Mechanical properties of aluminum
What are mechanical properties?
The mechanical properties of aluminum, like other materials, are properties that are associated with the elastic and inelastic response of the material to the application of a load to it, including the relationship between stress and strain. Examples of mechanical properties are:
- modulus of elasticity (tensile, compressive, shear)
- tensile strength (tensile, compressive, shear)
- yield strength
- fatigue limit
- elongation (relative) at break
- hardness.
Mechanical properties are often mistakenly referred to as physical properties.
The mechanical properties of materials, including aluminum and its alloys, that are obtained by tensile testing of the material, such as tensile modulus, tensile strength, tensile yield strength and elongation, are called tensile mechanical properties.
Elastic modulus
The modulus of elasticity, often called Young's modulus, is the ratio of the stress that is applied to a material to the corresponding strain in the range where they are directly proportional to each other.
There are three types of stresses and, accordingly, three types of elastic moduli for any material, including aluminum:
- tensile modulus of elasticity
- compressive modulus of elasticity
- shear modulus of elasticity (shear modulus of elasticity).
Table - Tensile elastic moduli of aluminum and other metals [1]
Tensile strength
The ratio of the maximum load before failure of a sample when testing it in tension to the original cross-sectional area of the sample. The terms “tensile strength” and “tensile strength” are also used.
Yield strength
The stress required to achieve a specified small plastic deformation in aluminum or other material under uniaxial tensile or compressive load.
If the plastic deformation under tensile load is specified as 0.2%, then the term “yield strength 0.2%” (Rp0.2) is used.
Figure - Typical stress-strain diagram for aluminum alloys
Elongation (at break)
Often called "relative elongation". An increase in the distance between two marks on a test specimen that occurs as a result of the specimen deforming under tension until it breaks between the marks.
The amount of elongation depends on the cross-sectional dimensions of the sample. For example, the amount of elongation that is obtained when testing an aluminum sheet specimen will be lower for a thin sheet than for a thick sheet. The same applies to extruded aluminum profiles.
Extension A
Elongation in percent after sample rupture at an initial distance between marks of 5.65 √ S
0, where S0 is the initial cross-sectional area of the test sample. The outdated designation of this quantity A5 is currently not used. A similar value in Russian-language documents is designated δ5.
It is easy to check that for round samples this distance between the original marks is calculated as 5·d.
Extension A50mm
The percentage elongation after specimen rupture, relative to the original length between the 50 mm marks and the constant original width of the test specimen (typically 12.5 mm). In the USA, a distance between marks of 2 inches is used, that is, 50.8 mm.
Shear strength
The maximum specific stress, that is, the maximum load divided by the original cross-sectional area that a material can withstand when tested in shear. Shear strength is typically 60% of tensile strength.
Shear strength is an important quality characteristic of rivets, including aluminum ones.
Poisson's ratio
The relationship between longitudinal elongation and transverse shortening of a section in a uniaxial test. For aluminum and all aluminum alloys in all states, Poisson's ratio is typically 0.33 [2].
Hardness
The resistance of a metal to plastic deformation, usually measured by making an impression.
Brinell Hardness (HB)
Penetration resistance of a spherical indenter under standardized conditions.
For aluminum and aluminum alloys, the hardness of NV is approximately equal to 0.3 Rm, where Rm is the tensile strength expressed in MPa [2].
If a tungsten carbide indenter is used, the designation HBW is used.
Vickers Hardness (HV)
Penetration resistance of a square pyramid diamond indenter under standardized conditions. Hardness HV is approximately equal to 1.10·HB [2].
Fatigue
The tendency of a metal to fail under prolonged cyclic stress that is well below its tensile strength.
Fatigue strength
The maximum stress amplitude that a product can withstand for a given number of loading cycles. Typically expressed as the stress amplitude that gives a 50% probability of failure after a given number of loading cycles [2].
Fatigue endurance
The limiting stress below which a material will withstand a specified number of stress cycles [2].
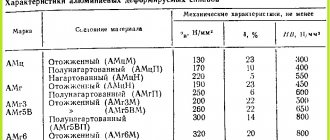
Mechanical properties of aluminum and aluminum alloys
The tables below [3] present typical mechanical properties of aluminum and aluminum alloys:
- tensile strength
- tensile yield strength
- tensile elongation
- fatigue endurance
- hardness
- elastic modulus
Mechanical properties are presented separately:
- for aluminum alloys hardened by work hardening.
- for aluminum alloys, hardened by heat treatment.
These mechanical properties are typical. This means that they are only suitable for comparative purposes and not for engineering calculations. In most cases, they are average values for various product sizes, shapes and manufacturing methods.
