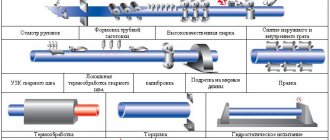
Cleaning of welds after GOST welding
Today, welding is one of the most popular technologies for connecting metal structures, since uniformity of the material in the bonding areas can only be achieved by welding.
The resulting welds ensure reliable connection of individual elements of metal structures and do not allow moisture to pass through. The procedure for cleaning welds after welding plays an important role in this regard.
Cleaning of welded joints is a mandatory step after welding work, which is regulated by GOST 9.402-80. To carry out this type of work, different technologies can be used that have different effects on the metal surfaces being processed, for example, mechanical grinding, chemical etching, neutralization.
Weld seam cleaning technologies
There are three main methods for cleaning joints after welding:
- Thermal treatment . The method allows you to remove residual stresses from the material that are formed during the welding process. Heat treatment is of two types: local (heating/cooling is carried out exclusively on the weld itself) and general (heat treatment of the entire metal structure).
- Mechanical processing . Residual slag is removed from the surface of the material, and the cleaned seam is checked for strength. For example, the welding joint is cleaned of slag formation and tapped with a hammer.
- Chemical cleaning . A special anti-corrosion material is applied to the area where metal structural elements are connected. For example, welding seams are treated with a primer paint and varnish composition.
Important to remember! Residues of slag on the joint surface will contribute to the development of metal corrosion.
Tool selection
Cleaning of weld seams after welding must be approached individually, and the correct equipment and consumables must be selected.
For example, the following tools can be used:
- ordinary brush for metal;
- special grinding machine;
- angle grinder with abrasive wheels.
Example:
- In the shipbuilding industry, mobile-type grinding machines are effectively used, since it is much easier to approach a metal structure of a sufficiently large size than to constantly move the tool from one area to another.
Machining Technology
The manual method of mechanically cleaning a weld seam is the simplest. To do this, you just need to have a regular metal brush.
But it is easier and more efficient to clean surfaces using a special grinding machine equipped with an abrasive wheel (special grinding attachment).
Mechanical cleaning of the weld after welding allows you to eliminate the following defects from metal surfaces: burrs, oxides, scale, traces of tarnish. This technique is especially popular among welders due to its low cost.
But in order for the job to be done efficiently, it is important to choose the right grinding attachment.
Aluminum zirconate is the best material for cleaning welding joints of stainless steel products, since it surpasses aluminum oxide in its strength characteristics and does not expose the metal to corrosive effects.
The most effective and efficient way to clean welded joints is to use simultaneous mechanical and chemical treatment (passivation, etching).
Etching stripping
Cleaning of weld seams by etching is usually carried out before mechanical grinding of the surface. For this purpose, a special composition is used, with the help of which a homogeneous layer is formed on the treated metal surface.
The etching technology can be used both for straightening the joint of a welded joint and for processing the entire area of a metal workpiece.
This method helps to get rid of tarnish on the metal surface formed during welding.
Conclusion
For high-quality production of metal products using welding, surface treatment is an integral process regulated by technical conditions and GOSTs.
Sergey Odintsov
How to clean welds after welding
(Last Updated On: 10/03/2017)
Cleaning up the weld after welding
Welding is one of the most common technologies for fastening metal parts today, because it is by welding surfaces that it is possible to obtain a homogeneous connection that does not allow moisture to pass through and ensures strong bonding of elements.
However, the weld itself is a weak point of the structure, which must be protected from premature damage and destruction. Therefore, a mandatory stage of any welding work is cleaning the weld seams after welding - the need to carry out such work is a norm enshrined in GOST 9.
402-80 “Unified system of protection against corrosion and aging. Paint and varnish coatings. Preparation of metal surfaces before painting."
To perform such work, various tools can be used that have different effects on the surface being treated - this is ordinary mechanical grinding, chemical etching, and neutralization. Each of these technologies has its own characteristics and indications for use.
Mechanical cleaning of the weld
The simplest option for mechanical cleaning is manual cleaning with a wire brush. However, such processing is much simpler and more effective when performed with a portable grinding machine or an ordinary grinder equipped with a flap sanding attachment or an abrasive wheel. Using this method you can get rid of many weld defects:
- scale;
- oxides and burrs;
- traces of discoloration.
This technology is loved by many welding professionals also because it is perhaps the most profitable in terms of price-quality ratio.
However, it is very important to choose the right grinding wheel, otherwise you cannot count on excellent results.
The best material for treating welds on stainless steels is aluminum zirconate because it is non-corrosive to the metal and is significantly stronger than aluminum oxide, also used to make flap abrasives.
It is also important that the petals have a fabric backing, because it is more reliable and durable than a paper backing, which is necessary for such an aggressive type of work as grinding welds.
It should be noted that nozzles with a fabric base, and even coated with aluminum zirconate, are much more expensive than conventional paper nozzles coated with aluminum oxide, but the price is worth it - the work will be easier and more efficient.
In addition, the use of such attachments minimizes the possibility of the formation of a corrosion center at the grinding site, which is very important for the high-quality performance of important work.
Depending on the scale and subtlety of the work being performed, you should use attachments with different abrasive grain sizes - the product line of the main manufacturers offers a variety of grain sizes, so you need to have several sizes in your arsenal. Moreover, to perform high-quality work, sequential processing with different attachments will be required to reduce the grain size.
