Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
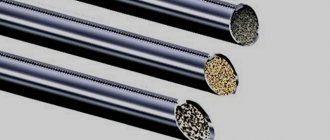
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Смотрите также
- Для передачи электроэнергии см .: Силовой кабель, Высоковольтный кабель и HVDC
- Колючая проволока
- Кабель
- Куриная проволока
- Электрический разъем
- Электропроводка
- Литц-проволока
- Струна для фортепиано
- Колючая проволока
- THHN
- Мишура проволока
- Склеивание проводов
- Калибр провода
- Проволочная сетка
- Трос
- Проволочные украшения
- Волластон проволока
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Механические показатели
- сопротивление на разрыв:от 690- 1370 н/мм2 до 440-690 н/мм2
- относительность удлинения:12-18 %
Подведём итог проволока из стали универсальное сырьё для производства различных изделий, которая доступна для любого потребителя.
Фото стальной проволоки ниже в нашей галерее.
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Примечания
- Системы катушек Свигера. «Катушки на ребро». Swiger Coil Systems, компания Wabtec. Архивировано из оригинал 19 декабря 2010 г.. Получено 1 января 2011.
- Джек Огден, «Классическая золотая проволока: некоторые аспекты ее изготовления и использования», Ювелирные исследования
, 5, 1991, с. 95–105. - Джек Огден, «Связи между исламом, Европой и Дальним Востоком в средневековый период: свидетельства ювелирной технологии». Редакторы П. Джетт, Дж. Дуглас, Б. Маккарти, Дж. Винтер. Научные исследования в области азиатского искусства. Труды симпозиума к пятидесятилетию
. Публикации Archetype, Лондон, совместно с Художественной галереей Фрира, Смитсоновский институт, 2003. - Х. Р. Шуберт, «Телеграфные мастера Бристоля» Журнал Iron & Steel Institute
159 (1948), 16-22. - М. Б. Дональд, Елизаветинские монополии: компания минерального и аккумуляторного завода
(Олвер и Бойд, Эдинбург, 1961), 95–141. - Д. Г. Такер, «Электросвязь семнадцатого века в Уайтбруке, Монмутшир» Бык. Hist. Металл. Gp
7(1) (1973), 28-35. - ^ абcdе
Одно или несколько предыдущих предложений включают текст из публикации, которая сейчас находится в всеобщее достояние: Чисхолм, Хью, изд. (1911). «Проволока».
Британская энциклопедия
.
28
(11-е изд.). Издательство Кембриджского университета. С. 738–739. - «Виды прядей». Промышленные электрические провода и кабели. 2019 г.. Получено 8 февраля 2022.
- Хогсетт, Джейми; Элер, Сара (2012). Покажи свои цвета: 30 гибких проектов украшений из проволоки с бисером
. Kalmbach Книги. п. 12. ISBN 978-0-87116-755-2 . - «Виды проволоки». Получено 14 мая 2022.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Отделка, оболочка и изоляция
Коаксиальный кабель, один пример изолированного провода в оболочке
| Эта секция в значительной степени основан на статье, не защищенной авторским правом Британская энциклопедия Одиннадцатое издание, который был произведен в 1911 году. |
Электрические провода обычно покрыты изоляционные материалы, например, пластик, резиноподобные полимеры или лак. Изоляция и оболочка проводов и кабелей в настоящее время осуществляется путем пропускания их через экструдер. Раньше материалы, используемые для изоляции, включали обработанную ткань или бумагу и различные продукты на масляной основе. С середины 1960-х годов пластик и полимеры проявляющие свойства, подобные каучуку, преобладали.
