Connecting metal structures by welding is the most common method in construction, instrument making, and production of machines and mechanisms.
In the welding process, two surfaces are joined after the base metal is melted by heat. An additional welding element is used, which forms a weld or surfacing after cooling and crystallization. The welding material is introduced into the workspace using a consumable, current-carrying, non-consumable electrode or gas welding. In the process of work, welding materials perform work: when melting, moving in an arc, being in a bath, solidifying, they protect the molten metal; alloy and deoxidize the metal, adjusting the chemical composition of steels; remove oxides, slag, phosphorus and sulfur from the weld filling; free the suture mass from nitrogen and hydrogen.
Classification of materials for welding
The large number of materials required for joining metals by welding makes it difficult to accurately classify, but the main welding materials are divided as follows: filler wire for welding and surfacing; for arc welding, piece electrodes; wire and plate electrodes for slag welding; filler additive materials of non-continuous, solid, tubular cross-section; filler drawn, rolled, drawn cast rods and wire, surfacing strips with powder coating; flammable gas or oxygen; welding equipment, compressor; gas cylinders; a generator for producing acetylene from calcium carbide or an acetylene cylinder under pressure; reducer to reduce welding gas pressure; torches for welding, hardening, surfacing with a set of necessary types of tips of different diameters; rubber hoses for moving oxygen; fluxes and powders for welding.
Flow Estimate
To minimize production costs when welding workpieces, it is important to calculate the costs of the material used for certain purposes.
It is also important that for the latter option it is better to have in your personal storage the necessary supply of electrodes of different brands, various fluxes, welding wire and inert gases. Interesting to read: Welding wires in a distribution box with an inverter. The approximate calculation of the required amount of welding consumables is based on the working standards for their use, taking into account the characteristics of one or another type of welding.
The rate of use is understood as a quantitative indicator by which one can judge the intensity of consumption of these materials, taking into account probable non-production losses (rejection) and waste. This indicator includes costs at the stage of preliminary and main work, as well as costs associated with eliminating defects.
Consumption rationing involves taking into account each type of weld and methods of welding metals separately and evaluating them based on the belief of saving material.
With all this, the inevitable losses in any welding process are certainly taken into account, which are also usually standardized depending on the welding criteria and the complexity of the structure being processed.
Specialists use well-known formulas to calculate the required volume of auxiliary materials, which allow them to roughly estimate the value of this indicator.
According to these calculations, the indicator of the costs of materials used in welding is taken to be their costs per unit length of the weld. In addition, the formulas take into account properties such as cross-sectional area and specific gravity of the alloy being processed.
Melting wires, plates and rods
This type of electrode is used for gas-shielded, submerged arc, and electroslag welding. Steel wire, as a welding material, is divided into high-alloy, low-carbon and alloy. In total, 77 types of similar products are determined by assortment. By selecting the required brands, the chemical composition of the seam is changed. Typically, a wire composition similar to the metal being welded is used. The characteristics of the welding material must comply with GOST and are indicated on the packaging.
Alloy and low-carbon steels for the manufacture of wire are divided into copper-plated and non-copper-plated. For manual welding, wire is used, chopped into pieces ranging from 360 to 400 mm in length. Supplied to the consumer in skeins weighing from 20 to 85 kg. All coils are equipped with labels indicating the manufacturer and technical parameters of the wire.
The plates are used for electroslag welding. Manual arc welding is performed using a specially coated metal electrode rod called an electrode. Electrodes are divided depending on the thickness and composition of the applied layer and the quality of workmanship. Depending on the thickness, there are particularly thick, medium and thin coatings.
Three groups in GOST serve to divide electrodes depending on the accuracy of manufacture and the content of sulfur and phosphorus in the coating composition. The type of welding material coated with stabilizing, binding, deoxidizing, and alloying components is indicated by the letters:
- coating with acid additives – A;
- the main classic option is B;
- coating with the addition of cellulose - C;
- mixed materials in the surface layer – P.
Area of distribution and groups of welded materials
Thicknesses of control welded joints and areas of certification
| Materials | Thickness, t, mm | Distribution area |
| Become | t ≤ 3 | From t to 2 t* |
| 3 < t ≤ 12 | From 3 mm to 2t** | |
| t > 12 | From 5 mm and above | |
| Cast iron | 3 ≤ t ≥ 12 | From 3 to 2t |
| t ≥ 12 | From 5 mm and above | |
| Aluminum and its alloys | t ≤ 6 | From 0.7t to 2.5t |
| 6 < t ≤ 15 | 6 < t ≤ 40*** | |
| Copper and its alloys | t ≤ 3 | From 0.7t to 2.5t* |
| 3 < t ≤ 10 | From 3 mm to 2t** | |
| t > 10 | From 10 mm and above | |
| Titanium and titanium alloys | t ≤ 6 | From 0.7t to 2.5t |
| 6 < t ≤ 15 | 6 < t ≤ 40 | |
| Nickel and nickel alloys | t ≤ 3 | From t to 2t |
| 3 < t ≤ 12 | From 3mm to 2t | |
| t > 12 | From 5 mm and above |
* For gas welding: t up to 1.5t.
** For gas welding: from 3 mm to 1.5t.
*** For parts with a thickness of more than 40 mm, separate certification is required, which must be noted in the certification certificate and certification protocol.
Diameters of control welded joints when welding pipes and areas of certification
| Materials | Diameter, d, mm | Distribution area, mm |
| Become | d ≤ 25 | From d to 2 d |
| 25 < d ≤ 150 | From 0.5d (not less than 25 mm) to 2d | |
| d > 150 | From 0.5d and above | |
| Cast iron | d ≥ 100 | From 0.5d and above |
| Aluminum and its alloys | d ≤ 125 | From 0.5d to 2d |
| d > 125 | From 0.5d and above | |
| Copper and its alloys | d ≤ 125 | From 0.5d to 2d |
| d > 125 | From 0.5d and above | |
| Titanium and titanium alloys | d ≤ 125 | From 0.5d to 2d |
| d > 125 | From 0.5d and above | |
| Nickel and nickel alloys | d ≤ 25 | From d to 2d |
| 25 < d ≤ 150 | From 0.5d (not less than 25 mm) to 2d | |
| d > 150 | From 0.5d and above |
Note. d is the outer diameter of the pipe.
Scope of certification depending on the method of forming the root of the weld of the control welded joint
| Type of control welded joint | Distribution area | ||||
| Single-sided welding (os) | Double-sided welding (ds) | ||||
| lined (sp) | without lining (bp) | with stripping the root of the seam (zk) | without stripping the root of the seam (bz) | ||
| Single-sided welding (os) | lined (sp) | * | — | ´ | — |
| without lining (bp) | ´ | * | ´ | ´ | |
| Double-sided welding (ds) | with stripping the root of the seam (zk) | ´ | — | * | — |
| without stripping the root of the seam (bz): | ´ | — | ´ | * | |
Designations:
* Type of control welded joint;
´ Type of control welded joint to which the certification results apply;
— Type of control welded joint, which is not subject to certification results.
Scope of certification depending on the spatial position of the control welded joint during fusion welding
| Positions in which welding is performed | Distribution area | ||||||||||||||||||||
| Sheet | Pipe | ||||||||||||||||||||
| Butt joint | T-joint | Butt joint | T-joint | ||||||||||||||||||
| H1 | G | AT 2 | IN 1 | P1 | H1 | H2 | AT 2 | IN 1 | P2 | H1 | AT 2 | IN 1 | G | H45 | H2 | AT 2 | IN 1 | P2 | H45 | ||
| Butt joint of sheets | H1 | * | — | — | — | — | ´ | ´ | — | — | ´´ | — | — | — | — | ´ | — | — | — | — | |
| G | ´ | * | — | — | — | ´ | ´ | — | — | — | ´´ | — | — | ´´ | — | ´ | — | — | — | ||
| AT 2 | — | — | * | — | — | — | — | ´ | — | — | — | — | — | — | — | — | — | — | — | — | |
| B1 | ´ | — | — | * | — | ´ | ´ | — | ´ | — | ´´ | — | — | — | — | ´ | — | ´ | — | — | |
| P1 | ´ | ´ | — | ´ | * | ´ | ´ | — | ´ | ´ | ´´ | — | — | — | — | ´´ | — | ´´ | ´´ | — | |
| T-joint of sheets | H1 | — | — | — | — | — | * | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| H2 | — | — | — | — | — | ´ | * | — | — | — | — | — | — | — | — | ´ | — | — | — | ||
| AT 2 | — | — | — | — | — | — | — | * | — | — | — | — | — | — | — | — | — | — | — | — | |
| IN 1 | — | — | — | — | — | ´ | ´ | — | * | — | — | — | — | — | — | ´ | — | — | — | — | |
| P2 | — | — | — | — | — | ´ | * | — | ´ | * | — | — | — | — | — | ´ | — | — | ´ | — | |
| Butt joint of pipes | H1 | ´ | — | — | — | — | ´ | ´ | — | — | — | * | — | — | — | — | ´ | — | — | — | — |
| AT 2 | — | — | ´ | — | — | — | — | ´ | — | — | — | * | — | — | — | — | ´ | — | — | — | |
| IN 1 | ´ | ´ | — | ´ | ´ | ´ | ´ | — | ´ | ´ | ´ | — | * | — | — | ´ | — | ´ | ´ | — | |
| G | ´ | ´ | — | ´ | ´ | ´ | ´ | — | ´ | ´ | ´ | — | — | * | — | ´ | — | — | — | — | |
| H45 | ´ | ´ | ´´´ | ´ | ´ | ´ | ´ | ´´´ | ´ | ´ | ´ | ´´´ | ´ | ´ | * | ´ | ´´´ | ´ | ´ | ´ | |
| T-joint pipe + sheet | H2 | — | — | — | — | ´ | ´ | — | — | — | — | — | — | — | * | — | — | — | — | — | |
| AT 2 | — | — | — | — | — | — | ´ | — | — | — | — | — | — | — | * | — | — | — | — | ||
| IN 1 | — | — | — | — | — | ´ | ´ | — | ´ | ´ | — | — | — | — | — | ´ | — | * | ´ | — | |
| P2 | — | — | — | — | — | ´ | ´ | — | ´ | ´ | — | — | — | — | — | ´ | — | ´ | * | — | |
| H45 | — | — | ´´´ | — | — | ´ | ´ | ´´´ | ´ | ´ | — | ´´´ | — | — | — | ´ | ´´´ | ´ | ´ | * | |
Designations:
* Spatial position in which the control welded joint was welded;
´ The spatial position to which the certification applies;
´´ For pipe diameters greater than 150 mm;
— Spatial position to which certification does not apply;
´´´ Certification when welding a control welded joint made in position H45 using the “top-down” method applies only to position B2.