In this case, the size must be changed sequentially; no more than one size can be skipped. And if you need to achieve mirror-like evenness and shine of the weld, then it is forbidden to skip even 1 size. Otherwise, untreated risks may appear, and all work will have to start from the very beginning.
Grinding welds in hard-to-reach places - cavities, holes, on thin edges - is difficult and at the same time responsible; special tools are used here - burrs, which are mounted in a straight grinder. Burrs come in many different shapes and sizes, so choosing the right tool for the job is easy.
Chemical treatment of welds
As practice shows, the best results when processing welds can be achieved by combining mechanical processing with chemical action on the seam. Such an effect can be different - this is etching and passivation.
Etching is a weld processing stage that precedes mechanical grinding.
Etching is carried out using special compounds that create a uniform anti-corrosion coating on the surface of the part. Also, with the help of etching, areas with tarnish are removed - oxidized chromium and nickel accumulate in such places, so these areas are more quickly affected by corrosion.
Pickling welds (video):
For small areas of welds, etching is best done by simply applying an etching compound to the seam; in some cases, the part is completely immersed in a container with an etching solution. The required time of its exposure to the metal is determined individually in each case.
After etching, passivation is performed to give the weld additional strength.
Passivation is the treatment of a metal surface with a special composition, which forms a protective film on the treated part that is passive to the formation of corrosion - hence the name of the technology.
The chemical essence of this process is as follows: mild oxidants, when interacting with stainless steel, remove free metal from its surface and activate the formation of a protective film on the surface.
Passivation of stainless steel (video):
After chemical cleaning of weld seams after welding has been carried out, it is necessary to wash off the reagents with water.
At the same time, you need to take care of the proper disposal of wastewater after such a flush - it contains a large amount of acids and heavy metals, so such wastewater has a high level of danger to the environment.
First of all, it is necessary to neutralize acids using alkaline compounds, then it is recommended to filter and dispose of it in accordance with the norms of natural legislation.
Weld processing - overview of methods
Welds are responsible for the integrity of the metal structure. In particular, the connection must be strong enough, resistant to rust and moisture. Weld seam processing is designed to ensure the fulfillment of these tasks.
Processing methods
There are three methods by which welded joints are protected:
- Heat treatment. Thanks to this method, it is possible to remove residual stresses in the material resulting from welding work. Heat treatment is carried out using one of two technologies: local, when only the connection itself is heated or cooled, or general - the entire part is subject to temperature treatment.
- Mechanical restoration. In this case, the task is to remove slag residues and check the reliability of the connection. A typical example of machining is tapping a seam with a hammer or sanding it. If the slag is not removed, corrosion may develop.
- Chemical treatment. Applying protective coatings to joints is one of the ways to combat corrosion processes. The most affordable option for chemical protection is treating the seam with a primer paint and varnish material.
We'll call you back in 30 seconds.
GOST R ISO 15353-2014 GOST R 55080-2012 GOST R ISO 16962-2012 GOST R ISO 10153-2011 GOST R ISO 10280-2010 GOST R ISO 4940-2010 GOST R ISO 4943-2010 GOST R ISO 14284-2009 GOST R ISO 9686-2009 GOST R ISO 13899-2-2009 GOST 18895-97 GOST 12361-2002 GOST 12359-99 GOST 12358-2002 GOST 12351-2003 GOST 12345-2001 GOST 12344-88 GOST 12350-78 GOST 12354-81 GOST 12346- 78 GOST 12353-78 GOST 12348-78 GOST 12363-79 GOST 12360-82 GOST 17051-82 GOST 12349-83 GOST 12357-84 GOST 12365-84 GOST 12364-84 GOST R 51576-2000 GOST 29117 -91 GOST 12347-77 GOST 12355-78 GOST 12362-79 GOST 12352-81 GOST R 50424-92 GOST R 51056-97 GOST R 51927-2002 GOST R 51928-2002 GOST 12356-81 GOST R ISO 13898-1-2006 GOST R ISO 1389 8-3 -2007 GOST R ISO 13898-4-2007 GOST R ISO 13898-2-2006 GOST R 52521-2006 GOST R 52519-2006 GOST R 52520-2006 