.6 | up to 0.1 | up to 0.1 | up to 0.15 | 97.65 — 99.35 | up to 0.1 | 0.45 — 0.9 | up to 0.2 | others, each 0.05; only 0.15 |