Source:
- Materials of the German Aluminum Association
- Global Advisory Group GAG – Guidance “Terms and Definitions” – 2011-01
- Aluminum and Aluminum Alloys. - ASM International, 1993.
aluminum-guide.ru
Minerals, deposits...and native aluminum?
Aluminum reserves in nature are enormous. Among metals, it holds first place in prevalence. But the “sociability” and activity of the element have led to the fact that the metal is practically absent in its pure form.
Aluminum production in millions of tons
There are many minerals containing aluminum:
- bauxite;
- aluminas;
- feldspars;
- nephelines;
- corundum.
So extracting aluminum raw materials is not difficult.
If all reserves on Earth are depleted (which is doubtful), then aluminum can be extracted from seawater. There its content is 0.01 mg/l.
Anyone who wants to see native aluminum will have to descend into the craters of volcanoes.
The origin of such a metal is from the very depths of our planet.
Mechanical properties of aluminum alloys Amg, Amts
The mechanical properties of AMts aluminum alloy depend on the hot rolling temperature.
Increasing the rolling temperature reduces the tensile strength and increases the tensile strength. This relationship is true for semi-finished products in any state: hot-rolled, cold-rolled and annealed. Mechanical properties of AMts sheets in the hot-rolled and annealed state after cold rolling, reduction 80%
| State | Hot rolling temperature, °C | |||
| 480 — 500 | 350 — 380 | |||
| σв, MPa | δ, % | σв, MPa | δ, % | |
| Hot rolled | 157 | 19,3 | 204 | 12,7 |
| Annealed at T, °C: | ||||
| 350 | 110 | 21,0 | 200 | 9,0 |
| 400 | 110 | 22,0 | 160 | 12,0 |
| 500 | 110 | 23,0 | 130 | 19,0 |
Guaranteed mechanical characteristics of semi-finished products from AMts alloy
| Semi-finished products | State | σв, MPa | δ, % | τav, MPa |
| no less | ||||
| Sheets thickness, mm: | M | |||
| 0,3–3,0 | 100–150 | 22 | – | |
| 3,0–6,0 | 100–150 | 20 | – | |
| 0,3–6.5 | H2 (P) | 150–220 | 6 | – |
| 0,3–0,5 | N | 190 | 1 | – |
| 0,5–0,8 | 190 | 2 | – | |
| 0,8–1,2 | 190 | 3 | 30 | |
| 1,2–1,6 | 190 | 4 | 40 | |
| Pipes of all sizes | M | 130 | – | – |
| N | 140 | – | – | |
| Profiles of all sizes | M | 170 | 16 | 160 |
| Rods | GP | 170 | 16 | – |
| Wire for rivets | Without maintenance | – | – | 70 |
| Plates 11–25mm thick | GK | 120 | 15 | – |
Aluminum alloys with magnesium (manganalia) are not strengthened by heat treatment. In industry, a large group of alloys of the Al-Mg system is used: AMg1, AMg2, AMg3, AMg4, AMg5, AM6, AMg61, etc. Semi-finished products from these alloys have high ductility and low strength compared to thermally hardenable alloys such as D16 or V95. Manganalia can be welded well with all types of welding. They are resistant to corrosion in the marine atmosphere.
The strength of aluminum alloys with magnesium Al-Mg is increased by cold-working of semi-finished products: temporary tensile strength and yield strength increase, while ductility decreases. The degree of cold hardening of 35% does not reduce the high corrosion resistance of AMG alloys and does not affect weldability. Due to heating during welding, the heat-affected zone of AMG alloys has the characteristics of an annealed material. An increase in the magnesium content in alloys to 6% leads to a sharp increase in strength characteristics, especially the yield strength. After Mg concentrations above 5.5% (AMg6), the increase in the yield strength slows down significantly. Ductility decreases to 4% magnesium and then slowly increases.
Manganalia retain high corrosive properties under any heating conditions if the magnesium content does not exceed 4.5%. In alloys with 5-7% Mg, the β-phase Al3Mg2 is released along the grain boundaries during quenching and aging, which creates local foci of corrosion. Continuous precipitation of the β-phase is prevented by annealing at 310-325°C, at which the β-phase disintegrates evenly throughout the grain. This structure is etched evenly in the electrolyte.
Alloys AMg4, AMg5, AM6, AMg61 are the most durable alloys of the aluminum-magnesium system.