Два или более провода могут быть намотаны концентрически, разделенные изоляцией, с образованием коаксиальный кабель. Провод или кабель можно дополнительно защитить такими веществами, как парафин, какой-то консервант, битум, вести, алюминиевая оболочка или стальная лента. Крутильные или укрывные машины наматывают материал на проволоку, которая быстро проходит. Некоторые из самых маленьких машин для укладки хлопка имеют большой барабан, который захватывает проволоку и перемещает ее через зубчатые передачи; проволока проходит через центр дисков, установленных над длинной станиной, и каждый диск несет на себе некоторое количество шпульки варьируется от шести до двенадцати и более в разных машинах. На каждую бобину наматывается запас покрывающего материала, и конец подводится к проволоке, которая занимает центральное положение относительно бобин; последние вращаются с подходящей скоростью телесно своими дисками, поэтому хлопок подается на проволоку, наматываясь по спирали так, чтобы перекрывать друг друга. Если требуется много прядей, диски дублируются, так что можно переносить до шестидесяти катушек, причем второй набор прядей укладывается поверх первого.[7]
Для более тяжелых кабелей, которые используются для электрический свет и силовые, и подводные кабели, машины несколько отличаются по конструкции. Проволока по-прежнему проходит через полый вал, но бобины или катушки с укрывным материалом установлены так, что их шпиндели расположены под прямым углом к оси проволоки, и они лежат в круглой клетке, которая вращается на роликах ниже. Различные нити, выходящие из катушек на различных участках окружности клетки, ведут к диску на конце полого вала. Этот диск имеет перфорацию, через которую проходит каждая из жил, которая сразу же наматывается на кабель, который в этом месте проходит через подшипник. Зубчатые шестерни, имеющие определенные определенные передаточные числа, используются для того, чтобы заставить наматывающий барабан для кабеля и сепаратор для катушек вращаться с подходящей относительной скоростью, которая не меняется. Клетки умножаются для скручивания с большим количеством лент или прядей, так что машина может иметь шесть бобин на одной клетке и двенадцать — на другой.[7]
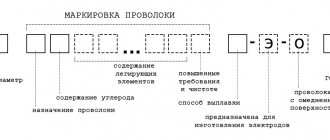
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» — 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
История
Египтяне во времена второй династии изготавливали цепочки и декоративные элементы украшений из трубочек. Трубочки получали из металлических листов волочением. Лист разрезали на полоски, полоски пропускали через отверстия в каменных бусах. При этом полоски заворачивались вокруг самих себя и формировали тонкие трубки.
Проволока золотых украшений середины II века до н. э. отличалась наличием швов, следующих по спирали вдоль всей её длины. Получали такую перекрученную проволоку прокатыванием полосок металла между плоских поверхностей. С VII века в Европе стали применять волочение.
Проволоку квадратного и шестиугольного сечения предположительно изготавливали плющением. Металлический прут зажимали между рифлёными кусками металла (например, между рифлёным пуансоном и рифлёной металлической наковальней) и ковали. Метод возник предположительно в начале 2-го тысячелетия до н. э. в Египте, а также — в бронзовом веке. В железном веке Европа использовала метод для изготовления факелов и фибул.
Перекрученная проволока квадратного сечения была распространённым филигранным декором в этрусских украшениях.
Примерно в середине 2-го тысячелетия до н. э. появилась новая категория декоративной проволоки — цепочка звеньев. Возможно, самой ранней из подобных проволок является зазубренная проволока, впервые появившаяся в конце 3-го, начале 2-го тысячелетия до н. э. в Малой Азии, а возможно и чуть позднее.
В Англии проволоку волочили, начиная со средневековья. Проволоку использовали для изготовления чесалок и спиц для шерсти, товаров, импорт которых был запрещён Эдуардом IV в 1463 году.[1] Первый волочильный стан в Великобритании был установлен в Тинтерне примерно в 1568 году основателями Company of Mineral and Battery Works, у которых была монополия на данный вид деятельности.[2] От момента создания их второй волочильни в окрестностях Уайтербрука,[3] не существовало других волочилен до второй половины XVII века. Несмотря на существование волочильных станов, протягивание проволоки до малых размеров по-прежнему выполняли вручную.
Америка ввозила проволоку из Англии и Германии до 1812 года, когда война с Англией привела к прекращению снабжения. С этого времени американцы начали строить собственные волочильные фабрики. К середине XIX века с появлением паровой машины стало возможно массовое производство проволоки, проволочной сетки и проволочных изгородей. Отрасль процветала, достигнув наибольшего развития в Европе и Америке в конце века, и тогда стало доступно широкое разнообразие самых разных изделий из проволоки, от веничков и корзинок до балконных ограждений. Из проволоки делали всевозможные предметы домашнего обихода, пока появление пластмассы не привело к постепенному угасанию этого ремесла.