GOST R 52518-2006 GOST 1429.14-2004 GOST 24903-81 G OST 22662-77 GOST 6012-2011 GOST 25283-93 GOST 18318-94 GOST 29006-91 GOST 16412.4-91 GOST 16412.7-91 GOST 25280-90 GOST 2171-90 GOST 23401-90 GOST 30642-99 GOST 25698-9 8 GOST 30550-98 GOST 18898 -89 GOST 26849-86 GOST 26876-86 GOST 26239.5-84 GOST 26239.7-84 GOST 26239.3-84 GOST 25599.4-83 GOST 12226-80 GOST 23402-78 GOST 1429.9-77 GOST 1429.3-77 G OST 1429.5-77 GOST 19014.3-73 GOST 19014.1-73 GOST 17235-71 GOST 16412.5-91 GOST 29012-91 GOST 26528-98 GOST 18897-98 GOST 26529-85 GOST 26614-85 GOST 26239.2-84 GOST 26239.0-84 GOST 262 39.8-84 GOST 25947-83 GOST 25599.3 -83 GOST 22864-83 GOST 25599.1-83 GOST 25849-83 GOST 25281-82 GOST 22397-77 GOST 1429.11-77 GOST 1429.1-77 GOST 1429.13-77 GOST 1429.7-77 GOST 1429.0-77 GOST 20018-74 GOST 18317-94 GOST R 52950-2008 GOST R 52951-2008 GOST 32597-2013 GOST R 56307-2014 GOST 33731-2016 GOST 3845-2017 GOST R ISO 17640-2016 GOST 33368-2015 GOST 10692-2015 GOST R 55934-2013 GOST R 55435- 2013 GOST R 54907-2012 GOST 3845-75 GOST 11706-78 GOST 12501-67 GOST 8695-75 GOST 17410-78 GOST 19040-81 GOST 27450-87 GOST 28800-90 GOST 3728-78 GOST 30432- 96 GOST 8694-75 GOST R ISO 10543-99 GOST R ISO 10124-99 GOST R ISO 10332-99 GOST 10692-80 GOST R ISO 17637-2014 GOST R 56143-2014 GOST R ISO 16918-1-2013 GOST R ISO 14250-2013 GOST R 557 24 -2013 GOST R ISO 22826-2012 GOST R 55143-2012 GOST R 55142-2012 GOST R ISO 17642-2-2012 GOST R ISO 17641-2-2012 GOST R 54566-2011 GOST 26877-2008 GOST R ISO 17641- 1- 2011 GOST R ISO 9016-2011 GOST R ISO 17642-1-2011 GOST R 54790-2011 GOST R 54569-2011 GOST R 54570-2011 GOST R 54153-2010 GOST R ISO 5178-2010 GOST R ISO 15792-2-2 010 GOST R ISO 15792-3-2010 GOST R 53845-2010 GOST R ISO 4967-2009 GOST 6032-89 GOST 6032-2003 GOST 7566-94 GOST 27809-95 GOST 22974.9-96 GOST 22974.8-96 GOST 22974.7 -96 GOST 22974.6-96 GOST 22974.5-96 GOST 22974.4-96 GOST 22974.3-96 GOST 22974.2-96 GOST 22974.1-96 GOST 22974.13-96 GOST 22974.12-96 GOST 22974.11-96 GOST 22974.10-96 GOST 22974.0-96 GOST 21639.9-93 GOST 21639.8-93 GOST 21639.7 -93 GOST 21639.6-93 GOST 21639.5-93 GOST 21639.4-93 GOST 21639.3-93 GOST 21639.2-93 GOST 21639.0-93 GOST 12502-67 GOST 11878-66 GOST 1763-68 GOST 13585-68 GOST 16971-71 GOST 21639.10-76 GOST 2604.1-77 GOST 11930.7-79 GOST 23870-79 GOST 11930.12-79 GOST 24167-80 GOST 25536-82 GOST 22536.2-87 GOST 22536.11-87 GOST 22536.6-88 GOST 22536.10- 88 GOST 17745-90 GOST 26877-91 GOST 8233 -56 GOST 1778-70 GOST 10243-75 GOST 20487-75 GOST 12503-75 GOST 21548-76 GOST 21639.11-76 GOST 2604.8-77 GOST 23055-78 GOST 23046-78 GOST 11930.11-79 GOST 11 930.1-79 GOST 11930.10-79 GOST 24715-81 GOST 5639-82 GOST 25225-82 GOST 2604.11-85 GOST 2604.4-87 GOST 22536.5-87 GOST 22536.7-88 GOST 6130-71 GOST 23240-78 GOST 3242-79 GOST 11930.3 -79 GOST 11930.5-79 GOST 11930.9 -79 GOST 11930.2-79 GOST 11930.0-79 GOST 23904-79 GOST 11930.6-79 GOST 7565-81 GOST 7122-81 GOST 2604.3-83 GOST 2604.5-84 GOST 26389-84 GOST 2604.7-84 GOST 2 8830-90 GOST 21639.1-90 GOST 5640-68 GOST 5657-69 GOST 20485-75 GOST 21549-76 GOST 21547-76 GOST 2604.6-77 GOST 22838-77 GOST 2604.10-77 GOST 11930.4-79 GOST 11930.8-79 GOST 2604.9 -83 GOST 26388-84 GOST 14782 -86 GOST 2604.2-86 GOST 21639.12-87 GOST 22536.8-87 GOST 22536.0-87 GOST 22536.3-88 GOST 22536.12-88 GOST 22536.9-88 GOST 22536.14-88 GOST 22536.4-88 GOST 22974.14-90 GOST 23338-91 GOST 2604.13-82 GOST 2604.14-82 GOST 22536.1-88 GOST 28277-89 GOST 16773-2003 GOST 7512-82 GOST 6996-66 GOST 12635-67 GOST 12637-67 GOST 12636-67 GOST 24648-90
- gost-3242-79.pdf (343.50 KiB)
GOST 3242-79
GOST 3242–79 Group B09
INTERSTATE STANDARD
WELDED CONNECTIONS
Quality Control Methods
Welded joints. Quality control methods
Date of introduction 01/01/81
By Decree of the USSR State Committee for Standards dated August 2, 1979 N 2930, the validity period was set from 01/01/81. The validity period was removed by Decree of the State Standards Committee of Russia dated 10/21/92 N 1434 INSTEAD OF GOST 3242–69 REISSUE. May 2002
1. This standard establishes quality control methods and the scope of their application when detecting defects in welded joints of metals and alloys made by welding methods given in GOST 19521–74. The standard complies with the CMEA standardization recommendations PC 5246−73*, PC 4099−73, PC 789−67 and the international standard ISO 2437−72. ________________ * Access to international and foreign documents mentioned here and further in the text can be obtained by following the link. — Note from the database manufacturer.