Scope of certification depending on the group of main materials of control welded joints
| Main material group | Distribution area | |||||||
| M01 | M02 | M03 | M04 | M05 | M07 | |||
| M01 | * | — | — | — | — | — | ||
| M02 | ´ | * | — | — | — | — | ||
| M03 | ´ | — | * | — | — | ´ | ||
| M04 | ´ | ´ | — | * | — | — | ||
| M05 | ´ | ´ | ´ | — | * | — | ||
| M07 | ´ | — | — | — | — | * | ||
| Aluminum and its alloys | M21 | M22 | M23 | |||||
| M21 | * | ´ | — | |||||
| M22 | ´ | * | — | |||||
| M23 | ´ | ´ | * | |||||
| Copper and its alloys | M31 | M32 | M33 | M34 | ||||
| M31 | * | — | ´ | ´ | ||||
| M32 | — | * | — | — | ||||
| M33 | — | — | * | ´ | ||||
| M34 | — | — | ´ | * | ||||
Designations:
* Material group of the control welded joint;
´ Group of material to which the certification result applies;
— A group of material that is not covered by the certification result.
Notes: 1. The grade of filler material in terms of chemical composition must correspond to the group of the base material of the control welded joint.
2. Certification for welding steels of group M07 in accordance with GOST 5781 and 10884 of a higher strength class applies to welding of steels of a lower strength class within group M07 for types of welded joints and welding methods in accordance with GOST 14098.
Groups of materials to be welded
| Group | Materials |
| M01 (W01) | Carbon and low-alloy structural steels of the pearlitic class with a yield strength of up to 360 MPa |
| M02 (W02) | Low-alloy, heat-resistant chrome-molybdenum and chrome-molybdenum-vanadium pearlitic steels |
| M03 (W03) | Low-alloy pearlitic structural steels with a yield strength over 360 MPa |
| M04 (W04) | High-alloy (high-chromium) steels of martensitic, martensitic-ferritic and ferritic classes with chromium content from 10% to 30% |
| M05 (W05) | Martensitic alloy steels with chromium content from 4% to 10% |
| M06 | Cast iron |
| M07 | Reinforcing steels of reinforced concrete structures. |
| M11 (W11) | High-alloy steels of austenitic-ferritic and austenitic classes |
| M21 (W21) | Pure aluminum and aluminum-manganese alloys |
| M22 (W22) | Non-heat-strengthened aluminum-magnesium alloys |
| M23 (W23) | Heat-strengthened aluminum alloys |
| M31 | Copper |
| M32 | Copper-zinc alloys |
| M33 | Copper-nickel alloys |
| M34 | Bronze |
| M41 | |
| M51 | Nickel and nickel alloys |
| M61 | Polyethylene (PE) |
| M62 | Cross-linked polyethylene (PE-X) |
| M63 | Polyvinyl chloride (PVC) |
| M64 | Polypropylene (PP) |
| M00 | Materials not included in the groups indicated above |
Notes to Table 1:
1. For cast aluminum alloys, the filler material must be the same as is established by regulatory documents for wrought alloys of the same group.
2.The group code according to the European classification is given in brackets
3. The use of other grades of steel, non-ferrous metals, alloys and polymer materials is allowed if there are instructions in regulatory documents. In this case, programs for practical and special examinations of welders must be developed by the Head Certification Centers and agreed upon with the State Technical Supervision Authority of Russia. The M00 group and grade of material are indicated in the protocol and certification certificate.
Groups of typical grades of basic materials
| Group Materials | Material grades |
| M01 (W01) | St2kp, St2ps, St2sp, St3kp, St3ps, St3sp, St3Gps, St3Gsp, St4kp, St4ps, St4sp, 08, 08T, 08GT, 10, 15, 15G, 18, 18G, 20, 20G, 25.15K, 16K, 18K, 20K, 22K, 15L, 20L, 25L, 20YuCh, A, V, 09G2, 10G2, 14G2, 16GMYUCH, 12GS,12GSB,12G2S,13GS, 13GS-U, 15GS, 16GS, 17GS, 17G1S, 17G1S-U, 20GSL, 20GML, 08GBYu, 09G2S, 09G2SA, 09G2S-Sh, 10G2S, 10G2S1, 10G2S1D, 14HGS, 09G2SYuCh , 09ХГ2СУЧ, 09ХГ2NAБЧ, 07ГФБ-У, 15ХСНД, 14GNMA, 16GNMA, 10GN2MFA, 10GN2MFAL, 15GNMFA, shipbuilding steel categories A32, D32, E32, pipe steels of strength classes K50, K52, K54. |
| M02 (W02) | 12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 20Х2МА, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-VD, 10Х2М1А-Ш, 12Х1 MF, 15Kh1M1F, 20KhMFL, 15Kh1M1FL, 12Kh2MFSR, 12Kh2MFB, 12X2MFA, 15X2MFA, 15X2MFA-A, 15X2NMFA, 15X2NMFA-A. |
| M03 (W03) | 13G1SB-U,13G2AF, 14G2AF, 15G2AFD, 16G2AF, 18G2AF, 09GBYu, 09G2FB,10G2F,10G2FB,10G2SFB,10G2FBU,09G2BT, 10G2BT, 15G2SF, 12G2SM F, 12G2SB, 12G2SB-U, 12GN2MFAYU, D40, E40, 10HSND, 10HN1M, 12ХН2, 12ХН3А,10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МFA, 25Х2МFA, 12Х2Н4А, 18Х3МВ, 20Х3МВФ, 25Х3МФА, 15Х3НМВА, 15Х3НМFA-А, 20ХН3Л, 30ХGSA , 38HN3MFA, shipbuilding steel categories A36, D36, E36, A40, D40, E40, pipe steels of strength classes K55-K60, X60, X65, X70. |
| M04 (W04) | 20Х13, 08Х14МФ, 20Х17Н2, 12Х13, 12Х11В2МФ (1Х12В2МФ), 08Х13, 08Х17Т, 15Х25, 15Х25Т, 15Х28, 05Х12Н2М, 06Х12Н3ДЛ, 07Х16Н4Б. |
| M05 (W05) | 15Х5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12Х8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ. |
| M06 | SCh10, SCh15, SCh17, SCh20, SCh25, SCh30, SCh35, SCh15M4, SCh17M3, ChNHT, ChN1MSh, ChN2X, KCh30-6, KCh33-8, KCh35-10, KCh37-12, KCh45-7, KCh50-5, KCh55-4, KCh60-3, KCh65-3, KCh70-2, KCh80-1, 5, HF-35, HF-40, HF-45, HF-50, HF-60, HF-70, HF-80, HF-100. |
| M07 | 18G2S, 10GT, 25G2S, 32G2Rps, 80S, 20HG2Ts, 23H2G2T, 22H2G2AYU, 22H2G2R, 20H2G2SR, 27GS, 20GS, 28S, St 5ps, St 5sp, 35GS. |
| M11 (W11) | 12Х21Н5Т, 07Х16Н6, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т 10Х21Н6М2Л, 07Х13АГ20, 07Х13Н4AG20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15М3Т, 12Х18Н9Т, 03Х16Н9М2, 08Х16Н9М2, 08Х16Н11М3, 08Х18Н9, 09Х19Н9, 10Х18Н9, 12Х18Н9, 04Х18 Н10, 08Х18Н10, 06Х18Н10Т, 08Х18Н10Т . Н12М3ТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ. |
| M21 (W21) | AD0, AD00, AD1, A5, A6, A7, A8, A85, A97, A99, AMts. |
| M22 (W22) | AMg1, AMg2, AMg3, AMg4, AMg5, AMg6. |
| M23 (W23) | D20, AD31, AB, V95, V96, VAD-23. |
| M31 | M1, M2, M3, M1r, M2r, M3r. |
| M32 | L60, L63, L68,L90, LS59-1, LO62-1, LO70-1, LMts58-2, LZhMts59-1-1, LAN59-3-2, LN65-5, LA77-2, LK80-3. |
| M33 | MNZh5-1, BS-3s, MNZhMts30-1-1, NZhMts28-2.5-1.5. |
| M34 | BrKh1, BrKMts3-1, BrAMtsZhN8-10-3-2, BrAMts9-2, BrAZHNMts7-2,5-1,5-9, BrAZH9-4, BrAZHNMts9-4-4-1, BrAZhMts10-3-1.5, BrANZh7-4-2, BrANMtsZh8.5-4-4-1.5, BrOTs8-4, BrOTs10-2, BrOF6.5-0.15, BrOF8-0.3. |
| M41 | VTI–0, VTI–00, VT3-1, VT4, VT-5, VT5-1, VT-6, VT-8, VT-14, VT-16, VT20, VT22, VT-28, PT–IM, PT-3V, PT-7M, OT4, OT4-0, OT4-1, AT2. |
| M51 | KhN77TYu, KhN70VMTYu, KhN67VMTYu, KhN65MV, KhN65MVU, KhN78T, KhN63MB, KhN70MF-VI, KhN60MYUVT, KhN75MVTYu, KhN65VYUT, Kh20N80, Kh15N60. |
| M61 | PE80, PE100. |
| M62 | Cross-linked polyethylene (PE-X). |
| M63 | Polyvinyl chloride (PVC). |
| M64 | Polypropylene (PP). |
| M00 | Materials not included in the groups indicated above. |
Non-consumable welding rods and electrodes for machine welding
To connect surfaces in shielding gases, special welding materials are used. The definition of such welding is given as a process that uses an electric arc between an electrode and a surface as a heat source. Round tungsten electrodes with a diameter of 5-10 mm supply electric current to the arc area. Pure tungsten is used as a material or additives of lanthanum, yttrium, and sodium dioxide oxides are added. Tungsten itself cannot be replaced with a cheaper metal, since it is the most refractory, with a high boiling point (5900 ºC) and is used for welding with direct and alternating current.
Marking and weldability of carbon steels
Carbon steel of ordinary quality according to GOST 380-2005 is produced in the following grades: St0, St1kp, St1ps, St1sp, St2kp, St2ps, St2sp, St3kp, St3ps, St3sp, St3Gps, St3Gsp, St4kp, St4ps, St4sp, St5ps, St5sp, St5Gps, St6ps , St6sp.
The letters “St” mean “steel”, the numbers are the conventional number of the brand depending on the chemical composition, the letter “G” is manganese when its mass fraction in steel is 0.80% or more, the letters “kp”, “ps”, “sp” " - degree of deoxidation of steel: "kp" - boiling, "ps" - semi-calm, "sp" - calm.