They have high technological plasticity, but quickly work harden during cold deformation, as well as high values of σв and σ0.2. Guaranteed (at least) mechanical properties of rolled semi-finished products from alloys of the Al-Mg system
| Alloy | State | Semi | Thickness, mm | σв | σ0.2 | δ, % | |
| MPa | |||||||
| AMg2 | M | Sheets | 0,5–1,0 | 165 | – | 16 | |
| 1,0–10,5 | 165 | – | 18 | ||||
| H2 | 0,5–1,0 | 235–314 | 145 | 5 | |||
| 1,0–5,0 | 235–314 | 145 | 6 | ||||
| 5,0–10,0 | 225 | 135 | 6 | ||||
| N | 0,5–1,0 | 265 | 215 | 3 | |||
| 1,0–10,5 | 265 | 215 | 4 | ||||
| GK, without maintenance | 5,0–10,5 | 175 | – | 7 | |||
| Plates | 11,0–25,0 | 175 | – | 7 | |||
| 25,0–80,0 | 155 | – | 6 | ||||
| AMg3 | M | Sheets | 0,5–0,6 | 195 | 90 | 15 | |
| 0,6–5,5 | 135 | 100 | 15 | ||||
| 4,5–10,5 | 185 | 80 | 15 | ||||
| H2 | 0,5–1,0 | 245 | 195 | 7 | |||
| 1,0–5,0 | 245 | 195 | 7 | ||||
| 5,5–10,5 | 235 | 175 | 6 | ||||
| Without maintenance | 5,0–6,0 | 185 | 80 | 12 | |||
| 6,0–10,5 | 185 | 80 | 15 | ||||
| Without maintenance | Plates | 11,0–25,0 | 185 | 70 | 12 | ||
| 25,0–80,0 | 165 | 60 | 11 | ||||
| AMg5 | M | Sheets | 0,5–0,6 | 275 | 135 | 15 | |
| 0,6–4,5 | 275 | 145 | 15 | ||||
| 4,5–10,5 | 275 | 130 | 15 | ||||
| Without maintenance | 5,0–6,0 | 275 | 130 | 12 | |||
| 6,0–10,5 | 275 | 130 | 15 | ||||
| Plates | 11,0–25,0 | 265 | 115 | 13 | |||
| 25,0–80,0 | 255 | 105 | 12 | ||||
| AMg6 | M | Sheets | 0,5–0,6 | 305 | 145 | 15 | |
| 0,6–10,5 | 315 | 155 | 15 | ||||
| Without maintenance | 5,0–10,5 | 315 | 155 | 15 | |||
| Plates | 11,0–25,0 | 305 | 145 | 11 | |||
| 25,0–50,0 | 295 | 135 | 6 | ||||
| 50,0–80,0 | 275 | 125 | 4 | ||||
| 01570 | M | Sheets | 0,8–2,3 | 400 | 270 | 13 | |
| 2,5–4,5 | 360 | 240 | 13 | ||||
| H2 | 0,8–2,3 | 410 | 320 | 6 | |||
| N | 0,8–2,3 | 460 | 410 | 4 | |||
Guaranteed mechanical characteristics of extruded rods, pipes and profiles from Al-Mg system alloys in a state without heat treatment
| Alloy | Semi-finished products | σв, MPa | σ0.2, MPa | δ, % |
| no less | ||||
| AMg2 | Rods | 175 | – | 13 |
| Pipes | 155 | 60 | 10 | |
| AMg3 | Profiles | 175 | 75 | 12 |
| Rods | 175 | 75 | 13 | |
| Pipes | 180 | 70 | 15 | |
| AMg5 | Profiles | 255 | 115 | 15 |
| Rods | 265 | 118 | 15 | |
| Pipes | 255 | 110 | 15 | |
| AMg6 | Profiles, rods | 315 | 155 | 15 |
| Panels | 315 | 155 | 15 | |
| Pipes | 315 | 145 | 15 | |
| AMg61(1561) | Profiles | 330 | 205 | 11 |
| Rods | 330 | 155–205 | 11 | |
| Panels | 330 | 185 | 11 | |
| 01570 | Rods | 402 | 245 | 14 |
| Profiles | 392 | 255 | 14 | |
Guaranteed mechanical characteristics of forgings and stampings from Al-Mg system alloys in the annealed state depending on the direction of the fiber (D, P, V)
| Alloy | Thickness, mm | σв, MPa | σ0.2, MPa | δ, % | NV | |||||
| D | P | IN | D | P | D | P | IN | |||
| Note. Fiber direction: D - lobar; P - transverse; B - high-rise (in thickness). Indicators of stampability of sheets 2 mm thick during various shaping operations | ||||||||||
| Forgings | ||||||||||
| AMg2 | Up to 75 | 165 | 145 | 135 | – | – | 15 | 13 | 11 | 44,0 |
| AMg3 | Up to 75 | 185 | 165 | 155 | 70 | – | 15 | 12 | 10 | 44,0 |
| AMg6 | Up to 75 | 316 | 305 | 305 | 135 | 130 | 15 | 14 | 14 | 63,5 |