2. The use of a method or set of control methods for detecting defects in welded joints during technical inspection of structures at all stages of their manufacture, repair and modernization depends on the requirements for welded joints in the technical documentation for the structure. Control methods must correspond to those given in the table and are indicated in the technical (design and technological) documentation for the structure.
3. The admissibility of using methods not established in this standard must be provided for in the technical documentation for the design. The technology for monitoring welds by any method must be established in the regulatory and technical documentation for monitoring.
Non-destructive methods for quality control of welded joints
| Type of control | Control method | Characteristics of the method | Application area | Designation of the standard for control method | |||
| Detected defects | Sensitivity | Features of the method | |||||
| Technical inspection | External inspection and measurement | Surface defects | Discontinuities are detected, deviations of the size and shape of the welded joint from the specified values of more than 0.1 mm, as well as surface oxidation of the welded joint. | The method allows you to detect defects of the minimum detectable size during inspection and measurement of a welded joint using optical instruments with a magnification of up to 10 and measuring instruments | Not limited | — | |
| Capillary | Colored Luminescent Fluorescent-colored | Defects (discontinuities) coming to the surface | Conditional sensitivity levels according to GOST 18442–80 | The sensitivity and reliability of the method depend on the quality of preparation of the joint surface for testing | Not limited | GOST 18442–80 | |
| Radiation | Radiographic Radioscopic Radiometric | Internal and surface defects (discontinuities), as well as defects in the form of the connection | From 0.5 to 5.0% of the controlled metal thickness From 3 to 8% of the controlled metal thickness From 0.3 to 10% of the controlled metal thickness | Detection of defects according to GOST 7512–82. Sensitivity depends on the characteristics of the weld joint being inspected and the means of control | According to GOST 20426–82 | GOST 7512–82 | |
| Acoustic | Ultrasonic | Internal and surface defects (discontinuities) | Thickness of welded joint, mm | Ultimate sensitivity, mm | The size, number and nature of defects are determined in conventional indicators according to GOST 14782–86 | According to GOST 14782–86 | GOST 14782–86 |
| From 1.5 to 10 incl. | 0,5−2,5 | ||||||
| St. 10 to 50 " | 2,0−7,0 | ||||||
| » 50 «150 « | 3,5−15,0 | ||||||
| » 150 «400 « | 10,0−80,0 | ||||||
| » 400 «2000 « | 35,0−200,0 | ||||||
| Magnetic | Magnetic fluxgate | Surface and subsurface discontinuities | Conditional sensitivity levels according to GOST 21104–80* | The method provides identification of: internal discontinuities located at a depth of up to 10 mm from the joint surface; multidirectional defects. The sensitivity and reliability of the method depends on the quality of preparation of the compound for control | According to GOST 21104–75 | GOST 21104–75 | |
| _______________ *Probably an error in the original. Should read: GOST 1770–74. — Note from the database manufacturer. | |||||||
| Magnetic powder | Surface and subsurface discontinuities | Conditional sensitivity levels according to GOST 21105–87 | The method provides identification of internal discontinuities located from the joint surface at a depth of up to 2 mm inclusive. The sensitivity and reliability of the method depend on the quality of preparation of the compound for control | According to GOST 21105–87 | GOST 21105–87 | ||
| Magnetographic | Surface, subsurface and internal discontinuities | From 2 to 7% of the thickness of the controlled metal | The reliability of testing is reduced in the presence of irregularities on the controlled surface of the joint measuring more than 1 mm. Sensitivity decreases with increasing discontinuity depth | Welded butt joints made by gas arc welding, structures made of ferromagnetic materials. Controlled thickness no more than 25 mm | — | ||
| Leak detection | Radiation | Through defects | For krypton 85 - from 1 10 to 1 10 mmMPa/s | Radioactive danger | Detection of leaks in welded joints operating under pressure, closed nuclear power structures, as well as closed structures when other leak detection methods cannot be used. Controlled thickness is not limited | — | |
| Mass spectrometric | Through defects | By method: accumulation at atmospheric pressure - up to 1·10mmMPa/s; evacuation from 1·10 to 1·10mmMPa/s; probe - up to 1·10mmMPa/s | Operating conditions for leak detectors: ambient temperature 10−35 °C, maximum relative humidity 80% | The method of pressure accumulation is to determine the total degree of leakage of closed structures. The evacuation method is to determine the total degree of leakage of closed and open structures. Probe method - detection of local leaks in welded joints of large structures Controlled thickness is not limited | — | ||
| Gauge | Through defects | By method: pressure drop - from 1·10 to 7·10mmMPa/s differential pressure gauge to 1·10mmMPa/s | The sensitivity of the method decreases when testing large-volume structures. The duration of the test, the temperature of the test gas and the environment, as well as the amount of atmospheric pressure affect the test error | Welded joints of closed structures operating under pressure: pressure drop method - to determine the amount of total leaks; differential pressure gauge method - to determine local leaks. Controlled thickness is not limited | — | ||
| Halide | Through defects | For freon 12: atmospheric probe - up to 5·10 mmMPa/s; vacuum probe - up to 1·10 mmMPa/s | The reliability and sensitivity of testing is reduced if the surface being tested has irregularities (nodules, depressions) that prevent the probe from approaching the controlled surface. | Detection of the location and magnitude of local leaks in welded joints of closed structures operating under pressure. Controlled thickness is not limited | — | ||