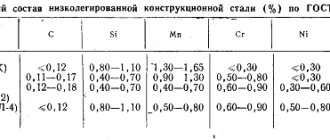
The chemical composition of steel must comply with the standards specified in table. 1.
The mass fraction of chromium (Cr), nickel (Ni), copper (Cu) in steel of all grades except St0 should be no more than 0.30% each. In steel grade St0, the mass fraction of Cr, Ni, Cu is not standardized. The mass fraction of sulfur (S) in steel of all grades, except St0, should be no more than 0.050%, phosphorus (P) - no more than 0.040%. In steel grade St0, the mass fraction of S should be no more than 0.060%, F - no more than 0.070%. Steel grades St1, St2, St3 of all categories and degrees of deoxidation, both with normal and high manganese (Mn) content, are produced with guaranteed weldability.
High-quality carbon structural steel is marked by its nominal carbon content. The name of the brand is its content in hundredths of a percent, for example, steel 45 contains 0.45% C. The permissible deviation is 0.03-0.04% C. Steels with a nominal content of up to 0.20% C inclusive can be boiling, semi-calm and calm . The rest became only calm.
Table 1. Standardized chemical composition of steel
| steel grade | Mass fraction of chemical elements, % | ||
| C | Mn | Si | |
| St0 | no more than 0.23 | — | — |
| St1kp | 0,06…0,12 | 0,25…0,50 | No more than 0.05 |
| St1ps | 0,06…0,12 | 0,25…0,50 | 0,05…0,15 |
| St1sp | 0,06…0,12 | 0,25…0,50 | 0,15…0,30 |
| St2kp | 0,09…0,15 | 0,25…0,50 | No more than 0.05 |
| St2ps | 0,09…0,15 | 0,25…0,50 | 0,05…0,15 |
| St2sp | 0,09…0,15 | 0,25…0,50 | 0,15…0,30 |
| St3kp | 0,14…0,22 | 0,30…0,60 | No more than 0.05 |
| St3ps | 0,14…0,22 | 0,40…0,65 | 0,05…0,15 |
| St3sp | 0,14…0,22 | 0,40…0,65 | 0,15…0,30 |
| St3Gps | 0,14…0,22 | 0,80…1,10 | No more than 0.15 |
| St3Gsp | 0,14…0,20 | 0,80…1,10 | 0,15…0,30 |
| St4kp | 0,18…0,27 | 0,40…0,70 | No more than 0.05 |
| St4ps | 0,18…0,27 | 0,40…0,70 | 0,05…0,15 |
| St4sp | 0,18…0,27 | 0,40…0,70 | 0,15…0,30 |
| St5ps | 0,28…0,37 | 0,50…0,80 | 0,05…0,15 |
| St5sp | 0,28…0,37 | 0,50…0,80 | 0,15…0,30 |
| St5Gps | 0,22…0,30 | 0,80…1,20 | No more than 0.15 |
| St6ps | 0,38…0,49 | 0,50…0,80 | 0,05…0,15 |
| St6sp | 0,38…0,49 | 0,50…0,80 | 0,15…0,30 |
In the designation of boiling and semi-quiet steels, the letters “kp” or “ps” are placed after the numbers. If there are no letters, the steel is calm. According to the requirements for mechanical properties, high-quality steel is divided into five categories. It can be produced without heat treatment, heat-treated (code - T) and cold-worked (code - N). Only calibrated steel and silver are produced cold-worked. According to purpose, steel is divided into subgroups: a - for hot forming, b - for cold machining, c - for cold drawing. For example: steel 35-2-a, i.e. steel with 0.35% C, category 2, subgroup a, non-heat-treated.
In high-quality structural steels, there are stricter restrictions on the content of harmful impurities than in steels of ordinary quality.
Steels with increased and high machinability (automatic steels) contain either 0.15–0.30% S or lead (Pb), or about 0.1% S and up to 0.1% selenium (Se). They are marked similarly to high-quality steels, but the letters A are placed before the carbon content numbers for sulfur steels or AC for lead-containing steels. If the steel contains selenium, then the letter E is placed at the end of the grade. Examples of grades: A12, A20, AC14, A35E.
Carbon tool steel is produced in 16 grades: U7, U7A, U8, U8A, U9, U9A, U10, U10A, U11, U11A, U12, U12A, U13, U13A, U8G, U8GA. The letter “U” means carbon tool steel, the numbers indicate carbon content in tenths of a percent, the letter “G” means steel with a high manganese content (about 0.5%). The letter “A” means that the steel is high-quality, that is, it is purer in terms of sulfur, phosphorus and the content of random impurities.
Steels for castings are marked by carbon content in the same way as high-quality structural steels, but the letter “L” is added at the end of the mark. For example, steel 45L.
They are characterized by worse weldability compared to structural steels of similar composition obtained by rolling. In general, technological weldability can be judged from the data in Table. 2.
Table 2. Groups of technological weldability of steels
| Group | Weldability assessment | Weldability characteristics |
| I | good | High quality welded joints are obtained without the use of special techniques |
| II | Satisfactory | To obtain high-quality welded joints, strict adherence to welding conditions, special filler materials, normal temperature conditions, and, in some cases, heating, weld forging, and heat treatment are required. |
| III | Limited | To obtain a high-quality welded joint, additional operations are required: heating, preliminary or subsequent heat treatment, forging seams, etc. |
| IV | Bad | The seams are prone to cracking and heating is required during welding. Subsequent heat treatment is required. The quality of welded joints is reduced. Steels of this group are usually not used for the manufacture of welded structures |
Taking this factor into account, it is necessary to follow the recommendations regarding the use of certain welding methods according to Table. 3.
Table 3. Technological weldability and tensile strength of carbon steels
| Brand | σв, MPa | δ, % | Weldability group | Recommended welding methods*2 | |
| not less*1 | Fusion welding | contact welding | |||
| One hundred | 304 | 20 | 1 | 1 | R, PF, PZ, ESH, K, G |
| St 1 | 304 | 31 | 1 | 1 | R*3, PF*3, P3*3, ESH, K, G |
| St2, St2G | 323 | 29 | 1 | 1 | Same |
| StZ, StZG | 362 | 23 | 1 | 1 | » |
| St5, St5G | 450 | 17 | II | I | R*4, PF*4, PZ*4, ESH, K |
| St6, St6G | 588 | 12 | II | — | R*4, PF*4, PZ*4, ESH |
| 08, 08kp | 330 | 33 | I | I | R, PF. PZ, K, G |
| 10, 10kp | 340 | 31 | I | I | Same |
| 15, 15kp | 380 | 27 | I | I | » |
| 20, 20kp | 420 | 25 | I | I | » |
| 25 | 460 | 23 | I | I | » |
| 30 | 490 | 21 | II | I | R, PF, PZ, ESH, K, G*4 |
| 35 | 530 | 20 | II | I | R*4, PF*4, PZ*4, ESH, K, G*4 |
| 40 | 570 | 19 | II | I | Same |
| 45 | 600 | 16 | III | II | R*5, K, G*4 |
| 50 | 620 | 14 | III | II | Same |
| 55 | 645 | 13 | IV | III | K*6, G*4 |
| 60 | 675 | 12 | IV | III | K 6 |
| 75 | 1080 | 7 | IV | III | K 6 |
| 85 | 1127 | 6 | IV | III | K 6 |
| U7, U7A | — | — | IV | III | K 6 |
| U8, U8A | — | — | IV | III | K 6 |
| U 10, U10A | — | — | IV | III | K 6 |
| U12, U12A | — | — | IV | III | K 6 |
| 15L | 400 | 24 | I | — | R, PZ, ESH, G |
| 20L | 420 | 22 | I | — | Same |
| 25L | 450 | 19 | II | — | R*4, PZ*4, ESH, G |
| 30L | 480 | 17 | II | — | Same |
| 35L | 500 | 15 | II | — | » |
| 40L | 530 | 14 | III | — | R*5, G*4 |
| 45L | 550 | 12 | III | — | R*5, G*4 |
| 50L | 580 | 11 | III | — | R 5 |
| 55L | 600 | 10 | III | — | — |
*1 After normalization.
*2 Designations of welding methods: P - manual arc, PZ - consumable electrode in shielding gas, NZ - non-consumable electrode in shielding gas, PF - submerged arc, ESh - electroslag, K - contact, G - gas.
*3 For thicknesses greater than 36 mm, preheating and subsequent heat treatment are recommended.
*4 Preheating and subsequent heat treatment are recommended.
*5 Preheating and subsequent heat treatment are required.
*6 With subsequent heat treatment.
Note. Designations: σв – tensile strength; δ—relative elongation.
Application of oxygen
Oxygen is heavier than air, it promotes the combustion of gases and vapors at high speed, which releases heat and reaches a high melting point. The interaction of compressed oxygen with fatty oils and lubricants leads to spontaneous ignition and explosion, so work with oxygen cylinders is carried out in clean conditions, without the danger of such contamination. Storage of oxygen-type welding materials is carried out in compliance with fire safety standards.
Oxygen for welding is technical, obtained from the atmosphere. The air is processed in special separation devices, carbon dioxide impurities are removed, and the final product is dried. Liquid oxygen for transportation and storage requires special containers with increased thermal insulation.
Use of acetylene
Acetylene is a compound of oxygen and hydrogen. This flammable gas is in a gaseous state at normal temperatures. The colorless gas contains impurities of ammonia and hydrogen sulfide. The flammable component of the material is dangerous. Welding pressure of more than 1.5 kgf/cm2 or accelerated heating to 400 ºС is enough to cause an explosion. Gas is produced by an electric arc discharge, which promotes the separation of liquid flammable components or by the decomposition of calcium carbide under the influence of moisture.
Systematization of welding materials
So , what groups are these materials divided into:
Interesting read: Welding for beginners video lessons vertical seam
- electrodes and filler rods - these include electrodes with acidic, cellulose, mixed, rutile, main and other coatings, as well as non-consumable electrodes;
- wire - can be activated, powdered or solid;
- fluxes - divided into electrically conductive and protective;
- gases - to support combustion, protective, which are active and inert, and flammable;
- clay lining - used for joining butt, corner and T-seams, they can be all-position, round, etc.
Electrodes and wires
Wires and electrodes are necessary to provide electrical power to the welding area for heating purposes. Coated consumable electrodes, certain types of wire and protective flux for arc welding contain special components that can protect the alloy from the action of air, maintain the stability of the work process and help obtain a certain chemical composition of the weld alloy and more. And the filler rod is introduced into the seam during welding.
Melting wires are used in work in the following situations:
- submerged;
- in protective gases;
- during electroslag welding.