| 76–100 | 295 | 295 | 295 | 130 | 130 | 14 | 14 | 14 | 63,5 | |
| 100–300 | 285 | 285 | 285 | 120 | 120 | 11 | 11 | 11 | 63,5 | |
| Stampings | ||||||||||
| AMg2 | Up to 75 | 165 | 145 | 135 | – | – | 15 | 12 | 10 | 44,0 |
| AMg3 | Up to 75 | 185 | 165 | 155 | 70 | – | 15 | 12 | 10 | 44,0 |
| AMg5 | Up to 75 | 275 | – | – | 145 | – | 15 | – | – | 63,5 |
| AMg6 | Up to 75 | 315 | 305 | 305 | 155 | 130 | 15 | 14 | 14 | 63,5 |
| 76–100 | 295 | 295 | 295 | 130 | 130 | 14 | 14 | 14 | 63,5 | |
| 100–300 | 285 | 285 | 285 | 120 | 120 | 11 | 11 | 11 | 63,5 | |
Coefficients for drawing, stamping and bending radius
| Alloy and condition | Hood | Beading | Extrusion | Radius when bending at 90° | ||||
| K pr | K slave | K pr | K slave | To pl | K sf | R min, mm | R slave, mm | |
| Note. K pr and K slave - maximum and working coefficients of exhaustion; Kpl and Ksf are the coefficients of flat and spherical extrusion; R min and R slave are the minimum and working bending radii, respectively. | ||||||||
| AMg1M | 2,02 — 2,05 | — | 1,65 — 1,70 | — | 0,29 — 0,30 | 0,4 — 0,39 | (0,7 — 0,9) ∙ s | — |
| AMg2M | 2,0 — 2,6 | 1,8 — 1,85 | 1,52 — 1,56 | 1,32 — 1,40 | 0,23 — 0,26 | 0,36 — 0,42 | (0,6 — 1,0) ∙s | (1,0 — 1,5) ∙s |
| AMg3M | 1,92 | 1,86 | 1,86 | 1,63 | 0,22 — 0,25 | 0,36 — 0,32 | 1s | 2 ∙s |
| AMg4M | 1,85 — 1,90 | 1,65 — 1,70 | 1,5 — 1,65 | 1,35 — 1,45 | 0,17 — 0,19 | — | (1,0 — 1,55) ∙ s | (1,5 — 2,5) ∙ s |
| AMg5M | 1,7 — 1,87 | 1,85 — 2,02 | 1,3 — 1,5 | 1,42 — 1,62 | 0,24 — 0,29 | 0,37 — 0,46 | (0,6 — 1,0) ∙s | (2,0 — 2,5) ∙s |
| AMg6M | 2,0 — 2,06 | 1,8 — 1,85 | 1,52 — 1,56 | 1,32 — 1,40 | 0,22 — 0,25 | 0,35 — 0,40 | (0,6 — 1,0) ∙s | 2 ∙s |
| AMg6N | 1,4 | — | 1,16 | — | — | — | 5 ∙s | |
Bending radius: The radius of the cylindrical surface of the mandrel that comes into contact with the inner surface of the product when bending.
In the case of free or semi-free bends up to 180°, when a wedge or block is used, the bend radius corresponds to half the thickness of the wedge or block. (Source: “Metals and alloys. Directory.” Edited by Yu.P. Solntsev; NPO “Professional”, NPO “Peace and Family”; St. Petersburg, 2003) www.metmk.com.ua
Question 7. Aluminum alloys, and their composition, properties and operating features
For building structures, aluminum alloys containing alloying components and impurities of 5-7% are used (technical aluminum with impurities up to 1% is used very rarely due to its low strength and only for decorative and enclosing elements). Aluminum alloys are divided into deformable
(processed
by pressure
: pressing, drawing, rolling, stamping, etc.), used in building structures, and in
foundries
, used mainly in mechanical engineering.
Aluminum alloys are alloyed
manganese, magnesium, silicon, zinc, copper, chromium, titanium, or several of these components at the same time, depending on which the alloy system receives a name and brand with a symbol.
Aluminum alloys are supplied in various thermal
processing and hardening (hardening, drawing).
Technical aluminum
has very high corrosion resistance, but is low-strength and ductile.
Aluminum-manganese and aluminum-magnesium
the alloys have high corrosion resistance, relatively high strength and are easy to weld.