| Gas analytical | Through defects | For freon 12 (90%) mixed with air from 2 10 to 4 10 mmMPa/s | The reliability of the control is reduced in the presence of various vapors and gases in the surrounding atmosphere, including solvents for preparing the surface of the test joint, tobacco smoke and gases generated during welding | Detection of local leaks in welded joints of closed structures operating under pressure. Controlled thickness is not limited | — | ||
| Chemical | Through defects | For ammonia - up to 6.65 10 mmMPa/s For ammonium - from 1 10 to 1 mmMPa/s | Compliance with fire safety regulations and rules for working with hazardous chemicals is required. | Detection of local leaks in welded joints of open and closed structures operating under pressure or intended for storing liquids. Controlled thickness is not limited | — | ||
| Acoustic | Through defects | Not less than 1·10mmMPa/s | The control is carried out in the absence of noise interference. Remote control possible | Detection of leaks in welded joints of underground high-pressure water and gas pipelines. Controlled thickness is not limited | — | ||
| Capillary | Through defects | Luminescent - from 1 10 to 5 10 mmMPa/s Luminescent color - from 1 10 to 5 10 mmMPa/s Luminescent-hydraulic - from 1 10 to 5 10 mmMPa/s Kerosene wetting - up to 7 10 mmMPa/s | Thorough cleaning of the monitored surface is required. The sensitivity of the method decreases when testing large thicknesses and when testing welded joints located in all spatial positions other than the bottom. When controlled by wetting with kerosene - high fire hazard | Detection of leaks in welded joints of open and closed structures: luminescent and luminescent-colored - welded joints of structures whose working substance is gas or liquid; luminescent-hydraulic and kerosene wetting - welded joints of structures whose working substance is liquid. Controlled thickness is not limited | — | ||
| Pouring water under pressure | Through defects | From 3·10 to 2·10mmMPa/s | When inspecting large-capacity welded joints, structural rigidity must be ensured. | Detection of local leaks in welded joints of closed structures operating under pressure. Controlled thickness, not limited | Regulatory and technical documentation approved in accordance with the established procedure | ||
| Pouring water without pressure | Through defects | No more than 1·10mmMPa/s | When inspecting large-capacity welded joints, structural rigidity must be ensured. | Detection of local leaks in welded joints of open structures. Controlled thickness is not limited | Regulatory and technical documentation approved in accordance with the established procedure | ||
| Pouring with a stream of water under pressure | Through defects | No more than 1·10mmMPa/s | The sensitivity of the method increases with a luminescent indicator coating of the surface being inspected. Inspection is carried out before installation of equipment | Detection of local leaks in welded joints of open structures. Controlled thickness is not limited | Regulatory and technical documentation approved in accordance with the established procedure | ||
| Watering with a diffuse stream of water | Through defects | No more than 1·10mmMPa/s | The sensitivity of the method increases with a luminescent indicator coating of the surface being inspected. Inspection is carried out before installation of equipment | Detection of local leaks in welded joints of open structures. Controlled thickness is not limited | Regulatory and technical documentation approved in accordance with the established procedure | ||
| Bubble | Through defects | Pneumatic: air blowing - from 7 10 to 1 10 mmMPa/s with compressed air blowing - from 1 10 mm MPa/s Pneumohydraulic: aquarium - 1 10 mm MPa/s pressure aquarium - from 5 10 to 1 10 mm MPa/s Vacuum (using vacuum chambers) - up to 1·10mmMPa/s | Control is carried out with compressed air. The composition of foaming coatings depends on the air temperature when testing using pneumatic and vacuum control methods | Detection of local leaks. Pneumatic method: by air injection - welded joints of closed structures, the working substance of which is gas or liquid; blowing with a jet of compressed air - welded joints of open large-sized structures. Pneumohydraulic aquarium and pressure aquarium methods: welded joints of small-sized closed structures operating under pressure. The vacuum method is a one-sided approach to controlled connections. Controlled thickness is not limited | Regulatory and technical documentation approved in accordance with the established procedure | ||
| Opening | Internal defects | Macroscopic defects are detected | Opening is carried out by cutting, drilling, gas or air-arc gouging, grinding, as well as cutting out a section of the welded joint with the subsequent production of layer-by-layer sections from it. After inspection, welding of the exposed section of the welded joint is required. | Welded joints that are not subject to heat treatment or are inaccessible for radiation and acoustic testing. Controlled thickness is not limited | — | ||
| Technological test | Internal and surface defects | Macroscopic and microscopic defects are detected | The control test is performed using the same technological process and by the same welder(s) as the controlled welded joints. | Not limited | — | ||
Cleaning welds
In fastening metal structures and various parts, welding is the most common and economically acceptable method.
By connecting surfaces, you can ultimately achieve a homogeneous connection, which ensures strong bonding of individual elements.
The joint is the weak link in any welding method. Therefore, cleaning welds is a necessity.