There are 3 types of iron wires:
- alloyed;
- highly alloyed;
- low carbon.
In total there are 77 varieties in the assortment.
When choosing one or another brand, the chemical composition of the weld changes. Most often they use wire whose composition resembles the alloy that is being processed. The material must comply with GOST and be indicated on the product packaging.
In turn, low-carbon and alloy steel for wire production can be copper-plated or non-copper-plated. For manual welding, wire is used, which is cut into pieces 360-400 mm in length. You can buy it in skeins weighing 20−85 kg. Any such skein has a label indicating the manufacturer and technical characteristics of the product.
It is forbidden to use wire of unknown manufacture or unknown brand for work . The surface of the filler wire must be smooth and free from grease, rust or scale. It must be selected according to its melting index; it must be lower than the similar properties of the materials being joined.
One of the high-quality parameters of the wire is its ability to melt evenly, without sudden splashes. If there is no special wire for joining products made of stainless steel, brass, lead or copper, then use strips of cut alloy from the same material that is being welded.
Plates and rods
The plates are used for electroslag welding, and arc welding is carried out using an electrode iron rod with a coating on the base of the electrode. There are 3 types of electrode thickness:
- thick;
- average;
- narrow.
The type of welding material with different coatings is indicated by signs as follows:
- A - the coating has acid additives;
- B - traditional option;
- C - the coating contains cellulose;
- P - there are mixed materials in the surface layer.
When cutting and gas welding, flammable gases and those that support combustion are used. These include:
- oxygen;
- acetylene;
- hydrogen;
- propane-butane mixture;
- methylacetylene allene fraction.
Shielding gases are provided to provide gas protection of the molten material from air. Shielding gases are:
- inert (helium, argon and mixtures based on them);
- active (carbon dioxide and consistencies based on it).
An inert gas cannot enter into a chemical reaction with an alloy and practically does not dissolve in it, but active gases can enter into such a reaction and dissolve in alloys.
As for oxygen , it is heavier than air and helps gases and vapors burn very quickly, while at the same time heat can be released, and the melting point is the highest. With all this, compressed oxygen, when combined with lubricants and fatty oils, can lead to an explosion and spontaneous ignition; accordingly, you should work with oxygen cylinders only in clean conditions, where this is excluded. Oxygen-type welding materials must be stored only in compliance with fire safety standards.
Interesting read: How to make cold welding at home
Welding oxygen is technical, it comes out of the atmosphere. And at the same time, the air is processed in a separation apparatus, as a result, carbon dioxide impurities are removed, and the finished product is dried. In watery form, oxygen for storage and transportation is contained in special containers that have the highest thermal insulation.
Another gas, acetylene , is oxygen combined with hydrogen. At ordinary temperatures, acetylene is in a gaseous state. It is dull and contains impurities of hydrogen sulfide and ammonia. The danger is posed by the flammable components of such a material; welding pressure from 1.5 kgf/cm2 or accelerated heating to a temperature of 400 degrees can also lead to an explosion.
The gas is made by means of an electric arc discharge, which divides the watery flammable components, or through the decomposition of calcium carbide under the influence of water.
There are also acetylene substitutes . According to the requirements for materials for welding work, liquid vapors and other materials may be used. They are used if the heating temperature is twice the melting index of the alloy.
In order for one or another type of gas to burn, a certain amount of oxygen is needed in the burner. These or other flammable substances are used instead of acetylene, since they are cheap and easy to obtain. They can be used in various industrial fields, but the use of such substances is limited due to their relatively low heating limit.
Fluxes for welding and other materials
Flux has different purposes in the welding process. Thanks to it, it is possible to dissolve oxides on the surface of the alloy, which helps facilitate the process of wetting the workpiece with the molten alloy. Flux also acts as a barrier to oxygen, acting as a coating on the hot surface of the workpiece, and prevents oxidation of the alloy. The flux melt can also act as a heat exchange medium, facilitating heating of the joint.
Fluxes differ from each other according to the following characteristics:
- production method;
- purpose;
- own chemical composition and other characteristics.
For example, depending on the production method, they are either fused or unfused. Fused fluxes are made by fusing parts of the charge in furnaces. But the unfused parts of the flux charge can be held together without fusion.
Flux consists of a powder or paste of a certain composition; it is created on the basis of boric acid or calcined borax. Fluxes are not used to join alloy steels.
And another type of material for welding, a clay lining, is used to make a high-quality seam and form a reverse bead.
All of the listed welding materials can also be divided according to the type of metals and steels being welded. For example, some are intended for joining carbon steels, others - for stainless or low-alloy steels or cast iron, copper and other materials.
Gas substitutes for acetylene
Requirements for welding materials allow the use of liquid vapors and other gases for work. They are used if the heating temperature exceeds twice the melting rate of the metal. For the combustion of different types of gases, one or another amount of oxygen entering the burner is required. Combustible substances are used instead of acetylene because of their low cost and the possibility of widespread production. They are used in various industries, but the use of substitutes is limited by their relatively low heating range.
Wire and welding fluxes
Unknown wire of an unidentified brand is not used for welding. The surface of the filler wire is smooth, free of rust, scale, and grease. It is selected according to the melting index, which is lower than this characteristic of the steels being welded. One of the quality properties of the wire is its gradual melting without sudden splashes. As an exception, if the required wire is not available, for welding brass, lead, copper, and stainless steel, strips of cut metal from the same material that is being joined are used. When welding metals such as aluminum, magnesium, copper, brass, cast iron, active interaction of non-ferrous castings with oxygen from the atmosphere or an oxidizing flame occurs. The reaction leads to the formation of oxides with a high melting point, which create a harmful film and make it difficult for the substance on the surface to transition to a liquid state. A welding material called flux, consisting of a paste or powder of the appropriate composition, is used to protect the surface of the molten mass. The material is boric acid, calcined borax. Fluxes are not used when welding alloy steels.
Marking and weldability of alloy steels
The bulk of alloyed steels are low-alloy (GOST 19281-89), alloyed structural (GOST 4543-71), heat-resistant (GOST 20072-74) and high-alloy steels and heat-resistant and heat-resistant iron-nickel alloys (GOST 5632-72). The markings of all the listed steels are the same. The first two digits are the carbon content in hundredths of a percent; letters - symbols of alloying elements; the number after the letter is the approximate content of the alloying element, with unity and lower values not indicated. The letter “A” at the end of the brand means that the steel is high quality, that is, with a low content of sulfur and phosphorus.
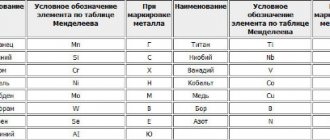
The symbols of alloying elements are as follows:
| Element | N | Nb | W | Mn | Cu | Se | Co | Mo | Ni | P | B | Si | Ti | V | Cr | Zr | Al |
| Designation | A* | B | IN | G | D | E | TO | M | N | P | R | WITH | T | F | X | C | YU |
*The nitrogen designation is placed in the middle of the mark.
All alloy steels are calm. Depending on the set of regulated characteristics, low-alloy steels are divided into 15 categories. The chemical composition is regulated for all categories. Mechanical properties in tension, cold bending and impact strength at room temperature, after mechanical aging and at the following negative temperatures, °C: –20, –40, –50, –60, –70 can also be regulated. Strength characteristics are differentiated depending on the type and thickness of rolled products and steel grade.
Steels and alloys obtained by special methods are additionally designated by a hyphen at the end of the brand name with the letters:
- VD - vacuum arc remelting;
- Ш - electroslag remelting;
- VI - vacuum induction smelting.
For example, grade 03Х18Н12-VI means that the steel contains 0.03% C, 18% Cr, 12% Ni and is produced in a vacuum induction furnace. Recommendations for the use of suitable welding methods for alloy steels and alloys are given in Table. 4. and 5.
Table 4. Technological weldability of low-alloy and medium-alloy structural steels
| Brand | Weldability group | Recommended welding methods*1 |
| 09G2, 09G2S, 10G2S1, 10HSND, 15HSND, 16GS | I | R, PF, PZ, ESH, G |
| 14ХГС | I | R, PF, PZ, G |
| 15G2SF, 15G2SFD, 14G2AF, 15G2AFDps, 18G2AFDps, 12G2SMF, 12GN2MFAYU, 12HGN2MFBAYU | II | R, PF, PZ, ES |
| 15X, 20X | I | R, PZ*2, G |
| 35X | II | R*3, ESH |
| 40Х, 45Х, 50Х, 50Г, 45Г2 | III | P*4,*5, K |
| 20G | I | R, PF, K, G |
| 30G, 40G | II | R*6, PF*6 |
| 10G2 | I | R, PF, ES, K |
| 18ХГТ | I | R, K |
| 30ХГТ | II | P*3,*6, K |
| 35ХМ | II | R*4,*5, PF*4,*5, ESH*5 |
| 30ХМ, 30ХМА | II | R*3,*5, PF*3,*5, PZ*3,*5 |
| 15ХМ | I | R*3,*6, PF*3,*6, K, G*4,*5 |
| 20ХМ | II | R*3,*6, PF*3,*6, G*4,*5 |
| 40HFA | III | P*4,*5, K |
| 40ХН | III | R*4,*5, PF*4,*5, ESH*5 |
| 45ХН, 45ХН2МФА | III | Р*4,*5 |
| 12ХН2, 12ХН3А, 20ХН3А, 12Х2Н4А | II | R, PF |
| 30ХНЗА | III | R*4,*5, ESH*5 |
| 20Х2Н4А | III | R*4,*5, PF*4,*5, ESH*5 |
| 30ХГС, 30ХГСА | II | R*6, PF*6, PZ*6, ESH*6, K |
| 35ХГСА | II | R*6, PF*6, PZ*6 |
| 38ХГН, 40Х2НМА, 40Х2Н2МА | III | Р*4,*5 |
| 18Х2Н4МА | III | R*4,*5, PF*4,*5, ESH*5 |
| 40HFA | III | R*4,*5, K*5 |
| 38ХГН, 30ХГСН2А, 40ХН2МА, 40Х2Н2МА | III | Р*4,*5 |
| 34ХН1М, 34ХНЗМА | II | R*4*5, ESH*5 |
*1 For designations of welding methods, see table. 3.
*2 When welding rigid structures, preheating is recommended.
*3 Heating is recommended.
*4 Heat required.
*5 Heat treatment required.
*6 Heat treatment is recommended.