Multicomponent alloys
have medium and high corrosion resistance, medium and high strength indicators and can be used in welded and riveted load-bearing and enclosing structures.
To improve corrosion resistance, aluminum alloys can be clad
(coated with a thin film of pure aluminum during the manufacture of the semi-finished product).
The structure of aluminum alloys consists of aluminum crystals strengthened by alloying elements (alloying elements enter into solid solution with aluminum and strengthen it).
In Fig. Figure 1 shows diagrams of the tensile performance of some aluminum alloys (for comparison, a curve for steel 3 is also given).
Picture 1
1-technical aluminum AD1M;
2- alloy 1915T; 3- steel 3 The mechanical properties
of aluminum alloys depend not only on the chemical composition, but also on the conditions of their processing. Aluminum alloys have a tensile elasticity modulus E = 0.7∙104 kN/cm2, and a shear elasticity modulus G = 0.27∙104 kN/cm2, which is almost 3 times less than that of steel; therefore, at equal stresses, the deflections of aluminum structures are 3 times greater. Poisson's ratio =0.3. There is no yield plateau on the stress-strain diagram of aluminum alloys. The yield strength is conventionally taken to be the stress at which the relative residual deformation reaches =0.2%. At temperatures above 100 °C there is a slight decrease in strength characteristics, and starting from about 200 °C creep appears. The coefficient of thermal expansion of aluminum = 0.000023, which is 2 times greater than that of steel. At lower temperatures, all mechanical properties of aluminum alloys improve. The impact strength of alloys at normal temperatures is lower than that of steel (about 3.0 kg∙m/cm2), and almost does not decrease at subzero temperatures.
The change in the mechanical properties of aluminum alloys during aging occurs more intensely than that of steel, and the increase in yield strength and strength is much higher. The increase in the strength of aluminum alloys during aging is taken into account when assigning their design resistances. Calculation formulas for aluminum structures under various force influences have the same form as for steel structures. The values of various coefficients are taken depending on the grades of alloys according to the design standards for aluminum structures SNiP II-24-74.
The advantages of aluminum alloys
include: relatively high strength with low density of the material itself; high manufacturability when processed by pressing, rolling or forging, allowing the production of products of complex shapes; high resistance to corrosion, high mechanical characteristics at low temperatures; no sparking during impacts.
Disadvantages of aluminum alloys:
relatively small elastic modulus; high coefficient of thermal expansion; relative complexity of making connections; scarcity and still high cost; low fire resistance.
Aluminum alloy profiles for aluminum structures are produced by rolling, pressing or bending
. Only flat profiles are rolled: sheets, strips, tapes. Pressed profiles can be of very different shapes; their cross-section must fit into a circle with a matrix diameter of 320 mm (there are separate presses with a matrix diameter of 530 mm). These profiles are made on special presses. A cylindrical billet of aluminum alloy heated to approximately 400°C is pressed through a steel matrix with a hole in the shape of the profile section. The matrix is held by a holder. Both solid and hollow (tubular) profiles can be pressed.
Bent profiles are made by bending thin sheets or strips on roller bending machines or press brakes.
QUESTION 8.
Basics of calculation of metal structures.
Design diagram, supporting fastening of elements. Limit states. Groups of limit states. Calculation of structures based on permissible stresses and comparison with calculations based on limit states Basics of calculation of metal structures
The purpose and purpose of structural calculations is
checking the strength, stability and rigidity of the pre-planned structural design of the structure, which makes it possible to clarify the dimensions and ensure the reliability of the structure at the lowest possible cost of metal. Calculation of structures and their structural elements is carried out on the basis of methods of strength of materials and structural mechanics. The main goal of these methods is to determine the internal forces that arise in structures under the influence of applied loads.
The calculation begins with drawing up a design diagram of the structure, temporarily distracting from the actual cross-sectional shape of the elements. The supporting fastenings of the elements are endowed with some theoretical properties (hinged supports, supports with elastic and rigid pinches, etc.). Having determined the forces in the elements according to the accepted design scheme, they select sections, check the load-bearing capacity and design the fastenings in such a way as to satisfy the assigned tasks. Sometimes more accurate methods for determining stresses are necessary, taking into account the development of plastic deformations. However, the mathematical complexity of these methods forces us to often use a number of coefficients in the formulas, the values of which are given in the tables. According to SNiP II-23-81*, building structures are designed to withstand other force impacts based on limit states.