Uncleaned weld after welding
It’s not for nothing that cleaning of welds after welding is regulated by GOST 9.402-80.
For cleaning, various tools are used and certain technologies are used. It could be:
- Cleaning the weld seam by mechanical grinding.
- Etching using chemical materials.
- Neutralization method.
It is clear that a particular technology has its own nuances and recommendations for use in a given situation.
Stripping equipment
The choice of technology must be approached carefully. You need to select the right consumables and work equipment.
This could be a wire brush, an angle grinder/machine with abrasive wheels, or a grinder.
"Important!
When choosing grinding equipment, you should focus primarily on the power output. And only then look at consumption indicators.”
For example, mobile sanding machines are successfully used in the shipbuilding industry. It’s easier to approach a large workpiece than to try to move it to a new location.
Mobile grinding machine
The need to clean welds
The final stage of welding includes cleaning the joint from slag and scale. Cleaning of welds after welding is carried out in three stages:
- the area around the welding joint is processed;
- polishing after treatment with antioxidant;
- tinning the connection point.
Cleaning of welds is regulated by GOST 9.402-80 and is carried out to eliminate, among other things, defects in the working surface. According to approved standards, these can be:
- Holes.
- Craters.
- Fistulas.
- Cracks in the seams.
It is important to carry out the work process in accordance with accepted standards. Violations of established standards must not be allowed. It is necessary to make full use of the capabilities of grinding equipment and other cleaning mechanisms.
Mechanical cleaning of the docking area
How to clean welding seams with a grinder? The simplest method of mechanical action is manual stripping with a grinder. In this case, you can get rid of defects that are inevitable when welding:
- From scale.
- Burrs and oxides.
- And also traces of tarnish.
Cleaning a weld seam with a grinder
Many note the cost-effectiveness of this method, and this is a proven fact.
"For your information!
Cleaning welds will be done professionally if you choose the right grinding wheel.”
Chemical cleaning of the connection
As practice shows, the interaction of two methods: mechanical and chemical influence is the most effective and efficient option. Cleaning of welds can be performed:
- etching method;
- passivation method.
Let's look at both options. Let's determine the differences and find out what each of the above methods consists of.
- Cleaning welds using pickling method.
This is one of the processing stages of a welded joint, which is performed before mechanical grinding.
The work is carried out using a special composition that allows you to create a homogeneous layer on the working (processed) surface.
Using the etching method, areas with tarnish can be removed. Etching is allowed both for individual sections and for complete workpieces.
Workpiece etching method
In the latter case, it is best to place the material completely in a container with an etching solution. There are no clear regulations and time for the etching process during complete immersion.
The time in this case is determined individually. Cleaning of weld seams after welding will be more effective if passivation is performed after pickling. This will give the joint a bonus of extra strength.
Processing of welds after welding can be carried out using the passivation method. The process looks like this. Surface treatment is carried out with a special composition.
An even layer applied on the working surface forms a film. This is necessary to prevent metal aging, or more precisely, corrosion.
Using the passivation method
From a chemical point of view, it looks like this: oxidants from the softened surface of a part or workpiece, interacting with stainless steel, eliminate the resulting free excess.
They also activate the formation of a film to protect the work object.
Cleaning of fillet welds is carried out in accordance with the established rules of state technical supervision. The shift foreman is responsible for the quality of cleaning. The results of the work are entered into the weld repair flow sheet.
Safety precautions
When performing welding work, regardless of the method, it is necessary to initially prepare the workplace and check the equipment.
The process involves the use of special protective equipment and work clothes for the welder. Including the need for training and compliance with fire safety standards.
Before welding begins, instructions are given, the results of which are recorded in the work log. Admission is granted to persons at least 18 years of age who have undergone special training.
Conclusion
For high-quality manufacturing of products using welding work, surface treatment is a prerequisite. Processing can be done in different ways.
But the goal is one: to bring the working element to a state of complete readiness. The importance of this process is regulated by the provisions of GOST and other documents at the state level.
We can conclude that surface treatment and removal of welding residues is an important and integral process that ultimately allows us to obtain the desired result.
Stripping equipment
The choice of technology must be approached carefully. You need to select the right consumables and work equipment.
This could be a wire brush, an angle grinder/machine with abrasive wheels, or a grinder.
"Important!
When choosing grinding equipment, you should focus primarily on the power output. And only then look at consumption indicators.”
For example, mobile sanding machines are successfully used in the shipbuilding industry. It’s easier to approach a large workpiece than to try to move it to a new location.
Mobile grinding machine
Preparation of edges for welding: processing and cleaning of welds and stainless steel
Welding is one of the most common methods used to join metal parts. This is due to the fact that it allows high-quality and reliable fastening of parts of the product, forming a uniform seam that does not allow moisture to pass through.
Nevertheless, it is the seam that is the weak point of any structure, especially if the edges for welding were not prepared correctly. Therefore, it is very important to follow all technological processes in order to obtain a reliable connection of parts.
Features of cleaning products after welding
The final stage of welding work is to clean the joint from slag and scale.
This procedure is performed in several stages:
- seam treatment;
- antioxidant polishing;
- tinning the connection.
The first stage is performed to eliminate defects. These include holes, craters, fistulas, and cracks in sutures.
Main types of welded joints.
There are three main methods for processing a weld seam:
- thermal;
- mechanical;
- chemical.