Table 5. Technological weldability of some heat-resistant, high-alloy, corrosion-resistant, heat-resistant and heat-resistant steels and alloys
| Brand | Weldability group | Recommended welding methods*1 |
| 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т | I | R*2, NZ*2, PF*2, ESH*2, K |
| 04Х18Н10, 03ХН23МДТ | I | R |
| 08X18N10T, 12X17G9AN4 | I | R*2, NZ*2, PF*2, ESH*2, K |
| 15Х12ВНМФ, 40Х10С2М, 18Х11МНБФ | III | P*3 |
| 15Х11МФ | II | P*3 |
| 08X13, 12X13 | II | R*4,*2, PF*4,*2, PZ*4,*2, K |
| 14Х17Н2, 20Х23Н13, 08Х22Н6Т | II | R |
| 12X17, 08Х17Т, 15Х25Т | III | P*2, NC*2 |
| 31Х19Н9МВБТ, 36Х18Н25С2, ХН35ВТ | III | P*5 |
| 12MH | I | R*4, PF*4, ESH |
| 12Х1МФ | II | R*4, PF*4 |
| 20X13 | II | R*3, N3*3, K*3,*5 |
| 15X17AG14 | II | R, NZ |
| 20Х13Н4Г9 | II | TO |
| 10Х14Г14Н4Т | II | R, PF, N3, P3, K |
| 09Х15Н8У | II | R*5, K*5 |
| 08Х17Н5МЗ | II | R*5, NC*5, K |
| 07Х16Н6 | II | P*5 |
| ХН78ВТ, ХН75М6ТУ | I | R, NZ, K |
| ХН56МТУ | II | NZ |
1 For designations of welding methods, see table. 3.
2 Heat treatment is recommended.
3 Preheating and subsequent heat treatment are required.
4 Heating is recommended.
5 Heat treatment required.
Analyzing these data, we can say that some steels require preheating to improve weldability.
The preheating temperature is usually in the range of 150 - 400 * ° C, its value depends on the carbon content, alloying elements and the thickness of the product (Table 6).
Table 6. Mode of heating steels before welding
| Steel | Heating temperature, оС |
| Low carbon (up to 0.22% C) | 120…150 (on multi-layer seams, when welding thicknesses more than 10 mm) |
| Medium carbon (0.23…0.45% C) | 150…300 |
| High carbon | 300…450 |
| Low alloy | 200…250 |
| Alloy structural | Up to 400 |
| Heat resistant | 250—400 |
| Heat-resistant austenitic | Without heating |
| Corrosion-resistant non-austenitic class | Up to 400 |
Heating is carried out in furnaces using industrial frequency currents and gas-flame burners. The temperature is controlled using thermocouples, thermal indicator paints according to TU 133-67, TU 6-09-1739-73, TU 6-10-1131-71 or pencils according to TU6-10-1110-71.
The measurement error is about ±10%.
Improving the quality of the welded joint can be achieved by heat treatment after completion of welding work (Table 7), although when welding heat-resistant alloys, the difficulties increase significantly (Table 8).
Table 7. Approximate parameters of the heat treatment mode of steels after welding
| Steel | Approximate heat treatment mode, °C |
| Carbon | Tempering at 650…670 °C to relieve welding stresses, align the structure and mechanical properties. In some cases (for example, after ESW) normalization at 920...940 oC followed by tempering |
| High strength (low alloy) | Tempering at 670…700 °C to relieve welding stresses, align the structure and mechanical properties |
| Alloy structural | Tempering or hardening with tempering, depending on the requirements for the welded structure |
| Heat resistant: 15ХМ, 12Х1МФ, 20Х3МВФ | Holiday at 700…740 оС |
| Heat and corrosion resistant | Welded joints of austenitic steels: stabilization at 780...820 oC or austenitization at 1000...1100 oC (heating in the range of 500...900 oC at a rate of less than 100 oC/h) to relieve stress, align the structure and properties. Welded joints of martensitic or ferritic steel - tempering at 700...800 °C |
Table 8. Heat treatment and weldability of parts made of heat-resistant alloys
| Condition of parts | Tendency to crack |
| Immediately before welding, the parts are strengthened by aging | Parts should not be welded in this thermal state. This will cause severe cracking. |
| Parts to be welded are solution heat treated | Parts are welded without cracks if they are heat treated with a solid solution |
| Before welding, the parts are thermally treated with a solid solution at low heating | After welding of such parts, cracking is observed. Slow heating during solid solution heat treatment and slow cooling are unacceptable |
| After welding, the parts are strengthened by aging | Parts should not be strengthened by aging immediately after welding. This will cause severe cracking. Before aging, welded parts should be solution heat treated and then strengthened by aging |
Safety water seals
The device for protecting the rubber pipeline and the gas generator from the return of backfire from the burner is called a shutter. The requirements for welding materials determine that the water seal is designed in such a way that it prevents the oxygen or acetylene mass in the hole of the torch or cutter from igniting. A water seal is necessarily included in the equipment; this is a fire safety requirement that must be met. The valve is placed in the space between the cutter and the burner; according to the instructions, it is in good condition and is periodically filled with water to the required level. This device is the main one in the chain of welding equipment.
Cylinders for storing compressed gases
Cylinders are made in the form of cylindrical steel vessels. The conical hole in the neck area is closed with a shut-off valve on the thread. The cylinder walls are connected using a seamless method; the material is alloy and carbon steel. External coloring makes it possible to recognize the type of gas placed inside. Oxygen is transported in blue vessels, acetylene cylinders are painted white, the yellow-green tint indicates the hydrogen content, and other flammable gases are placed in red containers.
The passport data of the gas is written on the top of the cylinder. The requirement for storing welding materials requires that the cylinders be installed vertically and secured to the wall with a clamp. The valves of oxygen storage cylinders are made of brass; the use of steel is not permitted due to the corrosion of materials in a gas environment. The taps of acetylene gas cylinders are made of steel; it is prohibited to use copper and an alloy with a copper content of more than 70%. Acetylene reacts with copper to form an explosive mixture.
Gas reducers
A welding material such as a reducer serves to relieve gas pressure from the cylinder and maintain the indicator at a constant level during the entire operating time, regardless of the decrease in the pressure of the substance in the cylinder. Gearboxes are produced in two-chamber and single-chamber types. The former work more productively, maintain constant pressure and do not freeze during prolonged use of gas mixtures. To supply gas to the burner, rubber hoses with fabric gaskets are used, which undergo preliminary testing for strength and pressure resistance, about which there are special documents. Hoses for oxygen and acetylene are used separately. To supply kerosene and gasoline, hoses made of material resistant to gasoline are used.
Requirements for materials for welding
For any type of welding, materials are used in accordance with strict standards, where acceptance and inspection requirements are clearly defined. All batches used for the production of welding materials in the factory are supplied with a certificate indicating technical indicators: manufacturer's trademark; symbols consisting of letters and numbers indicating the brand and type; serial number of the batch of heat and shift; indicator of the surface condition of the electrode or wire; chemical composition of the alloy indicating the percentage; mechanical characteristics of the resulting weld weld; net weight.
The general requirements for all electrodes are a stable burning arc and a well-formed seam. The metal of the resulting surfacing corresponds to a predetermined chemical composition, the melting of the rod during operation occurs evenly, without splashing or releasing toxic substances. The wire contributes to the production of high-quality welding, slag from the surface of the seam is easily removed, and the coating of the seam is durable. The electrodes retain technical parameters for a long time. Every detail is important to complete the welding process. The use of high-quality materials in the work plays an important role in the process of stable and durable joining of metals.
Classification of steels by weldability
When assessing weldability, the role of the chemical composition of the steel is predominant. Using this indicator, as a first approximation, weldability is assessed. The influence of the main alloying impurities on the weldability of steels is given below.
Carbon (C) is one of the most important impurities that determines the strength, ductility, hardenability and other characteristics of steel. Carbon content in steels up to 0.25% does not reduce weldability. A higher “C” content leads to the formation of hardening structures in the metal of the heat-affected zone (hereinafter referred to as the HAZ) and the appearance of cracks.
Sulfur (S) and phosphorus (P) are harmful impurities. An increased content of “S” leads to the formation of hot cracks – red brittleness, and “P” causes cold brittleness. Therefore, the content of “S” and “P” in low-carbon steels is limited to 0.4÷0.5%.
Silicon (Si) is present in steels as an impurity in amounts up to 0.3% as a deoxidizing agent. With this “Si” content, the weldability of steels does not deteriorate. As an alloying element, with a “Si” content of up to 0.8÷1.0% (especially up to 1.5%), the formation of refractory “Si” oxides is possible, which impairs weldability.
Manganese (Mn) content in steel is up to 1.0% - the welding process is not difficult. When welding steels with a Mn content of 1.8÷2.5%, hardening structures and cracks may appear in the HAZ metal.
Chromium (Cr) in low carbon steels is limited as an impurity to 0.3%. In low-alloy steels, chromium content is possible in the range of 0.7÷3.5%. In alloy steels its content ranges from 12% to 18%, and in high-alloy steels it reaches 35%. When welding, chromium forms carbides, which impair the corrosion resistance of steel. Chromium promotes the formation of refractory oxides, which complicate the welding process.
Nickel (Ni) , similar to chromium, is found in low-carbon steels in amounts up to 0.3%. In low-alloy steels its content increases to 5%, and in high-alloy steels – up to 35%. In nickel-based alloys, its content is prevalent. Nickel increases the strength and plastic properties of steel and has a positive effect on weldability.
Vanadium (V) in alloy steels is contained in an amount of 0.2÷0.8%. It increases the toughness and ductility of steel, improves its structure, and helps increase hardenability.
Molybdenum (Mo) in steels is limited to 0.8%. At this content, it has a positive effect on the strength properties of steel and refines its structure. However, during welding it burns out and contributes to the formation of cracks in the deposited metal.
Titanium and niobium (Ti and Nb) in corrosion-resistant and heat-resistant steels are contained in amounts up to 1%. They reduce the sensitivity of steel to intergranular corrosion, however, niobium in steels of type 18-8 promotes the formation of hot cracks.
Copper (Cu) is contained in steels as an impurity (in amounts up to 0.3% inclusive), as an additive in low-alloy steels (0.15 to 0.5%) and as an alloying element (up to 0.8÷1%). It increases the corrosion properties of steel without compromising weldability.
When assessing the influence of the chemical composition on the weldability of steel, in addition to the carbon content, the content of other alloying elements that increase the susceptibility of steel to hardening is also taken into account. This is achieved by recalculating the content of each alloying element of steel in the equivalent effect on its hardenability using conversion factors determined experimentally. The total content of carbon and recalculated equivalent amounts of alloying elements in steel is called carbon equivalent. To calculate it, there are a number of formulas compiled using various methods that allow you to evaluate the influence of the chemical composition of low-alloy steels on their weldability:
SEKV = C + Mn/6 + Cr/5 + Mo/5 + V/5 + Ni/15 + Cu/15 (MIS method);
SEKV = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 (Japanese method);
[C]X = C + Mn/9 + Cr/9 + Ni/18 + 7Mo/90 (Seferian method),
where the numbers indicate the content in steel in mass fractions of a percent of the corresponding elements.