Beyond the limit state
a state of the structure is accepted in which it ceases to satisfy the operational requirements imposed on it, i.e. either loses its ability to resist external influences, or suffers unacceptable deformation or local damage.
studfiles.net
Rules for marking aluminum alloys
It is quite difficult to determine the grade of material, so aluminum alloys are marked in such a way that it is clear that this is what they are. A number is assigned to each train. It has an alphanumeric designation.
There are several features inherent in marking:
- At the beginning of the number there are several letters indicating the composition of the material.
- Then comes the digital ordinal code.
- The ending is a number indicating the peculiarities of the treatment (for example, thermal).
To better understand the marking process, consider the example of the D17P alloy. According to the rule, the first letter tells us about the composition of the alloy. D – duralumin. The chemical composition of all duralumin is the same; the differences lie in the concentration of its main elements. The number 17 following the letter D indicates the serial number of a material that has certain qualities. The last letter, in this case P, indicates a semi-hardened alloy. That is, the method of processing the material is pressure without preheating it. Consequently, the strength of the material obtained during such processing will be two times lower than the maximum.
Chemical composition and typical mechanical properties of heat-resistant aluminum alloys
| Brand | Chemical composition, % | Mechanical properties | |||||||
| Al | Cu | Mg | Mn | Si | other elements | in , MPa | 0.2 , M p a | , % | |
| AK4-1 | the basis | 1,9-2,5 | 1,4-1,8 | — | 0,35 | 0.8-1.4 Fe 0.8-1.4 Ni 0.02-0.1Ti | 430 | 280 | 13 |
| D 20 | the basis | 6-7 | — | 0,4-0,8 | — | 0.1-0.2Ti | 400 | 250 | 12 |
The strengthening phases of heat-resistant alloys are CuAl2, Al2CuMg, Al9FeNi and Al6CuNi. After quenching and aging with partial decomposition of the solid solution, these phases are released in the form of dispersed particles, which significantly increase the heat resistance of the alloys. Table 4 presents the chemical composition and mechanical properties after heat treatment of the most commonly used alloys.
The high heat resistance of the D20 alloy is achieved due to the high content of copper and manganese with titanium
Alloys for forging and stamping. These aluminum alloys have high ductility and satisfactory casting properties. The main alloying elements are copper, magnesium, manganese and silicon. Forging and stamping of alloys is carried out at a temperature of 450°C. To increase strength, heat treatment is carried out, consisting of hardening and artificial aging. Strengthening phases during aging are Mg2Si, CuAl2, AlxMg5CuSi4. Table 5 presents the chemical composition and main mechanical properties of the alloys.
Table 5
Chemical composition and mechanical properties of aluminum alloys for forging and stamping
| Brand | Element content, % | Mechanical properties | |||||
| Cu | Mg | Mn | Si | in , MPa | 0,2, MPa | , % | |
| AK 6 | 1,8-2,6 | 0,4-0,8 | 0,4-0,8 | 0,7-1,2 | 420 | 300 | 12 |
| AK 8 | 3,9-4,8 | 0,4-0,8 | 0,4-1,0 | 0,6-1,2 | 480 | 380 | 10 |
These alloys are easy to cut and can be welded satisfactorily by resistance and argon arc welding. Casting properties are improved by adding silicon. However, these alloys are prone to intergranular and stress corrosion. They are used for the manufacture of sub-engine frames, fasteners, helicopter rotor blades, etc.
Cast aluminum alloys
Casting alloys must have high fluidity, relatively low shrinkage, low tendency to form hot cracks and pores, good mechanical properties and corrosion resistance.
Alloys that have eutectic in their structure have the best casting properties. The formation of eutectic depends on the concentration of alloying elements, i.e. their content must be greater than the maximum solubility in aluminum.
Aluminum-silicon, aluminum-copper, aluminum-magnesium alloys are used as casting alloys.
These alloys are marked with the letters AL followed by a number. The letter “A” means that it is an aluminum alloy, the letter “L” is a cast alloy, and the number corresponds to the serial number from GOST, for example, AL2, AL4, etc.
Silumins
. Al-Si alloys, called silumins, are widely used. Their composition is close to a eutectic alloy (Appendix 3), so they have high casting properties. The chemical composition and properties of some silumins are presented in Table 6.
The most widely used alloy is AL2, which contains eutectic (), -phase – silicon crystals in its structure. When the eutectic solidifies, silicon is released in the form of large needle-shaped crystals, which seem to cut into the plastic α-solid solution. An alloy with such a structure has poor mechanical properties.
Table 6
studfiles.net
Melting process at home
The relatively low melting point of aluminum allows this operation to be carried out at home. It should be noted right away that using a powdered mixture as a raw material in a home workshop is too dangerous. Therefore, either ingots or cut wire are used as raw materials. If there are no special quality requirements for the future product, then anything made from this metal can be used for melting.