The first method allows you to significantly reduce or completely eliminate residual stresses in the metal after welding. Heat treatment can be carried out in accordance with two technologies: local - only the joint area is heated, and general - the entire part is heated.
In addition to reducing stress, thermal annealing makes the structure of the seam and the area around it more resistant to external factors. In addition, the performance indicators of the product increase: corrosion resistance, heat resistance, etc. increase.
The essence of heat treatment is to heat a joint or part to a certain temperature. The product is then cooled at the required rate, depending on the type of part.
Heat treatment is carried out using specialized equipment.
There are four types of devices for performing this procedure:
- Induction units are used for pipelines. The operating principle of such devices is the use of air-cooled stranded copper wires that make up the inductor. The inductor is installed on the pipeline at a certain distance from it. The larger the gap, the worse the power of the device is used, so it should be installed flush to the weld.
- Flexible resistance heaters are one of the most common devices.
- Muffle furnaces. This type of device requires special attention to control the uniformity of heating of the product. Off-center installation of a part in a furnace can lead to disruption of heat treatment technology.
- Processing using gas-flame equipment. This method uses gas flame burners.
Tools that enable heat treatment are selected based on installation conditions, availability, and other factors. The main criteria that such units must satisfy are compliance with the set requirements, clear joining with seams, uniform heating of the joints, and low weight.
Quite often, to avoid heating losses, various heat insulators are used.
There are several metal processing technologies. Preheating is used both before and during welding when working with low-carbon steels.
High tempering involves heating the material to 650-750 °C. The exact temperature value is determined by the grade of steel. This treatment lasts up to five hours and reduces stress by 80%, and also increases the elasticity and resistance of the metal to mechanical stress.
Normalization is applied to carbon and low-alloy steel grades. The process is carried out at 950 °C. Upon completion of processing, the part is held and cooled under normal conditions. As a result, grain size and stress are reduced and joint strength is increased.
Mechanical cleaning
An important stage of welding is not only the implementation of preparatory work, but also the correct cleaning of the welds. This process is mandatory and is enshrined in the relevant GOST.
Symbols for welds.
So how do you clean a welded joint? The easiest way to clean a weld is to simply brush with a wire brush. However, using a portable sander or a simple grinder with a sanding wheel for stripping will be more effective.
This simple processing method will allow you to get rid of the most common defects, which include scale, oxides, traces of tarnish, and burrs. As a result, the joint of the workpiece will be of higher quality.
In terms of price-quality ratio, this technology is one of the most profitable methods for preparing edges before and after welding. In this regard, it is not surprising that most masters use this method.
When choosing a grinding wheel to clean a seam after welding, it is important to take into account some nuances, otherwise you should not expect a good processing result. Preference should be given to attachments with fabric-based petals.
It is characterized by higher wear resistance compared to paper versions, which is necessary in such an aggressive type of work as grinding welding joints.
It should be borne in mind that fabric-based attachments with this coating are expensive. However, in this case it is better not to save money, because with the right tool the job will be easier and the end result will be of better quality.
Chemical purification of the compound
As already described above, mechanical processing allows you to achieve acceptable results, however, the best quality of cleaning the weld after welding is achieved when this method is combined with chemical cleaning. This includes etching and passivation.
Chemical for cleaning seams.
Etching is carried out using specialized compounds. They allow you to obtain a uniform anti-corrosion coating on the surface of the product. In addition, areas with tarnish are removed - places where chromium and nickel oxides accumulate, which are characterized by low corrosion resistance.
Small areas of the seams to be treated are etched by simply applying the compound to the required area. In some cases, the product is completely dipped into a container with a special solution. The interaction time of the part with the mixture is different in each specific case and is selected individually.
Passivation is the process of treating a metal product with a special solution. As a result of this process, a protective film is formed on the treated surface of the part. A distinctive feature of the resulting coating is its resistance to corrosion.
The essence of this technology for cleaning edges for welding is the use of mild oxidants. As a result of interaction with stainless steel, free metal is removed from its surface and the formation of a protective coating on the surface of the product is activated.
Passivation can be carried out using sprays for treating stainless steel or a special paste.
The fact is that such water contains an increased amount of acids and heavy metals, so such wastewater is characterized by an increased danger to the environment. First, acids should be neutralized using alkaline solutions, and then the water should be filtered. The resulting waste must be disposed of.
Bottom line
To understand how to properly clean welding seams, you need to familiarize yourself with GOST, which describes in detail the technology for processing joints. There are two main methods for cleaning a weld seam: mechanical treatment and chemical treatment.
In the first case, the metal, for example stainless steel, is subjected to grinding and polishing. In the second case, etching and passivation technology is used. Special solutions are used to pickle stainless steel after welding. Most often, these methods are combined to achieve the best results.
Cleaning of welds after welding GOST - Metalworker's Handbook
The car body is its most expensive part. As long as the skeleton of a vehicle is alive, so long is its service life. All damage to the car body can be divided into the following types:
- Destruction by corrosion;
- Surface damage due to mechanical damage (including road accidents).
Each type of repair work has its own methodology. To combat corrosion, all kinds of primers are used, which reliably protect the metal from further destruction.