Each of these formulas is acceptable only for a certain group of steels, however, the carbon equivalent value can be used when solving practical issues related to the development of welding technology. Quite often, calculations of the chemical carbon equivalent for carbon and low-alloy structural steels of the pearlitic class are performed using the Seferian formula.
According to weldability, steels are conventionally divided into four groups: well weldable, satisfactory weldable, limited weldable, poorly weldable (Table 1.1).
The first group includes the most common grades of low-carbon and alloy steels ([C]X≤0.38), welding of which can be performed using conventional technology, i.e. without heating before welding and during the welding process, as well as without subsequent heat treatment. It is recommended to weld cast parts with a large volume of deposited metal with intermediate heat treatment. For structures operating under static loads, heat treatment after welding is not performed. For critical structures operating under dynamic loads or high temperatures, heat treatment is recommended
The second group includes carbon and alloy steels ([C]x=0.39÷0.45), when welded under normal production conditions, cracks do not form. This group includes steels that must be preheated to prevent the formation of cracks and also subjected to subsequent heat treatment. Heat treatment before welding is different and depends on the grade of steel and the design of the part. For castings made of 30L steel, annealing is required. Machine parts made from rolled products or forgings that do not have rigid contours can be welded in a heat-treated state (hardening and tempering). Welding at ambient temperatures below 0°C is not recommended. Welding of parts with a large volume of deposited metal is recommended to be carried out with intermediate heat treatment (annealing or high tempering)
Table 1. Classification of steels by weldability.
| Weldability group | GOST | steel grade |
| Well weldable | 380-94* | Low carbon St1÷St4 (kp, ps, sp) |
| 1050-88 | 08÷25 (kp, ps) | |
| 803-81 | 11YuA, 18YuA | |
| 4041-71 | 08Yu, 25ps | |
| Well weldable | 5520-79 | 15K, 16K, 18K, 20K, 22K |
| 5521-93 | A, A32, A36, A40, B, D, D32, D36, D40, E, E32, E36, E40 | |
| 5781-82 | 10GT | |
| 977-88 | 15L, 20L, 25L | |
| 4543-71 | Low alloy 15G, 20G, 25G, 10G2, 12ХН, 12ХН2, 15Н2М, 15Х, 15ХА, 20Х, 15ХФ, 20Н2М | |
| 19281-89 | 09G2, 09G2S, 09G2D, 10G2B, 10G2BD, 12GS, 16GS, 17GS, 17G1S, 10G2S1,09G2SD, 10G2S1D, YuHSND, YuKHNDP, 14G2AF, 14G2AFD, 15GFD, 15HSND | |
| 977-88 | 08GDNFL, 12DN2FL, 13ХДНФТЛ | |
| Satisfactorily weldable | 380-94* | Carbon steel St5 (ps, sp), St5Gps |
| 1050-88 | 30 | |
| 977-75 | 30L | |
| 4543-71 | Alloyed 16KhG, 18KhGT, 14KhGN, 19KhGN, 20KhGSA, 20KhGR, 20KhN, 20KhNR, 12KhN3A, 20KhN2M | |
| 19281-89 | 15G2AFDps, 16G2AFD, 15G2SF, 15G2SFD | |
| 10702-78** | 20G2S | |
| 5781-82 | 18G2S, 25G2S | |
| 977-88 | 20GL, 20GSL, 20FL, 20G1FL, 20DHL, 12DHN1MFL | |
| Limited weldability | 380-94* | Carbon steel St5 (ps, sp), St5Gps |
| 1050-88 | 35, 40, 45 | |
| 977-88 | 35L 40L, 45L | |
| 4543-71 | Alloyed 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35G, 35G2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ , 30ХГНЗА, 20Х2Н4А | |
| 11268-76 | 12X2NVFA | |
| 977-88 | 35GL, 32H06L, 45FL, 40HL, 35HGSL, 35NGML, 20HGSNDML, 30HGSFL, 23HGS2MFL | |
| Poorly welded | 1050-88 | Carbon 50, 55 |
| 977-88 | 50L, 55L | |
| 4543-71 | Alloyed 50G, 45G2, 50G2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А, etc. | |
| 11268-76 | 23Х2NVFA | |
| 10702-78** | 38ХГНМ | |
| 5950-2000 | 9X, 9X1 | |
| 977-88 | 30ХНМЛ, 25Х2Г2ФЛ | |
| 1435-99 | У7÷У13А | |
| *DSTU 2651-94 (GOST 380-94). ** Canceled in Ukraine. | ||
In cases where subsequent tempering is impossible, the welded part is subjected to local heating. Heat treatment after welding is different for different grades of steel. When welding small defects in steel containing more than 0.35% carbon, heat treatment (annealing or high temperature tempering for this steel) is necessary to improve the mechanical properties and workability.
The third group includes carbon and alloy steels ([C]X = 0.46÷0.59) of the pearlitic class, which are prone to crack formation under normal welding conditions. The weldability of this group of steels is ensured by using special technological measures, consisting of their preliminary heat treatment and heating. In addition, most products from this group of steels are subjected to heat treatment after welding. For parts and castings made from rolled products or forgings that do not have particularly rigid contours and rigid components, welding in a heat-treated state (quenching and tempering) is allowed.
Without preheating, such steels can be welded in cases where the joints do not have rigid contours, the metal thickness is no more than 14 mm, the ambient temperature is not lower than +5 ° C and the joints being welded are of an auxiliary nature. In all other cases, preheating to a temperature of 200°C is required.
Heat treatment of this group of steels is assigned according to the mode selected for a specific steel.
The fourth group includes carbon and alloy steels ([C]x≥0.60) of the pearlitic class, which are the most difficult to weld and are prone to cracking. When welding this group of steels using rational technologies, the required performance properties of welded joints are not always achieved. These steels are weldable to a limited extent, so their welding is performed with mandatory preliminary heat treatment, with heating during the welding process and subsequent heat treatment. Before welding, such steel must be annealed. Regardless of the thickness and type of connection, the steel must be preheated to a temperature of at least 200°C. Heat treatment of the product after welding is carried out depending on the grade of steel and its purpose.
The operational reliability and durability of welded structures made of low-alloy heat-resistant steels depends on the maximum permissible operating temperature and the long-term strength of welded joints at this temperature. These indicators are determined by the alloying system of heat-resistant steels. According to the alloying system, steels can be divided into chromium-molybdenum, chromium-molybdenum-vanadium and chromium-molybdenum-tungsten (Table 1.2). In these steels, the value of the carbon equivalent varies within wide limits and assessing the weldability of steels based on its value is impractical. Calculation of the preheating temperature is performed for each specific steel grade.
The division of high-alloy steels into groups (stainless, acid-resistant, heat-resistant and heat-resistant) within the framework of GOST 5632-72 is made conditionally in accordance with their main service characteristics, since heat-resistant and heat-resistant steels are at the same time acid-resistant in certain aggressive environments, and acid-resistant steels are both heat-resistant and heat resistance at certain temperatures.
Let us dwell on brief recommendations on the technology of welding high-alloy steels, which, as already noted, are divided into four groups.
For highly weldable high-alloy steels, heat treatment before and after welding is not carried out. With significant hardening, the metal must be hardened from 1050÷1100°C. The thermal conditions of welding are normal. This group of steels includes a number of acid-resistant and heat-resistant steels with an austenitic and austenitic-ferritic structure.
For satisfactorily weldable high-alloy steels, a preliminary tempering at 650÷710°C with air cooling is recommended before welding. The thermal conditions of welding are normal. At negative temperatures, welding is not allowed. Preheating to 150÷200°C is necessary when welding structural elements with a wall thickness of more than 10 mm. After welding, to relieve stress, it is recommended to temper at 650÷710°C. This group primarily includes most chromium and some chromium-nickel steels.
Table 2. Grades of heat-resistant and high-alloy steels and alloys based on iron-nickel and nickel.