Melting aluminum in a homemade forge
In this case, it is not particularly important whether the raw materials are coated with paint or not. When aluminum melts, all foreign substances will simply burn out and be removed along with the slag.
To obtain a high-quality melting result, it is necessary to use materials called fluxes. They are designed to solve the problem of binding and removing foreign impurities and contaminants from the melt.
Typical mechanical properties of wrought aluminum alloys.
Typical mechanical properties of wrought aluminum alloys.
(044)490-04-88
Table from “Industrial wrought, sintered and cast aluminum alloys. Help Guide." resp. ed. F. I. Kvasov, I. N. Frilyander.
| Alloy and its condition | Type of semi-finished product | E | σ0.2 | σв | δ | ψ | τcp | HB | σ-1 |
| (kgf/mm2) | % | (kgf/mm2) | |||||||
| ¹ alternating bending based on 5×108 cycles, the rest - based on 2×107 cycles | |||||||||
| Aluminum alloys of low and medium strength | |||||||||
| ADM | Pressed and rolled | 7100 | 3 | 8 | 35 | 80 | 5,5 | 25 | 3,5¹ |
| AD1N | Same | 7100 | 15 | 10 | 6 | 60 | 7,0 | 32 | 5,5¹ |
| AMtsM | Rolled | 7100 | 5 | 13 | 23 | 70 | 8,0 | 30 | 5¹ |
| AMtsP | » | 7100 | 13 | 18 | 10 | 55 | 10 | 40 | 6,5¹ |
| AMtsN | » | 7100 | 18 | 22 | 5 | 50 | 11 | 55 | 7¹ |
| AMg1M | Pressed and rolled | 6900 | 5,0 | 12 | 28 | – | 10 | 30 | 7¹ |
| AMg1N | Rolled | 7000 | 19 | 21 | 5 | – | 12 | 55 | 9,5¹ |
| AMg2M | » | 7000 | 9 | 19 | 23 | 30 | 12,5 | 45 | 11¹ |
| AMg2H2 | » | 7000 | 21 | 25 | 8 | – | 14 | 68 | 12,5¹ |
| AMg2N | » | 7100 | 23 | 28 | 5 | – | 16,5 | 77 | 14¹ |
| AMg3M | » | 7000 | 12 | 23,5 | 22 | – | 15,5 | 58 | 11,5 |
| AMg3H2 | » | 7000 | ≥23 | 27 | 8 | – | 16 | 75 | 13¹ |
| AMg4M | » | 6900 | 14 | 27 | 23 | – | 16 | – | 13,5 |
| AMg4N2 | » | 6900 | 24 | 32 | 12 | – | 19 | – | – |
| AMg5M | » | 6900 | 18 | 30 | 20 | – | 18 | 65 | 14 |
| AMg5N | » | 7000 | 32 | 42 | 10 | – | 22 | 100 | 15,5¹ |
| AMg6M | » | 7000 | 17 | 34 | 20 | 25 | 21 | – | 13 |
| AMg6N | » | 7000 | 28 | 38 | 6 | – | – | – | – |
| AD31T | Pressed | 7100 | 8 | 17 | 20 | – | – | – | 7,0¹ |
| AD31T1 | » | 7100 | 20 | 24 | 10 | – | 16 | 80 | 9 |
| AD33T | » | 7100 | 14 | 24 | 20 | – | 16,5 | 65 | 10,5 |
| AD33T1 | » | 7100 | 27 | 31 | 12 | 25 | 19 | 95 | 11 |
| AD35T | » | 7100 | 18 | 27 | 15 | – | 15,5 | 60 | – |
| AD35T1 | » | 7100 | 28 | 33 | 8 | 35 | 18 | 95 | 11 |
| AVT1 | » | 7100 | 29 | 35 | 12 | 20 | 21 | 95 | 11,5 |
| Medium strength aluminum alloys | |||||||||
| Alloy and its condition | Type of semi-finished product | E | σ0.2 | σв | δ | ψ | τcp | HB | σ-1 |
| (kgf/mm2) | % | (kgf/mm2) | |||||||
| D1T | Stampings | 7100 | 25 | 41 | 15 | 30 | 27 | 110 | 12,5¹ |
| D16T | Rolled | 6900 | 29 | 44 | 19 | – | 28 | 120 | 12,5 |
| D16T1 | » | 6900 | 40 | 45 | 7 | – | 27 | – | 12,5 |
| D16T1N | » | 6900 | 46 | 50 | 5,5 | – | 28,5 | – | 12,5 |
| D16T | Pressed | 7200 | 38 | 52 | 12 | 15 | 30 | 130 | 14¹ |
| D19T | Rolled | 6900 | 30 | 44 | 20 | – | – | – | |
| D19TN | » | 6900 | 36 | 48 | 13 | – | – | – | |
| D19T | Pressed | 7200 | 34 | 46 | 12 | – | 29 | 120 | |
| M40T | Rolled | 7000 | 25 | 39 | 18 | – | – | – | |
| » | Pressed | 7100 | 31 | 41 | 12 | 17 | – | – | |
| VAD1T | Rolled | 6900 | 28 | 44 | 18 | – | – | – | 12 |
| » | Pressed | 7200 | 36 | 50 | 13 | – | – | – | 14 |
| D20T1 | Rolled | 6900 | 30 | 42 | 11 | 26 | 10,5¹ | ||
| D29T1N | » | 6900 | 36 | 45 | 10 | 29 | 10,5¹ | ||