ATTENTION! A completely simple way to reduce fuel consumption has been found! Don't believe me? An auto mechanic with 15 years of experience also didn’t believe it until he tried it. And now he saves 35,000 rubles a year on gasoline! Read more"
Mechanical damage and defects are most often welded. At this stage of repair work, cleaning the weld seam plays a key role in controlling the quality of the operations performed. Ideally, the junction of the parts should be inconspicuous and not attract attention.
Welding methods and equipment used
If the surface of the body is heavily corroded, welding is also used for repairs. The equipment that a master chooses to perform welding work can have different performance levels and ultimately determines the quality of the seam. Welding used in body repair can be of several types:
- Gas;
- Electric arc;
- Manual semi-automatic electric arc (environment with protective gas);
- Contact point.
Hobbyists repair their hardware using gas welding; this is the most affordable equipment for private use. Hand tools are not helpful in this matter, as the operation becomes very labor-intensive.
Professional welders are skeptical about the use of manual electric arc welding, what about amateurs? Resistance welding is an expensive tool used by skilled craftsmen.
Quality criteria for welds
You can check the quality of the connection of parts after welding using various devices and devices. An important detail is that all welding areas must be well cleaned. Only after this is quality control carried out.
Methods used:
- Carrying out a visual inspection. To do this, use a magnifying glass or a simple glance. All defects found during the inspection need to be eliminated;
- Performing translucency of the seam. For this, gamma radiation or X-rays are used. In this way, all undercooked areas in the thickness of the metal up to 6 cm are identified;
- Magnetographic method. The tool used for such a check is accurate and is designed to work with metal no thicker than 0.4-1.2 cm;
- Ultrasonic testing is more often used to check weld seams on steel or non-ferrous metals;
- Opening a weld seam is a radical measure, for which special equipment is also used;
- Chemical method;
- Performing color flaw detection;
- Kerosene test;
- Pneumatic tests;
- Creating a vacuum;
- Other techniques.
The abundance of technologies for checking the quality of welds is an excellent incentive to more carefully perform this type of work. By purchasing a machine for cleaning weld seams, the master gains a lot of advantages:
- Flawless completion of workpiece processing;
- Removing the seam after welding;
- Preparing the product for the final stage of processing.
Equipment that can be used to properly and aesthetically clean weld seams can be used in production or for personal consumption. This tool is designed for processing different materials:
- Copper;
- Aluminum;
- Stainless steel, etc.
On stainless steel or other metal surfaces, cleaning equipment successfully replaces abrasive paste, a grinding wheel, or a special milling cutter (the listed devices are often used by amateurs after welding metal surfaces). Professionals recommend using precise, modern tools that guarantee high results without surprises.
Selection of equipment for stripping seams
After welding, all seams need to be cleaned. On black steel, it is necessary to get rid of oxides and scales on the weld. For this, special wire brushes are used. In this case, the scale of the stripping zone is determined by the tool used - hand brushes or special machines.
https://www.youtube.com/watch?v=xqIxVODfGtM
The world market leader in the production of wire brushes is German. This brush can be installed in an angle grinder or angle grinder. Many stainless steel surfaces are cleaned in this way.
Often, cleaning the weld is accompanied by removing the reinforcement. In this case, tools and consumables are selected more carefully. Experts recommend using a mobile version of a grinding machine or an angle grinder equipped with abrasive wheels.
Efficient and modern equipment for automotive repair - a mobile machine. The tool is well controlled and can be used by 1 person.
from Germany produces 2 modifications of this machine, which involve the use of belts of varying degrees of grinding.
Professionals recommend cleaning the seams after welding with tapes produced by the manufacturer of the equipment itself.
Grinders and grinding wheels are the choice of craftsmen who prefer cheap and affordable equipment. This method can be used to process any seams - steel, stainless steel and other metals.
The choice of tool for cleaning weld seams when carrying out body repairs determines the speed of work and the quality of the finished coating.
Tired of paying fines? There is an exit!
Forget about fines from cameras! An absolutely legal new product - NANOFILM, which hides your license plates from IR cameras (which are installed in all cities). Read more about this at the link.
- Absolutely legal (Article 12.2.4).
- Hides from photo and video recording.
- Installs independently in 2 minutes.
- Invisible to the human eye, does not deteriorate due to weather.
- 2 year warranty
Heat treatment
In addition to reducing residual stresses in the metal, heat treatment allows you to achieve the following goals:
- make the structure of the seam and heat-affected zones more adapted to external factors;
- optimize the physical and operational properties of the material, in particular, increase rust resistance, heat resistance, etc.
Heat treatment of welded joints involves heating the welded joint or the entire metal to a given temperature for a certain time. Next comes artificial cooling, which is also carried out according to a certain scenario.
Heat treatment equipment
Four types of technological equipment can be used for heat treatment of joints:
- Induction devices. Induction heating is often used during pipeline installation. The essence of this method is the use of copper inductors, including multi-core air-cooled copper cable. When installing the inductor on the pipeline, the distance between the pipe and the inductor must be taken into account. The general rule is: the larger the gap between objects, the worse the equipment's power is used.
- Flexible resistance heaters. This method is considered one of the most convenient and affordable methods for processing welds.
- Muffle furnaces. When working with this type of equipment, special attention must be paid to the uniform heating of the connection, which is achieved by non-centered installation of the part in the furnace.
- Heating using gas-flame equipment. When using gas flame heating, welding and special multi-flame gas burners are used. Gas heaters produce thermal energy resulting from the combustion of a mixture of combustible gas and oxygen.