| Class | GOST or TU | steel grade |
| Pearlitic or martensitic | GOST4543-71 | Heat-resistant chrome-molybdenum 15ХМ, 20ХМ, 30ХМ, 30ХМА, 35ХМ, 38ХМ, 38Х2МУА |
| TU108-1028-81 | 34ХМА | |
| GOST20072-74 | 12МХ, 15Х5М, 15X5 | |
| GOST5520-79 | 12ХМ, 10Х2М, 10Х2М-ВД | |
| GOST977-88 | 35HML | |
| TU5.961-11.151-80 | 20HML | |
| GOST4543-71 | Heat-resistant chrome-molybdenum-vanadium and chrome-molybdenum-tungsten 40ХМФА, 30ХЗМФ | |
| GOST20072-74 | 20Х1М1Ф1БР, 12Х1МФ, 25Х1МФ, 25Х2М1Ф, 20Х1М1Ф1ТР, 18ХЗМВ, 20ХЗИВФ, 15Х5ВФ | |
| TU14-1-1529-76 | 15Х1М1Ф TU14-1-3238-81, 35ХМФА | |
| TU108.131-86 | 12X2MFA, 18X2MFA, 25X2MFA | |
| TU14-1-1703-76 | 38ХМФУА | |
| TU5.961-11151-80 | 20ХМФЛ, 15Х1М1ФЛ | |
| Ferritic, martensitic-ferritic and martensitic | GOST5632-72 | High chromium stainless steel 08X13, 12X13, 20X13, 30X13, 40X13, 25X13H2 |
| TU108-976-80 | 10X12ND | |
| GOST5632-72 | High -grown acid -resistant and heat -resistant 12x17, 08x17t, 09x16N4B, 30X13N7C2, 08x18T1, 15x18Su, 15x25t, 15x28, 14x17N2, 20x17N2, 10x13Su, 40x9C2, 40x10S2M2M | |
| TU 14-1-2889-80 | 09Х17НВД | |
| TU14-1-1958-77 | 11Х17Н | |
| TU14-1-2533-78 | 10X17Yu3B | |
| GOST5632-72 | High-chromium heat-resistant 15Х11МФ, 18Х11МНФБ, 20Х12ВНМФ, 11Х11Н2В2МФ, 13Х11Н2В2МФ, 13Х14НЗВ2ФР, 15Х12ВНМФ, 18Х12ВМБФР | |
| TU14-3-450-75 | 12Х11В2МФ | |
| Austenitic and austenitic-ferritic | GOST5632-72 | Acid-resistant 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 17Х18Н9, 12Х18Н10Т, 12Х18Н10Б, 03Х18Н11, 08Х18Н12Б, 03Х17Н14М2, E8Х17 Н13М2Т, 10Х17Н13М2Т, 10Х13МЗТ, 08Х17Н15МЗТ, 08Х18Н12Т, 08Х10Н20Т2, 10Х14Г14НЗ, 10Х14Г14Н4Т, 10Х14AG15, 15Х17AG14, 07Х21G7AN5, 03 Kh21N21M4GB, 12Kh17G9AN4, 08Kh18G8N2T , 15Х18Н12С4ТУ |
| TU108.11.595-87 | 03Х16Н9М2 | |
| Austenitic marten-sieve | GOST5632-72 | 07Х16Н6, 09Х17Н7У, 09Х17Н7УТ, 08Х17Н5МЗ, 08Х17Н6Т, 09Х15Н8У, 20Х13Н4Г9 |
| Ferritic-austenitic | GOST5632-72 | High-strength acid-resistant 08Х22Н6Т, 12Х21Н5Т.08Х21Н6 |
| TU14-1-1958-77 | 10Х25Н6АТМФ | |
| Ferritic-austenitic | GOST977-88 | 12Х25Н5ТМФЛ |
| TU14-1-1541-75 | 03Х23Н6, 03Х22Н6М2 | |
| Austenitic | GOST5632-72 | Heat-resistant 20Х23Н13, 10Х23Н18, 20Х23Н18, 08Х20Н14С2, 20Х20Н14С2, 20Х25Н20С2, 12Х25Н16G7AR, 36Х18Н25С2, 45Х22Н4МЗ, 55Х20Г9AN4 |
| Iron-nickel and nickel-based alloys | GOST5632-72 | KhN38VT, KhN60Yu, KhN70Yu, KhN78T |
| Austenitic | GOST5632-72 | Heat-resistant 10Х11Н20ТЗР, 10Х11Н23ТЗМР, 08Х16Н13М2Б, 09Х16Н15МЗБ, 08Х15Н24В4ТР, 31Х19Н9МВБТ, 10Х11Н20ТЗР, 37Х12Н8Г8МФБ, 45Х14Н14В2М, 09X14N19V2BR, 09X14N19V2BR1, 40X15N7G7F2MS, 09X14N16B |
| Iron-nickel and nickel-based alloys | GOST5632-72 | KhN35VT, KhN35VTYu, KhN32T, KhN38VT, KhN80TBYu, KhN67MVTYu |
For limited weldable high-alloy steels, heat treatment before welding is different (tempering at 650÷710°C with air cooling or quenching in water from 1050÷1100°C). When welding most steels of this group, preheating to 200÷300°C is required.
After welding, to relieve stress and reduce hardness, parts of the welded joint are subjected to tempering at 650÷710°C. To weld a number of austenitic steels, quenching in water from 1050÷1100°C is required.
For poorly weldable high-alloy steels, tempering under certain conditions for various steels is recommended before welding.
For the entire group of steels, preheating to 200÷300°C is required. Welding of steel 110G13L in the hardening state is carried out without heating. Heat treatment after welding is carried out according to special instructions, depending on the steel grade and purpose. For steel 110G13L, heat treatment is not required.
Preparing metal for welding
When preparing parts for welding, the incoming metal is subjected to straightening, marking, marking, cutting, preparing edges for welding, cold or hot bending.
Before welding, the base metal and filler material must be thoroughly cleaned of rust, oil, moisture, scale and various types of non-metallic inclusions. In place of the indicated contaminants, it leads to the formation of steam, cracks, and slag inclusions in the welds, which leads to a decrease in the strength and density of the welded joint.
When assessing weldability, the role of the chemical composition of the steel is predominant. Using this indicator, as a first approximation, weldability is assessed. The influence of the main alloying impurities on the weldability of steels is given below.
Carbon (C) is one of the most important impurities that determines the strength, ductility, hardenability and other characteristics of steel. Carbon content in steels up to 0.25% does not reduce weldability. A higher “C” content leads to the formation of hardening structures in the metal of the heat-affected zone (hereinafter referred to as the HAZ) and the appearance of cracks.
Sulfur (S) and phosphorus (P) are harmful impurities. An increased content of “S” leads to the formation of hot cracks – red brittleness, and “P” causes cold brittleness. Therefore, the content of “S” and “P” in low-carbon steels is limited to 0.4÷0.5%.
Silicon (Si) is present in steels as an impurity in amounts up to 0.3% as a deoxidizing agent. With this “Si” content, the weldability of steels does not deteriorate. As an alloying element, with a “Si” content of up to 0.8÷1.0% (especially up to 1.5%), the formation of refractory “Si” oxides is possible, which impairs weldability.
Manganese (Mn) content in steel is up to 1.0% - the welding process is not difficult. When welding steels with a Mn content of 1.8÷2.5%, hardening structures and cracks may appear in the HAZ metal.
Chromium (Cr) in low carbon steels is limited as an impurity to 0.3%. In low-alloy steels, chromium content is possible in the range of 0.7÷3.5%. In alloy steels its content ranges from 12% to 18%, and in high-alloy steels it reaches 35%. When welding, chromium forms carbides, which impair the corrosion resistance of steel. Chromium promotes the formation of refractory oxides, which complicate the welding process.
Nickel (Ni) , similar to chromium, is found in low-carbon steels in amounts up to 0.3%. In low-alloy steels its content increases to 5%, and in high-alloy steels – up to 35%. In nickel-based alloys, its content is prevalent. Nickel increases the strength and plastic properties of steel and has a positive effect on weldability.
Vanadium (V) in alloy steels is contained in an amount of 0.2÷0.8%. It increases the toughness and ductility of steel, improves its structure, and helps increase hardenability.
Molybdenum (Mo) in steels is limited to 0.8%. At this content, it has a positive effect on the strength properties of steel and refines its structure. However, during welding it burns out and contributes to the formation of cracks in the deposited metal.
Titanium and niobium (Ti and Nb) in corrosion-resistant and heat-resistant steels are contained in amounts up to 1%. They reduce the sensitivity of steel to intergranular corrosion, however, niobium in steels of type 18-8 promotes the formation of hot cracks.
Copper (Cu) is contained in steels as an impurity (in amounts up to 0.3% inclusive), as an additive in low-alloy steels (0.15 to 0.5%) and as an alloying element (up to 0.8÷1%). It increases the corrosion properties of steel without compromising weldability.
When assessing the influence of the chemical composition on the weldability of steel, in addition to the carbon content, the content of other alloying elements that increase the susceptibility of steel to hardening is also taken into account. This is achieved by recalculating the content of each alloying element of steel in the equivalent effect on its hardenability using conversion factors determined experimentally. The total content of carbon and recalculated equivalent amounts of alloying elements in steel is called carbon equivalent. To calculate it, there are a number of formulas compiled using various methods that allow you to evaluate the influence of the chemical composition of low-alloy steels on their weldability:
SEKV = C + Mn/6 + Cr/5 + Mo/5 + V/5 + Ni/15 + Cu/15 (MIS method);
SEKV = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 (Japanese method);
[C]X = C + Mn/9 + Cr/9 + Ni/18 + 7Mo/90 (Seferian method),
where the numbers indicate the content in steel in mass fractions of a percent of the corresponding elements.
Each of these formulas is acceptable only for a certain group of steels, however, the carbon equivalent value can be used when solving practical issues related to the development of welding technology. Quite often, calculations of the chemical carbon equivalent for carbon and low-alloy structural steels of the pearlitic class are performed using the Seferian formula.
According to weldability, steels are conventionally divided into four groups: well weldable, satisfactory weldable, limited weldable, poorly weldable (Table 1.1).
The first group includes the most common grades of low-carbon and alloy steels ([C]X≤0.38), welding of which can be performed using conventional technology, i.e. without heating before welding and during the welding process, as well as without subsequent heat treatment. It is recommended to weld cast parts with a large volume of deposited metal with intermediate heat treatment. For structures operating under static loads, heat treatment after welding is not performed. For critical structures operating under dynamic loads or high temperatures, heat treatment is recommended
The second group includes carbon and alloy steels ([C]x=0.39÷0.45), when welded under normal production conditions, cracks do not form. This group includes steels that must be preheated to prevent the formation of cracks and also subjected to subsequent heat treatment. Heat treatment before welding is different and depends on the grade of steel and the design of the part. For castings made of 30L steel, annealing is required. Machine parts made from rolled products or forgings that do not have rigid contours can be welded in a heat-treated state (hardening and tempering). Welding at ambient temperatures below 0°C is not recommended. Welding of parts with a large volume of deposited metal is recommended to be carried out with intermediate heat treatment (annealing or high tempering)
Table 1. Classification of steels by weldability.
| Weldability group | GOST | steel grade |
| Well weldable | 380-94* | Low carbon St1÷St4 (kp, ps, sp) |
| 1050-88 | 08÷25 (kp, ps) | |
| 803-81 | 11YuA, 18YuA | |
| 4041-71 | 08Yu, 25ps | |
| Well weldable | 5520-79 | 15K, 16K, 18K, 20K, 22K |
| 5521-93 | A, A32, A36, A40, B, D, D32, D36, D40, E, E32, E36, E40 | |
| 5781-82 | 10GT | |
| 977-88 | 15L, 20L, 25L | |
| 4543-71 | Low alloy 15G, 20G, 25G, 10G2, 12ХН, 12ХН2, 15Н2М, 15Х, 15ХА, 20Х, 15ХФ, 20Н2М | |
| 19281-89 | 09G2, 09G2S, 09G2D, 10G2B, 10G2BD, 12GS, 16GS, 17GS, 17G1S, 10G2S1,09G2SD, 10G2S1D, YuHSND, YuKHNDP, 14G2AF, 14G2AFD, 15GFD, 15HSND | |
| 977-88 | 08GDNFL, 12DN2FL, 13ХДНФТЛ | |
| Satisfactorily weldable | 380-94* | Carbon steel St5 (ps, sp), St5Gps |
| 1050-88 | 30 | |
| 977-75 | 30L | |
| 4543-71 | Alloyed 16KhG, 18KhGT, 14KhGN, 19KhGN, 20KhGSA, 20KhGR, 20KhN, 20KhNR, 12KhN3A, 20KhN2M | |
| 19281-89 | 15G2AFDps, 16G2AFD, 15G2SF, 15G2SFD | |
| 10702-78** | 20G2S | |
| 5781-82 | 18G2S, 25G2S | |
| 977-88 | 20GL, 20GSL, 20FL, 20G1FL, 20DHL, 12DHN1MFL | |
| Limited weldability | 380-94* | Carbon steel St5 (ps, sp), St5Gps |
| 1050-88 | 35, 40, 45 | |
| 977-88 | 35L 40L, 45L | |
| 4543-71 | Alloyed 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35G, 35G2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ , 30ХГНЗА, 20Х2Н4А | |
| 11268-76 | 12X2NVFA | |
| 977-88 | 35GL, 32H06L, 45FL, 40HL, 35HGSL, 35NGML, 20HGSNDML, 30HGSFL, 23HGS2MFL | |
| Poorly welded | 1050-88 | Carbon 50, 55 |
| 977-88 | 50L, 55L | |
| 4543-71 | Alloyed 50G, 45G2, 50G2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А, etc. | |
| 11268-76 | 23Х2NVFA | |
| 10702-78** | 38ХГНМ | |
| 5950-2000 | 9X, 9X1 | |
| 977-88 | 30ХНМЛ, 25Х2Г2ФЛ | |
| 1435-99 | У7÷У13А | |
| *DSTU 2651-94 (GOST 380-94). ** Canceled in Ukraine. | ||
In cases where subsequent tempering is impossible, the welded part is subjected to local heating. Heat treatment after welding is different for different grades of steel. When welding small defects in steel containing more than 0.35% carbon, heat treatment (annealing or high temperature tempering for this steel) is necessary to improve the mechanical properties and workability.