| D20T1 | Pressed | 6900 | 28 | 42 | 10 | 35 | 27 | 100 | 13 |
| D21T1 | Forgings and stampings | 7000 | 35 | 43 | 9 | 18 | |||
| 1201 | Rolled | 30 | 42 | 12 | |||||
| 1205 | Rolled | 40 | 50 | 9 | |||||
| VD17T1 | Stampings: | 7200 | 34 | 52 | 17 | 20 | 115 | 16 | |
| longitudinal direction | |||||||||
| transverse direction | 7200 | 30 | 44 | 17 | 20 | ||||
| V92T1 | Rolled | 6900 | 30 | 40 | 10 | ||||
| Pressed | 7000 | 34 | 45 | 10 | 11 | 15 | |||
| 1915T1 | Rolled | 6800 | 28 | 36 | 11 | ||||
| Pressed | 7000 | 32 | 38 | 10 | |||||
| 1420T1 | Rolled | 7500 | 27 | 44 | 9 | ||||
| Pressed | 7600 | 31 | 46 | 9 | 12 | ||||
| 1911T1 | Rolled | 6800 | 35 | 42 | 12 | ||||
| Pressed | 7000 | 42 | 50 | 15 | |||||
© "M-Komplekt" 2007 - 2017
www.metmk.com.ua
Mechanical properties of aluminum alloys
Collapsing strength of aluminum alloys
Aluminum's collapse strength is also difficult to determine, test, and relate to conventional strength properties as it is for other metals. Collapse is often an important criterion for structures using rivet and bolt connections and therefore “collapse strength” is a widely recognized characteristic. Bearing strength is very loosely defined as the pressure (per unit effective bearing area) applied by a pin in a circular hole. This hole is preliminarily expanded to 2% of the original diameter (Figure 1). This strength for most aluminum alloys is 1.8 times the tensile strength (tensile strength) (Figure 2).
Picture 1
Figure 2
Shear strength of aluminum alloys
The loading diagram for the shear test is shown in Figure 3. For wrought aluminum alloys, the ratio of shear strength to tensile strength varies depending on the chemical composition and manufacturing method from 0.5 to 0.75 (see Figure 2). In the absence of data on shear strength, it is usually taken as 0.55 of the tensile strength.
Figure 3
Rivets made from aluminum grades and Al-Mn alloys (3xxx series) are produced by cold deformation methods to achieve shear strength of up to 200 MPa. Rivets from thermally hardenable alloys are manufactured in an annealed state, then immediately subjected to hardening and natural aging to achieve a shear strength of up to 260 MPa.
The resistance of a material to local plastic deformation that occurs when a harder body, an indenter, is introduced into it is an approximate indicator of the condition of the alloy and is therefore widely used in product control. For aluminum alloys, the Brinell (steel ball), Vickers (diamond pyramid) and Shore (falling diamond cone) methods are used. Brinell hardness ranges from 20 for pure aluminum to 175 for heat-strengthened 7075 alloy (see Figure 2). According to hardness readings, as a rule, their tensile strength is not calculated, as is usually done for steels, since for aluminum alloys the ratio of these two characteristics is far from constant.
Fatigue
The tendency of a metal to fail under prolonged cyclic stress that is well below its tensile strength.
Figure 7 – Difference in fatigue behavior of low-carbon steel and aluminum alloys [3]
Fatigue strength
The maximum stress amplitude that a product can withstand for a given number of loading cycles. Typically expressed as the stress amplitude that gives a 50% probability of failure after a given number of loading cycles [2].
Fatigue endurance
The limiting stress below which a material will withstand a specified number of stress cycles [2].