The third group includes carbon and alloy steels ([C]X = 0.46÷0.59) of the pearlitic class, which are prone to crack formation under normal welding conditions. The weldability of this group of steels is ensured by using special technological measures, consisting of their preliminary heat treatment and heating. In addition, most products from this group of steels are subjected to heat treatment after welding. For parts and castings made from rolled products or forgings that do not have particularly rigid contours and rigid components, welding in a heat-treated state (quenching and tempering) is allowed.
Without preheating, such steels can be welded in cases where the joints do not have rigid contours, the metal thickness is no more than 14 mm, the ambient temperature is not lower than +5 ° C and the joints being welded are of an auxiliary nature. In all other cases, preheating to a temperature of 200°C is required.
Heat treatment of this group of steels is assigned according to the mode selected for a specific steel.
The fourth group includes carbon and alloy steels ([C]x≥0.60) of the pearlitic class, which are the most difficult to weld and are prone to cracking. When welding this group of steels using rational technologies, the required performance properties of welded joints are not always achieved. These steels are weldable to a limited extent, so their welding is performed with mandatory preliminary heat treatment, with heating during the welding process and subsequent heat treatment. Before welding, such steel must be annealed. Regardless of the thickness and type of connection, the steel must be preheated to a temperature of at least 200°C. Heat treatment of the product after welding is carried out depending on the grade of steel and its purpose.
The operational reliability and durability of welded structures made of low-alloy heat-resistant steels depends on the maximum permissible operating temperature and the long-term strength of welded joints at this temperature. These indicators are determined by the alloying system of heat-resistant steels. According to the alloying system, steels can be divided into chromium-molybdenum, chromium-molybdenum-vanadium and chromium-molybdenum-tungsten (Table 1.2). In these steels, the value of the carbon equivalent varies within wide limits and assessing the weldability of steels based on its value is impractical. Calculation of the preheating temperature is performed for each specific steel grade.
The division of high-alloy steels into groups (stainless, acid-resistant, heat-resistant and heat-resistant) within the framework of GOST 5632-72 is made conditionally in accordance with their main service characteristics, since heat-resistant and heat-resistant steels are at the same time acid-resistant in certain aggressive environments, and acid-resistant steels are both heat-resistant and heat resistance at certain temperatures.
Let us dwell on brief recommendations on the technology of welding high-alloy steels, which, as already noted, are divided into four groups.
For highly weldable high-alloy steels, heat treatment before and after welding is not carried out. With significant hardening, the metal must be hardened from 1050÷1100°C. The thermal conditions of welding are normal. This group of steels includes a number of acid-resistant and heat-resistant steels with an austenitic and austenitic-ferritic structure.
For satisfactorily weldable high-alloy steels, a preliminary tempering at 650÷710°C with air cooling is recommended before welding. The thermal conditions of welding are normal. At negative temperatures, welding is not allowed. Preheating to 150÷200°C is necessary when welding structural elements with a wall thickness of more than 10 mm. After welding, to relieve stress, it is recommended to temper at 650÷710°C. This group primarily includes most chromium and some chromium-nickel steels.
Table 2. Grades of heat-resistant and high-alloy steels and alloys based on iron-nickel and nickel.
| Class | GOST or TU | steel grade |
| Pearlitic or martensitic | GOST4543-71 | Heat-resistant chrome-molybdenum 15ХМ, 20ХМ, 30ХМ, 30ХМА, 35ХМ, 38ХМ, 38Х2МУА |
| TU108-1028-81 | 34ХМА | |
| GOST20072-74 | 12МХ, 15Х5М, 15X5 | |
| GOST5520-79 | 12ХМ, 10Х2М, 10Х2М-ВД | |
| GOST977-88 | 35HML | |
| TU5.961-11.151-80 | 20HML | |
| GOST4543-71 | Heat-resistant chrome-molybdenum-vanadium and chrome-molybdenum-tungsten 40ХМФА, 30ХЗМФ | |
| GOST20072-74 | 20Х1М1Ф1БР, 12Х1МФ, 25Х1МФ, 25Х2М1Ф, 20Х1М1Ф1ТР, 18ХЗМВ, 20ХЗИВФ, 15Х5ВФ | |
| TU14-1-1529-76 | 15Х1М1Ф TU14-1-3238-81, 35ХМФА | |
| TU108.131-86 | 12X2MFA, 18X2MFA, 25X2MFA | |
| TU14-1-1703-76 | 38ХМФУА | |
| TU5.961-11151-80 | 20ХМФЛ, 15Х1М1ФЛ | |
| Ferritic, martensitic-ferritic and martensitic | GOST5632-72 | High chromium stainless steel 08X13, 12X13, 20X13, 30X13, 40X13, 25X13H2 |
| TU108-976-80 | 10X12ND | |
| GOST5632-72 | High -grown acid -resistant and heat -resistant 12x17, 08x17t, 09x16N4B, 30X13N7C2, 08x18T1, 15x18Su, 15x25t, 15x28, 14x17N2, 20x17N2, 10x13Su, 40x9C2, 40x10S2M2M | |
| TU 14-1-2889-80 | 09Х17НВД | |
| TU14-1-1958-77 | 11Х17Н | |
| TU14-1-2533-78 | 10X17Yu3B | |
| GOST5632-72 | High-chromium heat-resistant 15Х11МФ, 18Х11МНФБ, 20Х12ВНМФ, 11Х11Н2В2МФ, 13Х11Н2В2МФ, 13Х14НЗВ2ФР, 15Х12ВНМФ, 18Х12ВМБФР | |
| TU14-3-450-75 | 12Х11В2МФ | |
| Austenitic and austenitic-ferritic | GOST5632-72 | Acid-resistant 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 17Х18Н9, 12Х18Н10Т, 12Х18Н10Б, 03Х18Н11, 08Х18Н12Б, 03Х17Н14М2, E8Х17 Н13М2Т, 10Х17Н13М2Т, 10Х13МЗТ, 08Х17Н15МЗТ, 08Х18Н12Т, 08Х10Н20Т2, 10Х14Г14НЗ, 10Х14Г14Н4Т, 10Х14AG15, 15Х17AG14, 07Х21G7AN5, 03 Kh21N21M4GB, 12Kh17G9AN4, 08Kh18G8N2T , 15Х18Н12С4ТУ |
| TU108.11.595-87 | 03Х16Н9М2 | |
| Austenitic marten-sieve | GOST5632-72 | 07Х16Н6, 09Х17Н7У, 09Х17Н7УТ, 08Х17Н5МЗ, 08Х17Н6Т, 09Х15Н8У, 20Х13Н4Г9 |
| Ferritic-austenitic | GOST5632-72 | High-strength acid-resistant 08Х22Н6Т, 12Х21Н5Т.08Х21Н6 |
| TU14-1-1958-77 | 10Х25Н6АТМФ | |
| Ferritic-austenitic | GOST977-88 | 12Х25Н5ТМФЛ |
| TU14-1-1541-75 | 03Х23Н6, 03Х22Н6М2 | |
| Austenitic | GOST5632-72 | Heat-resistant 20Х23Н13, 10Х23Н18, 20Х23Н18, 08Х20Н14С2, 20Х20Н14С2, 20Х25Н20С2, 12Х25Н16G7AR, 36Х18Н25С2, 45Х22Н4МЗ, 55Х20Г9AN4 |
| Iron-nickel and nickel-based alloys | GOST5632-72 | KhN38VT, KhN60Yu, KhN70Yu, KhN78T |
| Austenitic | GOST5632-72 | Heat-resistant 10Х11Н20ТЗР, 10Х11Н23ТЗМР, 08Х16Н13М2Б, 09Х16Н15МЗБ, 08Х15Н24В4ТР, 31Х19Н9МВБТ, 10Х11Н20ТЗР, 37Х12Н8Г8МФБ, 45Х14Н14В2М, 09X14N19V2BR, 09X14N19V2BR1, 40X15N7G7F2MS, 09X14N16B |
| Iron-nickel and nickel-based alloys | GOST5632-72 | KhN35VT, KhN35VTYu, KhN32T, KhN38VT, KhN80TBYu, KhN67MVTYu |
For limited weldable high-alloy steels, heat treatment before welding is different (tempering at 650÷710°C with air cooling or quenching in water from 1050÷1100°C). When welding most steels of this group, preheating to 200÷300°C is required.
After welding, to relieve stress and reduce hardness, parts of the welded joint are subjected to tempering at 650÷710°C. To weld a number of austenitic steels, quenching in water from 1050÷1100°C is required.
For poorly weldable high-alloy steels, tempering under certain conditions for various steels is recommended before welding.
For the entire group of steels, preheating to 200÷300°C is required. Welding of steel 110G13L in the hardening state is carried out without heating. Heat treatment after welding is carried out according to special instructions, depending on the steel grade and purpose. For steel 110G13L, heat treatment is not required.
Preparing metal for welding
When preparing parts for welding, the incoming metal is subjected to straightening, marking, marking, cutting, preparing edges for welding, cold or hot bending.
Before welding, the base metal and filler material must be thoroughly cleaned of rust, oil, moisture, scale and various types of non-metallic inclusions. In place of the indicated contaminants, it leads to the formation of steam, cracks, and slag inclusions in the welds, which leads to a decrease in the strength and density of the welded joint.